Công ty cổ phần giải pháp cơ khí VNTECH là trung tâm bảo trì, sửa chữa nguồn laser fiber MAX tại Hà Nội. Sửa chữa nguồn laser fiber MAX sẽ gồm 2 vấn đề chính: Sửa chữa cáp quang, tinh thể, các bộ phận quang học nguồn laser MAX và Sửa chữa các modul, bo điện cho nguồn laser fiber MAX
Nội dung bài viết
Hướng dẫn phát hiện lỗi nguồn laser MAX
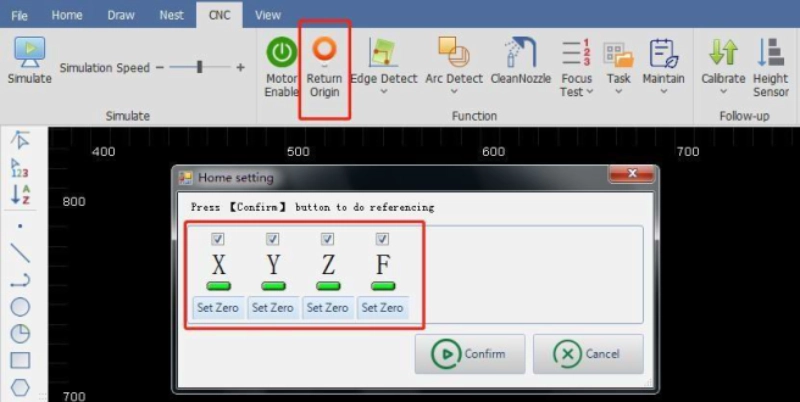
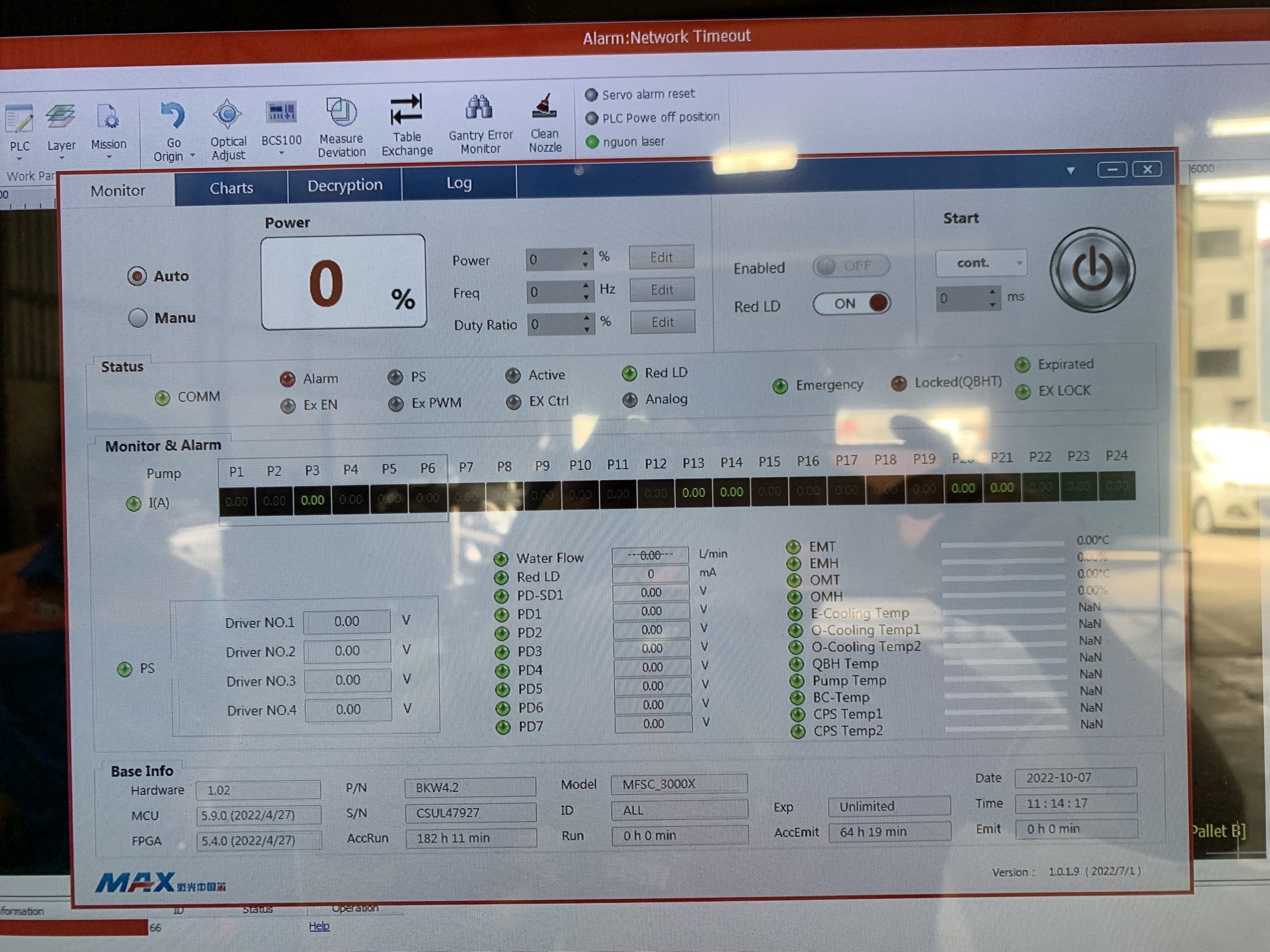
Đầu tiên khi sửa chữa sẽ kết nối phần mềm điều khiển nguồn laser MAX để xem các trạng thái, cảnh báo trên phần mềm giám sát nguồn Laser MAX. Phần mềm kết nối với nguồn MAX là MAX-G2 với nguồn thế hệ cũ và MAX-G3 với nguồn thế hệ mới
Trên phần mềm sẽ hiện thị các trạng thái của nguồn giúp chúng ta có thể khoanh vùng phần bị lỗi 1 cánh dễ dàng từ đó đưa ra phương án xử lý nhanh, tối ưu nhất.
– Nếu nguồn laser MAX bị lỗi QBH khi đầu cắt đang chạy bình thường có thể phần cáp quang fiber MAX hay đầu tinh thể đang bị hỏng.
Chúng tôi sẽ tiến hành kiểm tra xem cần thay thế bộ phận nào và tiến hành sửa chữa nguồn laser MAX.
*Một số hình ảnh nguồn max bị hỏng cáp quang, tinh thể:



Khi đó chúng tôi sẽ tiến hành thay cáp quang mới và sửa chữa các mối hàn quang có vấn đề. Với hệ thống máy móc chuyên dụng phục vụ hàn cáp quang laser fiber, Công ty VNTECH luôn đưa ra phương án xử lý vấn đề nhanh nhất cho khách hàng.
- Máy hàn cáp quang laser fiber: Fitel S185, FUJIKWA
- Máy cắt sợi quang laser fiber: CT104
- Máy đo công suất nguồn laser fiber: Gentec





Quy trình sửa chưa cáp quang laser fiber
– Kiểm tra phần cần quang laser fiber xử lý
– Tiến hành kiểm tra kho các bộ phận quang laser cần thay thế. Nếu không có tiến hành nhập bằng đường hàng không ( 5-7 ngày).
– Tiến hành hàn quang laser, thay thế cáp quang laser. ( chú ý độ suy hao là 0%)
– Kiểm tra nguồn, phát tia, đo công suất nguồn laser fiber
Một số hình ảnh nguồn laser MAX được sửa chữa thay thế cáp quang laser fiber tại công ty VNTECH:





Thay thế lưới, bộ kết hợp, bộ thoát y và sợi YB

Thay thế sợi quang năng lượng đầu ra QBH

Nguồn diot bơm bán dẫn laser fiber

Bộ kết hợp chùm tia 6 + 1

Chất bán dẫn ánh sáng đỏ
Ngoài ra nguồn laser fiber MAX có thể bị hỏng phần điện. Công ty VNTECH sẽ tiến hành kiểm tra, test bo và sửa chữa

Sửa chữa các mô-đun điện

Thay thế diot laser bán dẫn
Kiểm tra sửa chưa bó AC-DC của nguồn MAX laser fiber



Bo điện thiết bị

Mô-đun điện
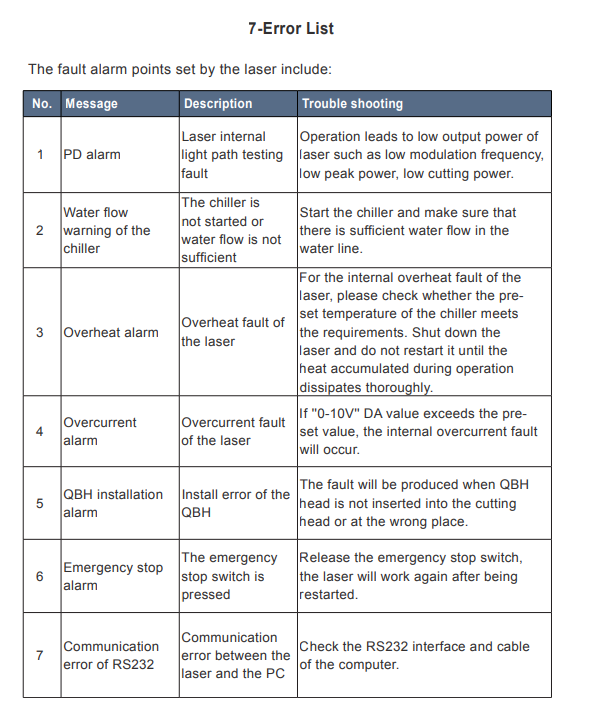
Một số cảnh báo lỗi nguồn laser MAX và phương án xử lý
1/ PD alarm
– Nguyên nhân: Lỗi kiểm tra đường dẫn ánh sáng laser
– Phương án: Hoạt động dẫn đến công suất đầu ra của laser thấp như tần số điều chế thấp, công suất đỉnh thấp, công suất cắt thấp.
2/ Water flow warning of the chiller
– Nguyên nhân:Máy làm lạnh không được khởi động hoặc lưu lượng nước không đủ.
– Phương án: Khởi động máy làm lạnh và đảm bảo rằng có đủ lưu lượng nước trong đường nước.
3/ Overheat alarm
– Nguyên nhân: Lỗi quá nhiệt của tia laser
– Phương án: Đối với lỗi quá nhiệt bên trong của laser, vui lòng kiểm tra xem nhiệt độ cài đặt trước của máy làm lạnh có đáp ứng yêu cầu hay không. Tắt laser và không khởi động lại cho đến khi nhiệt tích tụ trong quá trình hoạt động tiêu tan triệt để.
4/ Overcurrent alarm
– Nguyên nhân: Lỗi quá dòng
– Phương án:Nếu giá trị DA của laser ” 0-10V ” vượt quá giá trị đặt trước, lỗi quá dòng bên trong sẽ xảy ra.
5/ QBH installation alarm
– Nguyên nhân:Cài đặt lỗi của QBH
– Phương án: Lỗi sẽ được tạo ra khi đầu QBH không được lắp vào đầu cắt hoặc không đúng vị trí.
6/ Emergency stop alarm
– Nguyên nhân: Công tắc trên đỉnh khẩn cấp được nhấn.
– Phương án: Thả công tắc dừng khẩn cấp, tia laser sẽ hoạt động trở lại sau khi được khởi động lại.
7/ Communication
– Nguyên nhân:lỗi giao tiếp RS232
– Phương án: lỗi giữa laser và PC Kiểm tra giao diện RS232 và cáp của máy tính.
*Tất cả thông báo cảnh báo sẽ được hiển thị trên Phần mềm Màn hình. Nếu không xử lý được thì hãy liên hệ VNTECH để được hỗ trợ nhanh nhất.
**Tài liệu nguồn laser MAX: MAX laser source manual
Cách nối đất cho thiết bị laser
Dây nối đất hay còn gọi là dây chống sét là loại dây dùng để đưa dòng điện vào đất. Khi thiết bị điện bị rò rỉ, dòng điện đi vào lòng đất qua dây nối đất giúp vỏ thiết bị không còn điện tích, đảm bảo an toàn cho người vận hành và thiết bị.
Yêu cầu bố trí nhà máy
1. Sử dụng thép tròn mạ kẽm đường kính 12 hoặc sắt góc mạ kẽm 5 * 50 để luồn vào lòng đất.
– Độ sâu tốt nhất là 1,5m trở lên và điện trở nối đất trong khoảng 4 ôm.
– Nếu không đạt yêu cầu thì nên đóng thêm vài cọc tiếp địa, nối bằng tôn dẹt mạ kẽm ở giữa.
2. Dùng dây đồng nối với dây nối đất của thiết bị.
– Các dây nối đất của máy công cụ, tủ điều khiển tín hiệu, ổn áp, laze có thể đặt trên thanh đấu dây, sát cọc tiếp địa.
Phương pháp nối dây chính xác
1. Chuẩn bị dụng cụ: đồng hồ vạn năng, cờ lê, chìa khóa ổ cắm lục giác.

2. Nối dây PE của laser với dây nối đất của ổn áp:
– Dùng đồng hồ vạn năng đo giá trị điện trở giữa vỏ laze và dây nối đất của ổn áp.
+ Nối dây PE của máy công cụ và tủ điều khiển máy công cụ với dây nối đất của máy ổn áp.
+ Dùng đồng hồ vạn năng đo điện trở giữa máy công cụ, vỏ tủ điều khiển máy công cụ và dây nối đất của máy ổn áp.
+ Nếu nó nhỏ hơn 1 ohm, kết nối đủ điều kiện.





3. Kiểm tra mối nối dây nối đất giữa ổn áp và tủ phân phối điện chính đã được đấu nối hay chưa.
– Dùng đồng hồ vạn năng để kiểm tra trị số điện trở giữa dây nối đất ổn áp và dây nối đất tủ điện phân phối chính.
+ Nếu nó nằm trong khoảng 4 ohms là bình thường.

4. Lắp bảng bộ điều hợp bảo vệ
– Kết nối dây điều khiển bên ngoài laser và tủ điều khiển máy công cụ thông qua bảng bộ điều hợp bảo vệ.
– Lắp hai dây PE trên đầu nối của bảng bộ điều hợp.
– Sau khi lắp đặt, đo giá trị điện trở của đầu cuối PE của bo mạch bộ điều hợp bảo vệ và đầu cuối PE của tủ điều khiển máy ở trạng thái kết nối.
+ Nếu nhỏ hơn 1 ohm là đủ điều kiện lắp đặt.




5. Kiểm tra xem dây nối đất đã được lắp đặt đúng chưa
– Trở kháng của vỏ laser với dây nối đất phải nhỏ hơn 4 ôm đối với phép đo vạn năng.
+ Nếu nó vượt quá tiêu chuẩn, dây nối đất của laser không được kết nối.
– Trở kháng giữa tia laser và vỏ máy nhỏ hơn 1 ôm đối với phép đo vạn năng.
+ Nếu nó vượt quá tiêu chuẩn, dây nối đất của máy không được kết nối.
– Rút phích cắm của đường dây điều khiển bên ngoài laser, bật nguồn tủ điều khiển máy công cụ, khi đường dây điều khiển bên ngoài không được kết nối và tín hiệu điều khiển hệ thống điều khiển (máy công cụ) liên tục xuất ra, tín hiệu điều khiển điện áp đất (EN +, EN-, PWM +, PWM- nhỏ hơn 25v DA +, DA-nhỏ hơn 11v), không có đỉnh rõ ràng trong phép đo. (Nếu nó vượt quá tiêu chuẩn, dây nối đất của tủ điều khiển không được kết nối.)


6. Hoàn thành kiểm tra, khắc phục sự cố bất thường và kết nối dây đất.
Các trường hợp đi dây không đủ tiêu chuẩn
– Loại đầu tiên: kết nối bị lỡ.
1) Dây PE của đường cấp nguồn laser bị rò rỉ và không được kết nối với đầu nối đất của bộ ổn áp.
2) Dây PE của đường cấp nguồn của máy công cụ bị rò rỉ và không được kết nối với đầu nối đất của máy ổn áp.
3) Dây PE ở đầu vào của ổn áp bị rò rỉ và không được nối với đầu nối đất của cầu dao hoặc tủ phân phối điện.
4) Dây PE của dây điều khiển bên ngoài laser bị rò rỉ và không được kết nối với đầu nối đất của bảng bộ chuyển đổi cầu chì hoặc tủ điều khiển máy công cụ.
5) Dây PE của đường cấp nguồn của tủ điều khiển máy công cụ bị rò rỉ và không được lắp vào đầu nối đất của tủ điều khiển.
Biện pháp bảo vệ nguồn laser fiber vào mùa hè
Mùa hè sắp đến với nhiệt độ tăng cao, khi nhiệt độ nước làm mát thấp hơn nhiệt độ điểm sương, hiện tượng ngưng tụ có thể xảy ra. Sự ngưng tụ có thể gây ra hư hỏng cho các thành phần điện và quang học của laser. Để tránh ngưng tụ, các điều kiện môi trường của laser phải nằm trong giới hạn nhất định.
1/ Những yêu cầu về môi trường:
– Nhiệt độ làm việc của laser: 10 ℃ -40 ℃;
– Độ ẩm của môi trường làm việc laser: 10% -80%;
2/ Làm thế nào để ngăn chặn sự ngưng tụ của tia laser:
– Nhiệt độ môi trường của không gian độc lập nơi đặt tia laser thấp hơn 35 ℃;
– Độ ẩm môi trường xung quanh của không gian độc lập nơi đặt tia laser nhỏ hơn 60%;
– Nên sử dụng thiết kế kín cho tủ thiết bị, lắp điều hòa công nghiệp để giữ nhiệt độ và độ ẩm bên trong tủ, có thể tránh được hiện tượng tụ tia laze;
– Laser công suất cao có thể xây dựng một phòng điều hòa không khí riêng biệt trong các điều kiện cho phép laser có hiệu quả tránh ngưng tụ trong môi trường này;
– Khi nhiệt độ và độ ẩm môi trường quá cao, sẽ xảy ra quá trình hút ẩm khoảng 30 phút khi bật laser. Điều này là bình thường và tia laser có thể được khởi động lại sau khi cảnh báo ngưng tụ được dỡ bỏ;
– Yêu cầu nhiệt độ nước làm mát của giao diện QBH laser tương đối lỏng lẻo. Máy làm lạnh điều khiển kép nhiệt độ kép có thể được điều chỉnh thích hợp để đặt nhiệt độ nước cao hơn điểm sương, nhưng nhiệt độ của nhiệt độ nước đã cài đặt không được cao hơn 30 ℃
– Khi thiết bị bị vô hiệu hóa, vui lòng tắt laser và bộ làm mát nước cùng một lúc.
3/ Tôi nên làm gì nếu tia laser bị ngưng tụ?
1. Nếu phát hiện thấy tia laser có hiện tượng ngưng tụ hơi nước, cần ngừng chiếu tia laser ngay lập tức;
2. Lau sạch nước đọng trên vỏ laser, sau đó bắt đầu hoạt động laser sau khi loại bỏ hơi nước ngưng tụ;
3. Làm lạnh và hút ẩm môi trường đạt diện tích yêu cầu;
4/ Bảo vệ tia laser trong những ngày mưa vào mùa hè:
Để tránh hư hỏng của laser trong những ngày mưa, vui lòng ngắt nguồn điện chính của laser và tiến hành xử lý nâng cao tủ điều khiển điện, laser và máy làm lạnh để tránh chi phí bảo trì lớn do nước gây ra.
– Tại các phân xưởng trũng thấp của nhà máy, cần có nhân viên túc trực để thực hiện công tác chống ngập úng, giảm thiểu thiệt hại về tài sản.
– Nếu thiết bị đang lội nước, không bật nguồn thử nghiệm một cách mù quáng.
Vệ sinh nguồn laser fiber trên 10kw
Khi một số người dùng lắp đặt và thay thế đầu ra laser sợi quang cấp 10.000 watt, đầu ra laser và đầu cắt bị nhiễm bẩn từ bên ngoài do phương pháp vận hành không đúng. Nếu không được làm sạch kịp thời, bụi sẽ rơi vào thấu kính của đầu cắt và làm cho thấu kính bị cháy và cháy xuyên qua. Trong trường hợp nghiêm trọng, nó sẽ khiến tinh thể bên trong của đầu laser sợi quang cấp 10.000 watt bị cháy.
1. Chuẩn bị dụng cụ vệ sinh
| Preparation requirements for tools and accessories | |
| Tools and accessories | Specifications |
| Microscope | Continuous zoom, magnification ≥20X |
| CCD and supporting tooling | Continuous zoom, magnification ≥20X |
| Cotton swabs (including pointed and round tips) | SANYO HUBY-340 |
| Alcohol | Purity≥99.9%, moisture content≤200ppm |
| Dust-free cloth | No chipping, domestic brands optional |
| Finger cot | Powder-free rubber finger cot |
| Protective film | Green Focus Fiber |
| Environmental requirements | Temperature: 20-26℃ Humidity: 30%-60%RH Air cleanliness level: 1000 or 100 It is strictly required to operate in a cleanroom or flow box clean bench. |

2. Lấy đầu ra cấp LOE 10.000 watt tích hợp
Thông thường, các sản phẩm LOE có ba trạng thái:
1. LOE được đóng gói riêng lẻ: Mở hộp đóng gói (xem Hình 1), lấy toàn bộ LOE ra khỏi hộp và đặt vào khu vực kiểm tra.
2. LOE được lắp vào thiết bị: Tháo phần kim loại phía trước của LOE ra khỏi thiết bị (xem Hình 2) và đặt nó vào khu vực kiểm tra.
3. LOE được lắp trên đầu cắt: Tháo phần kim loại phía trước của LOE ra khỏi đầu cắt (xem Hình 3), đặt nó vào khu vực kiểm tra và trực tiếp thực hiện theo bước 3.

3. Kiểm tra màng bảo vệ của đầu ra cấp 10.000 watt
Xoay và tháo nắp đậy bụi (xem Hình 4) và kiểm tra trực quan bề mặt bên ngoài của màng bảo vệ màu xanh lá cây.
– Nếu tìm thấy bất kỳ bụi bẩn hoặc chất lạ nào, hãy lau bằng vải không bụi và cồn.
Nhẹ nhàng xé lớp màng bảo vệ (xem Hình 5) và kiểm tra bề mặt bên trong bằng mắt thường.
– Nếu phát hiện có bụi bẩn, lớp màng bảo vệ sẽ bị loại bỏ.
– Nếu không tìm thấy bụi bẩn, hãy dán một mặt của màng bảo vệ lên bàn sạch hoặc các khu vực khác để sử dụng (Xem Hình 6).
Lưu ý: Khi dán màng bảo vệ, hạn chế tối đa chỗ dính để sau này có thể tái sử dụng.

4. Kiểm tra độ sạch của các bộ phận kim loại LOE cấp 10.000 watt
Theo thứ tự, hãy kiểm tra trực quan bề mặt kim loại của mép cổng, thành trong của cổng và bề mặt bậc kim loại của mép pha lê dưới ánh sáng.
– Nếu phát hiện thấy mép cổng bị bẩn, hãy lau sạch bằng vải không bụi có tẩm cồn (xem Hình 7).
– Nếu thành trong của cổng và bề mặt bậc bị bẩn, tùy theo hình dạng và vị trí của vết bẩn, hãy dùng tăm bông đầu tròn hoặc tăm bông đầu nhọn nhúng cồn để lau (xem Hình 8 và Hình 9).
– Nếu phát hiện thấy các vật thể lạ quá nhỏ và khó làm sạch, chúng có thể được làm sạch dưới kính hiển vi hoặc CCD.
Ghi chú:
1. Phải đeo cũi ngón tay. Trong quá trình vệ sinh, nếu thấy cũi ngón tay, vải sạch bụi và tăm bông bị bẩn thì phải thay thế kịp thời.
2. Sử dụng tăm bông với độ mạnh vừa phải để tránh sợi bông hoặc mảnh vụn do ma sát.

5. Kiểm tra độ sạch của tinh thể LOE cấp 10.000 watt
1. Bật màn hình và công tắc CCD, điều chỉnh thang đo thành “0,7” (xem Hình 10)
– Điều chỉnh độ sáng của đèn LED, sau đó cố định LOE trong dụng cụ và khóa nó (xem Hình 11).
– Điều chỉnh độ dài tiêu cự CCD để đảm bảo rằng toàn bộ mặt cuối của tinh thể có thể nhìn thấy rõ ràng.
2. Kiểm tra độ sạch của mặt cuối của toàn bộ tinh thể trên màn hình.
– Nếu phát hiện có bụi hoặc vật lạ, hãy dùng tăm bông đầu tròn nhúng cồn để lau sạch.
+ Khi sử dụng tăm bông, hãy cẩn thận lau theo đường thẳng theo một hướng với lực nhẹ nhàng (xem Hình 12)
+ Xoay tăm bông 180 ° cho mỗi lần lau và sử dụng mặt còn lại để tiếp tục lau.
Sau khi lau 2 lần, tăm bông bị xước, không được lau theo vòng tròn hoặc lau đi lau lại để tránh các hạt bụi làm bẩn các khu vực khác hoặc tăm bông trực tiếp làm xước bề mặt.
3. Sau khi làm sạch, xác nhận lại dưới CCD xem bụi hoặc vật thể lạ đã được loại bỏ hoàn toàn, không còn vết cồn hoặc các vật thể lạ có thể di chuyển khác.
Lưu ý: Nếu không có thiết bị CCD tại chỗ, mặt cuối của tinh thể có thể được kiểm tra và làm sạch dưới kính hiển vi 20X.

6. Kết nối và lắp đặt đầu ra LOE cấp 10.000 watt và đầu cắt
1. Kiểm tra bằng mắt thường khu vực lắp ráp của đầu cắt và bề mặt của vòng đệm cao su, nếu phát hiện có chất lạ, hãy lau sạch bằng vải không bụi và cồn.
2. Theo yêu cầu lắp ráp, lắp LOE đủ tiêu chuẩn trở lại đầu cắt và siết chặt các vít để hoàn thành việc lắp ráp. (xem Hình 13, Hình 14, Hình 15)
3. Nếu không cần lắp đầu cắt, hãy sử dụng màng bảo vệ sạch để bịt cổng LOE, lắp và khóa nắp bụi, cuối cùng đặt LOE trở lại vị trí cũ.

VNTECH - Đơn vị cung cấp máy móc gia công cơ khí chính hãng, uy tín, đa dạng về chủng loại, đáp ứng mọi nhu cầu sản xuất. Để được tư vấn chi tiết và nhận báo giá tốt nhất, quý khách vui lòng liên hệ theo thông tin bên dưới.

________________
THÔNG TIN LIÊN HỆ
- Địa chỉ văn phòng:
- Địa chỉ Hà Nội: NO-05A23, Khu/Ngõ 1 Nguyễn Khắc Viện, Khu tái định cư Giang Biên, Hà Nội
- Chi Nhánh Đà Nẵng: Lô 11, Khu A4, Nguyễn Sinh Sắc, Hoà Minh, Liên Chiểu, Đà Nẵng
- Chi Nhánh HCM: 43 Đường N2, KP Thống Nhất, Dĩ An, Bình Dương
- SĐT: 0984.537.333
- Email: sale@vntechcnc.vn
- Facebook: https://www.facebook.com/vntechcnc
- Website: https://thietbivntech.vn