Gia công kim loại tấm là một trong những ngành xương sống của cơ khí chế tạo hiện đại. Từ vỏ tủ điện, thang máng cáp, hệ thống ống gió cho đến các kết cấu kiến trúc tinh xảo,… tất cả đều là sản phẩm của quá trình gia công các tấm phôi kim loại phẳng thành những biên dạng khối 3D phức tạp.

Để giúp các chủ doanh nghiệp và kỹ sư có một cái nhìn trọn vẹn nhất, VNTECH đã tổng hợp cẩm nang phân tích sâu từng công nghệ từ cắt, đột dập, chấn gấp đến hàn hoàn thiện.
Nội dung bài viết
- 1 Gia công cắt CNC kim loại tấm
- 1.1 Laser fiber là gì?
- 1.2 Sự khác biệt giữa cắt laser với cắt plasma
- 1.3 Giải pháp hạn chế bavia khi cắt kim loại tấm
- 1.4 Tại sao tốc độ gia tốc lại quan trọng hơn tốc độ cắt tối đa?
- 1.5 Nên chọn nguồn 3000W, 6000W hay 12000W cho xưởng gia công thuê?
- 1.6 Máy cắt ống laser gia công ống rỗng như thế nào?
- 1.7 Hiệu suất cắt ống của đầu cắt 3 mâm cặp với 2 mâm cặp
- 1.8 Máy cắt ống laser khi nào cần cấp phôi tự động?
- 2 Gia công chấn gấp kim loại tấm
- 2.1 Máy chấn thủy lực là gì?
- 2.2 Nguyên lý hoạt động của máy chấn tôn
- 2.3 Cách tính toán lực chấn dựa trên độ dày tôn
- 2.4 So sánh hệ thống bù cơ học và thủy lực
- 2.5 Các bộ điều khiển máy chấn phổ biến tại Việt Nam
- 2.6 Các lỗi thường gặp khi chấn gấp inox tấm
- 2.7 Máy gấp tự động là gì?
- 2.8 So sánh máy chấn và máy gấp tự động
- 2.9 Tại sao xưởng cơ khí tấm mỏng nên ưu tiên máy gấp tự động?
- 3 Gia công đột dập ép tấm kim loại
- 3.1 Máy đột CNC hoạt động như thế nào?
- 3.2 Các loại dao trên máy đột CNC
- 3.3 Xu hướng tự động hóa cho gia công tủ điện
- 3.4 Phân biệt máy dập thủy lực và máy dập cơ
- 3.5 So sánh máy dập khung chữ C và Khung chữ H
- 3.6 Nên chọn máy cắt đột đa năng hay chuyên dụng?
- 3.7 Khi nào bạn cần nâng cấp lên máy cắt sắt thủy lực chuyên dụng?
- 4 Gia công uốn lốc kim loại tấm
- 5 Gia công hàn Laser tấm kim loại
Gia công cắt CNC kim loại tấm
Bước đầu tiên của mọi chu trình gia công kim loại tấm chính là khâu cắt phôi. Công nghệ cắt sẽ quyết định trực tiếp đến độ chính xác và độ thẩm mỹ của thành phẩm hạ nguồn.
Laser fiber là gì?
Laser Fiber (Laser sợi quang) là dòng laser trạng thái rắn thế hệ mới, sử dụng môi trường khuếch đại ánh sáng hoạt tính là các sợi cáp quang có lõi được bẫy bằng các nguyên tố đất hiếm – chủ yếu là Ytterbium (Yb) hoặc Erbium (Er).

Khác hoàn toàn với công nghệ thấu kính quang học hay buồng khí của laser CO2, toàn bộ quá trình tạo dao động, dẫn đường và khuếch đại chùm tia của Laser Fiber đều diễn ra hoàn toàn khép kín bên trong sợi cáp quang dẫn.
Sự khác biệt giữa cắt laser với cắt plasma
Xét dưới góc độ chuyên môn khi gia công kim loại tấm, sự khác biệt giữa cắt Laser Fiber và Plasma CNC nằm ở: mật độ năng lượng, nguồn nhiệt và khí trợ cắt.
- Mật độ năng lượng
- Laser Fiber:
- Sử dụng năng lượng quang học bức xạ (bước sóng ngắn 1.06um).
- Mật độ năng lượng cực cao (>10^7 W/cm2), làm nóng chảy và bốc hơi kim loại ngay lập tức.
- Plasma:
- Sử dụng dòng khí ion hóa (hồ quang điện áp lực cao).
- Mật độ năng lượng thấp hơn laser nhiều lần và vùng phân bố nhiệt rộng hơn.
- Chất lượng đường cắt
- Laser Fiber:
- Mạch cắt siêu mảnh (0.1 – 0.3mm), vùng ảnh hưởng nhiệt (HAZ) cực nhỏ.
- Đường cắt nhẵn mịn, hoàn toàn không có bavia.
- Plasma:
- Mạch cắt rộng (1.0 – 2.5mm), vách cắt luôn có độ vát góc sinh lý.
- Vùng ảnh hưởng nhiệt (HAZ) lớn, dễ gây cong vênh tấm mỏng.
- Tốc độ và độ dày cắt
- Laser Fiber:
- Tốc độ cắt cực nhanh với tấm mỏng đến trung bình (<12mm).
- Tốc độ cắt giảm khi tăng độ dày vật liệu.
- Cần nguồn công suất siêu lớn để cắt tấm dày.
- Plasma:
- Đạt hiệu quả kinh tế cao ở phân khúc thép tấm dày (16 – 100mm).
- Tốc độ cắt thép dày của Plasma nhanh và chi phí tiêu hao rẻ hơn.
>>> Xem thêm: So sánh cắt plasma và laser chi tiết
Giải pháp hạn chế bavia khi cắt kim loại tấm
Xét về khả năng chống bavia, Laser Fiber đạt hiệu quả vượt trội đến 95% so với Plasma.
- Plasma:
- Dùng hồ quang điện và khí nén áp lực thấp để thổi kim loại nóng chảy.
- Dễ để lại các giọt sỉ bám cứng dọc mép cắt (đặc biệt là trên inox).
- Laser Fiber:
- Sử dụng các loại khí trợ cắt chuyên dụng (Khí O2 cho thép cacbon, khí N2 hoặc khí nén áp lực cao cho inox và nhôm).
- Kết hợp tiêu cự chùm tia cực nhỏ để thổi sạch sỉ lỏng ngay lập tức.
- Đường cắt phẳng mịn, không tốn nhân công mài lại.

Tại sao tốc độ gia tốc lại quan trọng hơn tốc độ cắt tối đa?
Khi mua máy cắt laser kim loại, nhiều chủ xưởng chỉ nhìn vào tốc độ cắt tối đa. Tuy nhiên, khi gia công kim loại tấm có nhiều chi tiết, góc cua, tốc độ gia tốc (G) mới là yếu tố quyết định năng suất.
- Máy cắt tấm mỏng thường phải thay đổi hướng liên tục, mỏ cắt phải giảm tốc về 0 rồi lại tăng tốc lên.
- Nếu máy có gia tốc kém (<1.0G), nó sẽ mất rất nhiều thời gian để đạt được tốc độ cắt tối đa.
- Máy có gia tốc cao (1.5 – 3.0G) sẽ bứt tốc cực nhanh, giúp rút ngắn 30% – 40% gian gia công.

Nên chọn nguồn 3000W, 6000W hay 12000W cho xưởng gia công thuê?
Đối với các xưởng làm dịch vụ gia công kim loại tấm, việc chọn công suất nguồn cắt cần dựa trên dải độ dày vật liệu chủ lực:
- Máy cắt laser 3000W:
- Phù hợp cắt tôn mỏng dưới 8mm (tủ điện, thang máng cáp, quảng cáo).
- Chi phí đầu tư ban đầu thấp, nhanh thu hồi vốn.
- Nguồn laser 6000W:
- Cắt thép cacbon 16 – 20mm, inox đến 12mm.
- Đảm bảo tốc độ cắt cực nhanh ở phân khúc tấm trung bình.
- Nguồn laser 12000W:
- Thích hợp cho các xưởng lớn, chuyên nhận cắt hàng hạng nặng, kết cấu thép, bản mã dày (>25mm).
- Hoặc cắt inox độ dày cao bằng khí N2 số lượng lớn để lấy tốc độ bù chi phí vận hành.

Máy cắt ống laser gia công ống rỗng như thế nào?
Gia công ống rỗng bằng phương pháp truyền thống cần rất nhiều công đoạn: cưa cắt chiều dài => lấy dấu => khoan lỗ => mài bavia.
Máy cắt ống laser giải quyết tất cả chỉ trên một lần gá phôi:
- Mâm cặp kẹp chặt ống xoay tròn liên tục dưới mỏ cắt laser.
- Hệ thống tự động khoét lỗ xuyên thấu, cắt vát góc 45 độ, cắt mỏ hạc, tạo rãnh chính xác theo bản vẽ 3D.
- Tốc độ gia công tính bằng giây.
- Bỏ qua hoàn toàn mọi bước thủ công.

Hiệu suất cắt ống của đầu cắt 3 mâm cặp với 2 mâm cặp
- Dòng 2 mâm cặp (2 Chucks):
- Gồm 1 mâm chủ động kéo phôi và 1 mâm đỡ.
- Khi cắt đến đoạn cuối ống, mâm kẹp không thể giữ được phần đuôi phôi gần mỏ cắt.
- Dẫn đến đoạn phôi thừa dài từ 150 – 300mm.
- Dòng 3 mâm cặp (3 Chucks):
- Tích hợp thêm một mâm cặp trung gian chuyển động linh hoạt.
- Giữ ống cứng vững tuyệt đối suốt hành trình.
- Triệt tiêu độ võng của ống dài và đặc biệt là khả năng cắt không phế liệu.
- Giúp xưởng tiết kiệm hàng chục triệu tiền vật tư thép ống cao cấp mỗi tháng.
Máy cắt ống laser khi nào cần cấp phôi tự động?
Hệ thống cấp phôi tự động cho phép bạn thả cả cả bó ống vào giàn đỡ, máy sẽ tự động cắt từng cây ống đến khi hết bó. Bạn nên đầu tư option này khi:
- Xưởng chạy các đơn hàng sản xuất đại trà số lượng lớn: linh kiện ô tô, bàn ghế học đường, giàn giáo xây dựng,…
- Muốn giải phóng hoàn toàn sức lao động của công nhân.
Gia công chấn gấp kim loại tấm
Sau khi cắt phẳng, tấm kim loại cần được uốn gập để tạo dáng hình học 3D. Đây là bước đòi hỏi độ chính xác cơ khí cao nhất.
Máy chấn thủy lực là gì?
Máy chấn thủy lực (Press Brake) là thiết bị định hình kim loại tấm sử dụng các xi-lanh thủy lực để đẩy hành trình của dao chấn (Chày) từ trên cao đi xuống, ép chặt tấm tôn phẳng vào cối bên dưới. Lực ép này làm biến dạng và bẻ cong tấm kim loại theo đúng góc độ và biên dạng hình học mong muốn (chữ V, U, Z).

Trong xưởng gia công kim loại tấm, máy chấn là thiết bị bắt buộc phải có ngay sau công đoạn cắt laser để biến các lá phôi phẳng thành các cấu kiện khối 3D như: vỏ tủ điện, máng cáp, hay chi tiết máy.
Nguyên lý hoạt động của máy chấn tôn
Quy trình vận hành máy chấn tôn qua các bước:
- Bước 1: Nhập thông số độ dày tôn, chiều dài, vật liệu và góc chấn vào bộ điều khiển CNC.
- Máy sẽ tự động tính toán lực chấn cần thiết (P) và vị trí của hệ thống cử sau.
- Bước 2: Thợ đưa tấm tôn vào máy để mép tôn chạm khít vào cữ sau.
- Bước 3: Hệ thống van thủy lực mở, kích áp dầu vào hai xi-lanh đầu hồi.
- Đẩy toàn bộ thanh ngang mang dao chấn di xuống áp sát bề mặt phôi tôn.
- Bước 4: Chày tiếp tục đi xuống với lực ép cực lớn, ấn mạnh tấm tôn lún sâu vào lòng khuôn cố định phía dưới.
- Tôn bị biến dạng dẻo tại điểm tiếp xúc.
- Tạo thành góc uốn theo biên dạng khuôn.
- Bước 5: Hệ thống bù cơ học hoặc thủy lực dưới bệ máy sẽ kích nhẹ phần tâm máy lên để triệt tiêu độ võng sinh lý của khung.
- Đảm bảo góc chấn ở giữa và hai đầu đồng đều 100%.
- Bước 6: Xi-lanh thủy lực rút dầu về, nâng chày lên.
- Bước 7: Hệ thống cử sau dịch chuyển về vị trí mới cho nhát chấn tiếp theo. Thợ xoay phôi hoặc lấy thành phẩm ra ngoài.
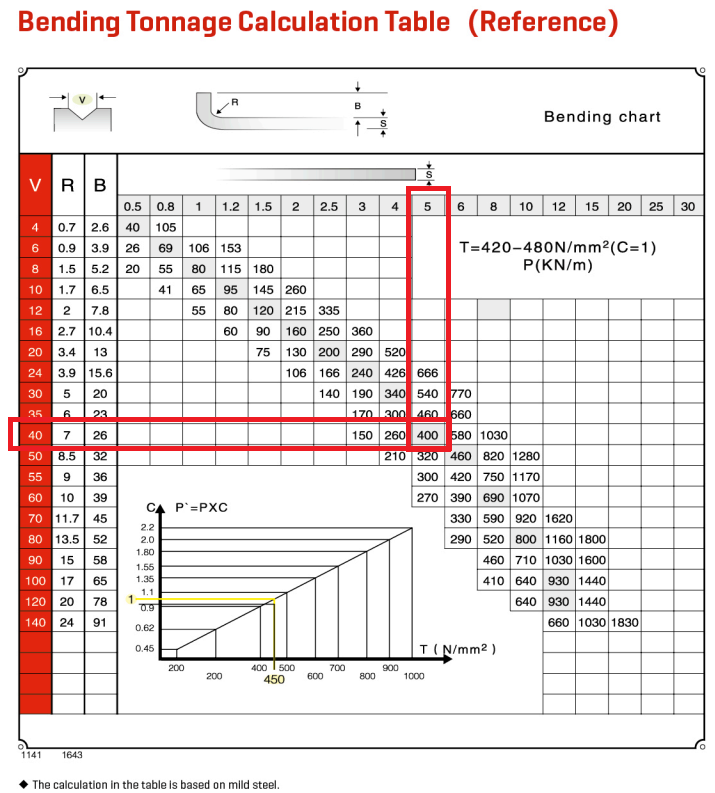
Cách tính toán lực chấn dựa trên độ dày tôn
Trong chuyên ngành gia công kim loại tấm, lực chấn phụ thuộc vào 3 thông số cơ bản: Độ dày tôn, Chiều dài chấn và Chiều rộng lòng cối.
Công thức tính lực chấn chuẩn như sau: P = (65 * S*S * L) / V
- P: Lực chấn cần thiết (Tấn).
- S: Độ dày của tấm tôn (mm).
- L: Chiều dài của đường chấn (m).
- V: Chiều rộng mở của lòng cối chữ V (mm).
>>> Xem thêm bài viết: Công thức tính lực chấn chuẩn để biết những quy tắc chọn thông số vàng và các ví dụ thực tế từ chuyên gia VNTECH.
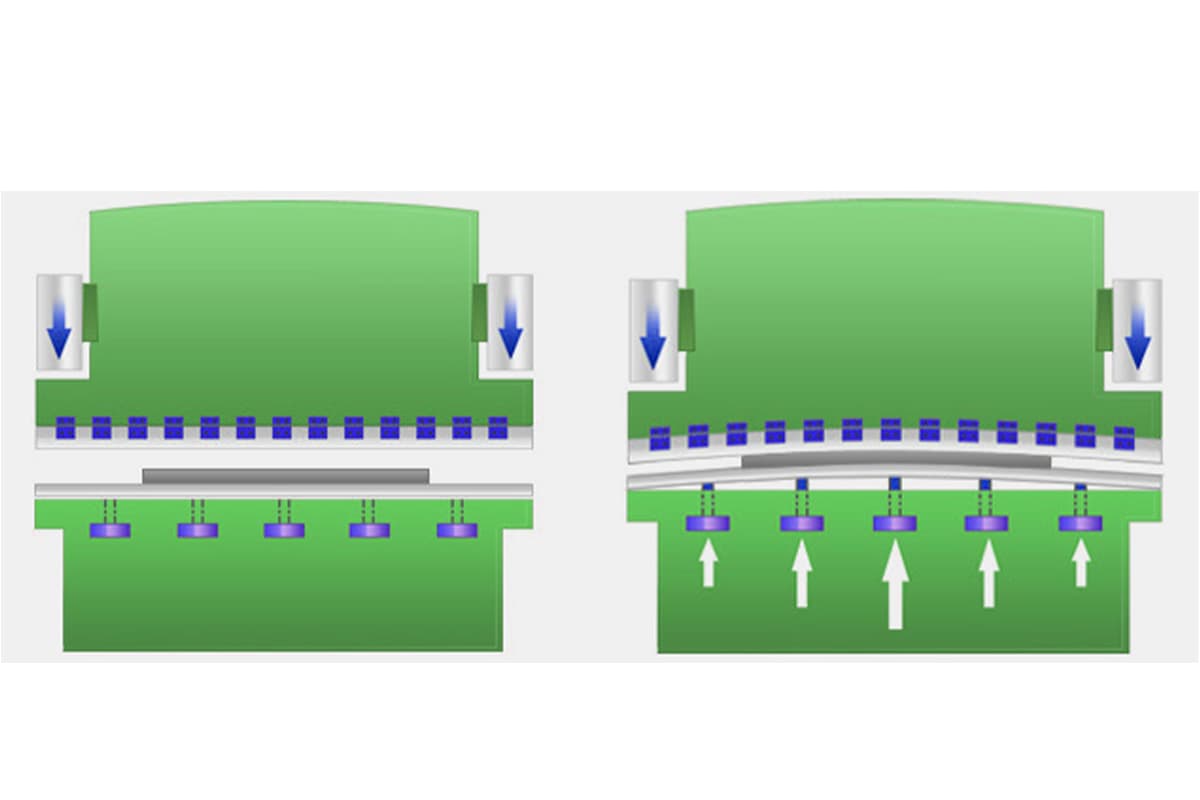
So sánh hệ thống bù cơ học và thủy lực
Hệ thống bù võng sinh ra để giải quyết bài toán khi gia công chấn các tấm tôn dài 3 – 4m hoặc hơn.
- Bù thủy lực:
- Sử dụng các xi-lanh phụ đặt dưới bệ máy để kích áp lực lên khi chấn.
- Nhược điểm là phản ứng bù có độ trễ và lực bù phân bổ theo các điểm cố định.
- Dễ bị suy giảm độ chính xác theo thời gian do lão hóa dầu thủy lực.
- Bù cơ học:
- Sử dụng hệ thống các nêm chéo bằng thép liên kết dọc bệ máy.
- Được điều khiển bằng motor servo CNC.
Kết luận: Bù cơ học đạt độ chính xác cao và ổn định hơn rất nhiều nhờ khả năng bù liên tục, phân bổ lực đều khắp chiều dài và không chịu ảnh hưởng bởi nhiệt độ hay áp suất dầu.
Các bộ điều khiển máy chấn phổ biến tại Việt Nam
Bộ điều khiển CNC được ví như bộ não của máy chấn:
- DELEM (Hà Lan): DA-53T, DA-58T, DA-66T, DA-69T.
- CYBELEC (Thụy Sĩ): CybTouch 8 PS, CybTouch 12 PS, CybTouch 15 PS, ModEva Series.
- ESA (Ý): SCS 900, S630, S640, S660W.
- ESTUN (Trung Quốc): E21, E22, E300.
- LAIMORE (Đài Loan): TP10S, MT15.
Các lỗi thường gặp khi chấn gấp inox tấm
Dưới đây là 4 lỗi phổ biến nhất khi chấn gấp inox tấm và giải pháp xử lý triệt để:
- Lỗi đàn hồi (Springback) làm sai lệch góc
- Hiện tượng:
- Inox có giới hạn chảy và độ cứng cao.
- Sau khi nhấc dao chấn, góc chấn bị bật ngược lại từ 2 – 5 độ.
- Giải pháp:
- Sử dụng máy chấn CNC có cảm biến đo góc thời gian thực.
- Tự động bù góc đàn hồi, hoặc thiết lập lập trình chấn quá góc từ trước trên phần mềm.
- Lỗi xước mép, rách film bảo vệ bề mặt
- Hiện tượng:
- Lực ma sát cực lớn giữa phôi inox và lòng cối làm trầy xước bề mặt, rách lớp nilon bọc bảo vệ, gây mất thẩm mỹ hàng ngoại quan.
- Giải pháp:
- Sử dụng dải dán vải chịu lực chuyên dụng lót trên mặt cối chấn.
- Hoặc nâng cấp sang dòng cối cánh bướm xoay để triệt tiêu ma sát trượt.
- Lỗi nứt, gãy mạch chấn dọc đường gập
- Hiện tượng:
- Xuất hiện vết rạn, nứt chân chim hoặc gãy hẳn mạch tôn tại vị trí đường gập.
- Giải pháp:
- Tăng bán kính R của dao chấn (Chày) và mở rộng chiều rộng lòng cối.
- Chấn vuông góc với thớ cán của phôi thép.
- Lỗi biến dạng lỗ nằm sát đường chấn
- Hiện tượng:
- Các lỗ kỹ thuật (lỗ oval, lỗ tròn) nằm quá gần đường gập bị kéo dãn.
- Các lỗ bị méo mó thành hình quả trứng sau khi chấn.
- Giải pháp:
- Đảm bảo khoảng cách từ tâm lỗ đến mép đường chấn tối thiểu phải lớn hơn hoặc bằng 2x độ dày tấm (2S).
- Chấn gập trước rồi mới đưa phôi lên máy cắt laser đột lỗ sau.
>>> Xem thêm: Sự cố thường gặp ở hệ thống thủy lực máy chấn
>>> Xem thêm: 17 lỗi thường gặp ở máy chấn & cách khắc phục
Máy gấp tự động là gì?
Máy gấp tự động (Panel Bender) là thiết bị định hình kim loại tấm mỏng cao cấp, vận hành trên nguyên lý kẹp giữ cố định phôi phẳng và sử dụng các lưỡi uốn (uốn lên/uốn xuống) luân phiên để tạo góc.
Đặc điểm:
- Phôi được đặt nằm phẳng hoàn toàn trên bàn đệm cố định.
- Một cụm lưỡi gấp chuyên dụng ở mép ngoài tự động di chuyển lên hoặc xuống để bẻ gập mép tôn.
- Hệ thống tay kẹp hoặc robot hút tự động dịch chuyển, xoay lật phôi theo 4 hướng.
- Giúp tăng năng suất gấp 3 – 4 lần so với máy chấn thông thường.

Máy gấp tự động là công nghệ tối ưu nhất hiện nay cho các xưởng chuyên sản xuất vỏ tủ điện, khay inox, tấm ốp trần, cửa chống cháy…
So sánh máy chấn và máy gấp tự động
Dưới đây là bảng so sánh máy chấn thủy lực với máy gấp tự động từ chuyên gia VNTECH:
| Tiêu chí so sánh | Máy chấn thủy lực | Máy gấp tự động |
| Cơ chế uốn | – Chày dập xuống, phôi di chuyển theo góc uốn. | – Phôi kẹp cố định, lưỡi dao lật lên/xuống bẻ mép. |
| Độ dày gia công | – Từ tôn mỏng đến thép tấm siêu dày (>30mm). | – Chuyên tôn tấm mỏng (<2.5mm). |
| Biên dạng gia công | – Từ chi tiết nhỏ đến phôi dày nặng. | – Tối ưu cho biên dạng hộp, tủ kín, khay bản lớn. |
| Tốc độ gia công | – Tùy thuộc vào tốc độ xoay tay của thợ. | – Gấp 3 – 4 lần máy chấn. |
| Nhân công | – Cần thợ tay nghề cao, nâng giữ phôi tấm lớn liên tục. | – 1 thợ bấm máy, robot tự hút và lật phôi. |
| Thay khuôn – dao | – Tốn thời gian. | – Khuôn tích hợp vạn năng, tự động căn chỉnh kích thước. |
| Chi phí đầu tư | – Dễ tiếp cận cho mọi quy mô xưởng. | – Phù hợp xưởng làm hàng loạt, sản lượng lớn. |
- Chọn máy chấn nếu: xưởng làm đa dạng mặt hàng, phôi dày kết cấu nặng.
- Chọn máy gấp tự động nếu: xưởng chuyên gia công tủ điện, cửa chống cháy, máng xối tấm mỏng với sản lượng hàng ngàn sản phẩm/tháng.
Tại sao xưởng cơ khí tấm mỏng nên ưu tiên máy gấp tự động?
Với phân khúc tôn tấm mỏng (0.5 – 1.5mm), các tấm phôi như tấm vách trần, tấm ốp mặt dựng, vỏ tủ:
- Nếu dùng máy chấn truyền thống, cần tới 2 thợ đứng nâng giữ tôn để tránh phôi bị sệ góc, gây nguy hiểm và dễ mỏi mệt.
- Máy gấp tự động sẽ tự hút, tự xoay và tự gấp mép mà không cần sức người.
- Cắt giảm 80% nhân công đứng máy.
- Loại bỏ hoàn toàn lỗi méo góc do thợ nâng lệch tay.
Gia công đột dập ép tấm kim loại
Máy đột CNC hoạt động như thế nào?
Máy đột dập CNC sử dụng năng lượng thủy lực hoặc động cơ servo để dập các chày đục lỗ đi xuyên qua tấm kim loại vào lòng cối để tạo lỗ hoặc tạo gờ nổi theo tọa độ lập trình sẵn.
Trong ngành sản xuất thang máng cáp, máy đột CNC là thiết bị không thể thay thế:
- Đột hàng loạt các lỗ vách máng cáp (lỗ hình oval để bắt bulong, lỗ thoáng khí).
- Tốc độ gia công lên đến hàng trăm nhịp/phút.
- Tốc độ này nhanh gấp nhiều lần so với việc dùng máy cắt laser để cắt lỗ.

Các loại dao trên máy đột CNC
Hệ thống khuôn dao thường được quản lý theo dạng tháp dao:
- Dao đột lỗ tròn: Dùng để đột lỗ bắt bulong, lỗ thoát nước hoặc lỗ kỹ thuật dạng tròn.
- Dao đột lỗ vuông, chữ nhật: Cắt góc vuông cạnh phôi, đột lỗ tản nhiệt tủ điện hoặc đột theo hàng.
- Dao đột hình oval, khe rãnh: Đột các rãnh trượt kỹ thuật, lỗ bắt vít tăng chỉnh khoảng cách trên thang máng cáp.
- Dao gặm biên dạng, Dao chia cắt: Gặm liên tục theo đường thẳng hoặc đường cong để tách rời chi tiết.
- Dao tạo gờ nổi, Tạo form: Tạo gờ chớp tản nhiệt (Louvers), lỗ loe ren (Extrusion), gờ định vị (Countersink).
- Dao xoay tự động: Tự động xoay góc 360 độ, cắt được mọi góc vát khác nhau.
>>> Xem thêm: Tổng hợp các loại dao đột lỗ thông dụng nhất
Xu hướng tự động hóa cho gia công tủ điện
Hiện nay, các nhà máy sản xuất tủ điện quy mô lớn đang áp dụng giải pháp tích hợp:
Phôi cuộn => Máy xả cuộn nắn phẳng => Máy đột dập CNC liên tục => Máy cắt chặt phôi => Robot gấp tự động.
Việc kết hợp tháp dao đột lớn giúp tạo ra một chiếc vỏ tủ điện thô hoàn chỉnh mà không cần bất kỳ sự can thiệp nào từ con người.
- Tích hợp cánh tay robot tự động nhấc tấm tôn vào máy đột.
- Phôi tôn cuộn được xả và nắn phẳng, chạy trực tiếp vào máy đột CNC trước khi cắt chặt định hình.
- Nâng cấp hệ thống tháp dao lớn kết hợp ổ xoay Auto-Index đa hướng.
>>> Xem thêm: Giải pháp cấp phôi tự động cho máy dập
Phân biệt máy dập thủy lực và máy dập cơ
Sự khác biệt giữa máy dập thủy lực và máy dập cơ nằm ở nguồn truyền động và cơ chế tạo lực dập.
| Tiêu chí | Máy dập thủy lực | Máy dập cơ |
| Nguồn truyền động | – Áp lực dầu (Hệ thống bơm, xi-lanh). | – Cơ năng (Bánh đà, trục khuỷu, ly hợp). |
| Đặc tính lực dập | – Lực không đổi suốt toàn bộ hành trình. | – Lực đạt cực đại tại đáy hành trình (Điểm chết dưới). |
| Kiểm soát hành trình | – Linh hoạt, tùy chỉnh dừng/ngắt ở mọi vị trí. | – Cố định theo biên dạng quay của trục khuỷu. |
| Tốc độ dập | – Chậm, đều (Phù hợp tạo hình sâu). | – Rất nhanh, chu kỳ lặp cao (Phù hợp đột dập nhanh). |
| Khả năng quá tải | – An toàn (Tự xả van dầu khi quá tải lực). | – Nguy hiểm (Dễ kẹt máy, gãy khuôn nếu quá tải). |
| Ứng dụng | – Chấn gấp, dập vuốt sâu (chậu rửa, vỏ bình ga). | – Đột lỗ, cắt hình, dập định hình nông hàng loạt. |
- Chọn máy dập thủy lực khi phôi yêu cầu biến dạng kéo duỗi sâu hoặc cần lực ép giữ đều.
- Chọn máy dập cơ khi cần tốc độ bắn phá, sản xuất hàng loạt linh kiện nhỏ trong thời gian ngắn nhất.
So sánh máy dập khung chữ C và Khung chữ H
Dưới đây là bảng so sánh giữa máy dập khung chữ C và khung chữ H từ góc nhìn kỹ thuật của VNTECH:
| Tiêu chí | Máy dập khung chữ C | Máy dập khung chữ H |
| Kết cấu khung | – Khung hở ba mặt (dạng móc câu). | – Khung kín bốn góc đối xứng vững chắc. |
| Độ cứng vững | – Dễ bị há miệng/biến dạng khi quá tải. | – Triệt tiêu lực vặn xoắn, không biến dạng. |
| Không gian thao tác | – Dễ đưa phôi từ 3 hướng. | – Chỉ cấp phôi từ mặt trước/sau. |
| Độ chính xác khuôn | – Nhanh mòn khuôn do lệch tâm khi dập. | – Lực phân bổ đều, kéo dài tuổi thọ khuôn. |
| Dải tải trọng | – Thường dưới 300 Tấn. | – Từ 300 đến hàng ngàn Tấn. |
| Chi phí & Diện tích | – Rẻ, thiết kế nhỏ gọn, tiết kiệm diện tích. | – Đắt, cồng kềnh, yêu cầu làm móng máy kiên cố. |
KẾT LUẬN: Máy nào tối ưu cho nhà xưởng?
- Chọn máy dập khung chữ C khi:
- Xưởng quy mô nhỏ/trung bình.
- Chuyên gia công linh kiện nhỏ, đổi khuôn liên tục.
- Cấp phôi thủ công bằng tay và cần thu hồi vốn nhanh.
- Chọn máy dập khung chữ H khi:
- Xưởng sản xuất công nghiệp quy mô lớn.
- Chuyên chạy khuôn dập liên hoàn với phôi cuộn tự động.
- Dập sản phẩm tấm lớn, dày hoặc yêu cầu độ chính xác khắt khe.
Nên chọn máy cắt đột đa năng hay chuyên dụng?
Máy cắt đột đa năng tích hợp nhiều trạm: đột lỗ, cắt thép tấm, cắt thép hình (V, I, U), chấn góc nhỏ trên cùng một nguồn lực thủy lực.
- Nên chọn tích hợp đa năng khi:
- Xưởng của bạn là xưởng cơ khí tổng hợp, xưởng kết cấu nhỏ.
- Cần xử lý nhiều loại phôi đa dạng nhưng sản lượng mỗi loại không quá lớn.
- Thiết bị này giúp tiết kiệm tối đa diện tích mặt bằng và chi phí mua máy.
- Nên chọn máy chuyên dụng khi:
- Xưởng chạy chuyên một mặt hàng: chỉ cắt tôn tấm số lượng lớn hoặc chỉ đột lỗ thanh V làm cột điện.
- Giúp tối ưu tốc độ và không mất thời gian gá đặt lại phôi giữa các trạm.
Khi nào bạn cần nâng cấp lên máy cắt sắt thủy lực chuyên dụng?
- Khi nhận được các đơn hàng dự án lớn: nhà thép tiền chế, kết cấu giàn không gian công nghiệp,…
- Khối lượng công việc cắt bản mã, chặt các thanh thép vách phẳng dày vượt quá năng lực xử lý của cưa vòng.
- Chi phí chạy máy cắt laser quá cao không còn tính kinh tế.
Gia công uốn lốc kim loại tấm
Bên cạnh tấm phẳng, mảng gia công lốc bồn bể là phần mở rộng không thể tách rời của ngành gia công kim loại tấm.
Máy lốc tôn là gì?
Máy lốc tôn (Plate Rolling Machine) là thiết bị cơ khí chuyên dụng để biến tấm kim loại phẳng thành các biên dạng hình học cong (hình trụ tròn, hình nón/côn, hoặc hình vòng cung) bằng lực ép lô cuốn mà không cần gia nhiệt.
Máy hoạt động dựa trên nguyên lý uốn cong liên tục 3 điểm.
- Phôi tấm được kẹp chặt và đẩy đi xuyên qua hệ thống các quả lô.
- Bằng cách thay đổi khoảng cách trục và cao độ của quả lô di động, tấm tôn sẽ bị ép cong dần theo bán kính uốn được lập trình sẵn.

Các loại máy lốc tôn trên thị trường hiện nay
Thị trường máy lốc tôn hiện nay được chia thành 4 dòng máy chủ lực sau:
- Máy lốc tôn 2 trục (2-Roll):
- Sử dụng một trục thép cứng phía trên và một trục bọc cao bồi mềm phía dưới.
- Chuyên dùng để lốc các tấm tôn cực mỏng thành ống tròn với độ chính xác tuyệt đối.
- Máy lốc tôn 3 trục đối xứng:
- Trục trên cố định, hai trục dưới dịch chuyển ngang hoặc nâng hạ một cách đối xứng.
- Dòng máy này giá rẻ, cấu tạo đơn giản.
- Không ép mồi được hai đầu mép phôi, thợ phải tự dập mồi trước khi lốc.
- Máy lốc tôn 3 trục không đối xứng:
- Trục trên di chuyển lên/xuống, hai trục dưới di chuyển độc lập theo phương ngang.
- Cấu hình này cho phép máy ép mồi hoàn hảo cả hai đầu mép.
- Chuyên trị kết cấu nặng như bồn áp lực, xilo công nghiệp.
- Máy lốc tôn 4 trục (4-Roll CNC):
- Gồm trục trên và trục dưới kẹp chặt phôi cố định.
- Hai trục bên dâng thủy lực nghiêng để ép mồi và lốc cuốn.
- Máy tích hợp hệ điều hành CNC tự động hóa 100%.
- Lốc được các biên dạng phức tạp (hình oval, đa cung R, hình nón) chỉ trong một lần duy nhất.
Độ dày tôn tối đa cho máy lốc tôn 3 trục thủy lực
Trong chuyên ngành lốc bồn bể, độ dày tối đa của máy lốc tôn 3 trục thủy lực được chia làm 2 thông số:
- Độ dày lốc tối đa:
- Dải độ dày lớn nhất máy có thể cuốn cong tấm tôn sau khi đã qua bước ép mồi.
- Thông số này thường dao động từ 6 – 100mm.
- Độ dày bẻ mép tối đa:
- Dải độ dày lớn nhất máy có thể ép mồi (uốn cong mép đầu tấm tôn).
- Lực ép mồi tại điểm đầu luôn đòi hỏi áp lực lớn nhất.
- Năng lực bẻ mép thực tế luôn nhỏ hơn năng lực lốc từ 2 – 5mm
- Ví dụ: Máy có thông số lốc tối đa 16mm thì chỉ bẻ mép an toàn được tấm tôn dày tối đa 12mm.
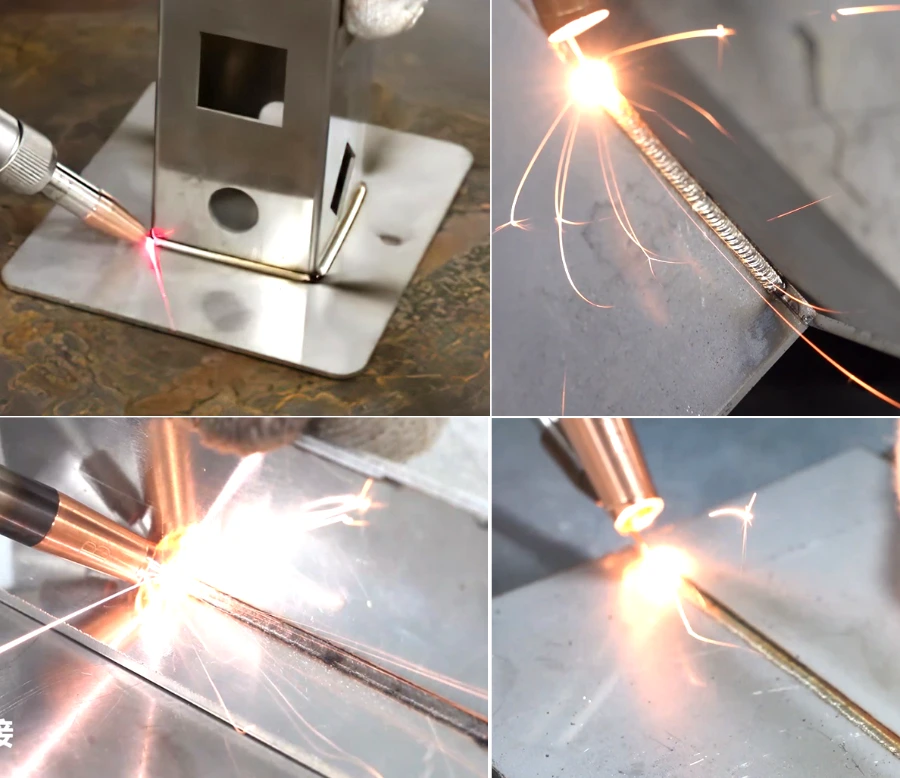
Gia công hàn Laser tấm kim loại
Bước cuối cùng để lắp ráp các tấm kim loại rời rạc thành một sản phẩm hoàn chỉnh là công nghệ hàn. Sự ra đời của phương pháp hàn laser đang thay đổi toàn bộ cục diện khâu hoàn thiện này.

Ưu nhược điểm của máy hàn laser với máy hàn TIG/MIG
- Ưu điểm vượt trội:
- Tốc độ nhanh gấp 4 – 8 lần so với hàn TIG thông thường.
- Không biến dạng nhiệt, mối hàn ngấu sâu nhanh chóng, không bị co rút hay thủng, lẹm phôi.
- Mạch hàn mịn, đều, hầu như không cần tốn công mài bóng hay tẩy mối hàn.
- Thợ mới học việc chỉ cần làm quen 1 – 2 ngày là có thể hàn đẹp.
- Không phụ thuộc vào những thợ hàn TIG bậc cao khan hiếm.
- Nhược điểm:
- Yêu cầu độ khít khe hở phôi cực cao (khe hở tốt nhất <0.2mm).
- Nếu phôi cắt lỗi bị hở ngoác rộng, hàn laser sẽ khó điền đầy mạch.
Lợi ích thực tế của máy hàn laser cầm tay
Dưới đây là các lợi ích thực tế của máy hàn laser cầm tay:
- Tốc độ hàn nhanh gấp 3 – 5 lần hàn TIG.
- Giúp giải quyết triệt để tình trạng ùn ứ hàng tại công đoạn lắp ráp.
- Chất lượng mạch hàn siêu đẹp, đường hàn phẳng mịn, đều tăm tắp.
- Triệt tiêu 80 – 100% công đoạn mài bóng thô sau khi hàn.
- Không gây biến dạng phôi:
- Không bị cong vênh, co rút hay cháy lẹm.
- Hàn đa dạng vật liệu:
- Dễ dàng gắn kết các dải kim loại khác màu hoặc vật liệu khó hàn như: Inox – Thép, Nhôm – Đồng, tôn mạ kẽm.
- Độ ngấu sâu, mối hàn khỏe:
- Năng lượng laser tập trung cao giúp mối hàn ngấu sâu.
- Kết cấu chịu lực bền bỉ và không bị bọt khí bên trong.
- Không kén thợ đứng máy:
- Người mới học việc chỉ cần đào tạo 2 – 3 tiếng là có thể kéo được mạch hàn đẹp.
Nên chọn loại làm mát bằng nước hay bằng khí?
Với khí hậu Việt Nam, bạn nên chọn máy hàn laser làm mát bằng NƯỚC (Chiller).
Lý do bởi:
- Nguồn laser sợi quang (Fiber) cực kỳ nhạy cảm với nhiệt độ.
- Máy làm mát bằng nước giữ nhiệt độ đầu ra luôn ổn định ở mức 22 – 25 độ C.
- Cho phép xưởng ép tiến độ chạy liên tục 2 – 3 ca/ngày.
- Máy làm mát bằng khí rất nhanh bị báo lỗi quá nhiệt.
- Khí hậu Việt Nam nhiều bụi mịn từ xưởng mài cơ khí.
- Máy làm mát bằng khí phải hút lượng gió lớn liên tục để tản nhiệt.
- Dễ gây bám bụi bẩn vào linh kiện điện tử bên trong.
- Dẫn đến nguy cơ chập mạch cao hơn máy dùng két nước kín.
*Chỉ nên chọn loại làm mát bằng khí nếu xưởng của bạn làm hàng công trình, cần xách tay di chuyển liên tục vì nó nhẹ.
**Còn nếu đặt cố định tại xưởng gia công tủ điện, inox, thang máy… thì hệ làm mát bằng nước là bắt buộc để đảm bảo tuổi thọ máy trên 5 năm.
Yếu tố ảnh hưởng đến độ bền mối hàn laser trên đồng, nhôm
Đồng và nhôm là hai vật liệu có độ phản xạ ánh sáng cực cao và tính dẫn nhiệt siêu nhanh. Độ bền của mối hàn bị quyết định trực tiếp bởi 5 yếu tố cốt lõi sau:
- Độ hấp thụ năng lượng:
- Nếu công suất máy không đủ lớn lúc mồi dòng, tia laser sẽ bị bật ngược lại.
- Gây thiếu ngấu hoặc không thể điền đầy mối hàn.
- Tốc độ hàn, tần số xung:
- Nếu kéo súng hàn quá chậm sẽ tích nhiệt gây chảy sệ, thủng phôi.
- Nếu kéo quá nhanh, mối hàn chưa kịp ngấu sâu sẽ bị nứt ngay sau khi nguội (nứt nóng).
- Loại khí bảo vệ:
- Sử dụng khí Argon hoặc Heli nguyên chất với lưu lượng chuẩn giúp bảo vệ tuyệt đối vùng nóng chảy, tăng độ dẻo dai cho mối hàn.
- Độ hở khe ghép:
- Độ hở giữa 2 tấm phôi phải cực khít (dưới 0.1mm).
- Nếu khe hở quá lớn, mối hàn sẽ bị hụt thịt, giảm khả năng chịu lực cơ học.
- Vật liệu bù (Dây hàn):
- Khi hàn các mác nhôm khó, bắt buộc phải chọn đúng loại dây bù chuyên dụng.
- Để bổ sung silicon hoặc magie, chống nứt pha và tăng cường cơ tính cho mối nối.
VNTECH với vị thế là đơn vị chuyển giao công nghệ toàn diện trong ngành gia công kim loại tấm luôn sẵn sàng đồng hành cùng khách hàng:
- Tư vấn giải pháp, bóc tách cấu hình máy (Laser, Chấn, Đột, Hàn) phù hợp với ngân sách đầu tư.
- Khảo sát layout mặt bằng nhà xưởng miễn phí.
- Thiết kế luồng di chuyển phôi tối ưu để cắt giảm tối đa thời gian chết.
- Đồng hành kỹ thuật trọn đời, bảo hành từ 12 – 24 tháng.
- Được đội ngũ kỹ sư túc trực xử lý sự cố trong vòng 24 giờ.
Hãy để lại thông tin bài toán sản xuất của bạn, đội ngũ kỹ sư của VNTECH sẽ phân tích kỹ thuật, đưa ra giải pháp phù hợp nhất với sản phẩm của bạn.
VNTECH - Đơn vị cung cấp máy móc gia công cơ khí chính hãng, uy tín, đa dạng về chủng loại, đáp ứng mọi nhu cầu sản xuất. Để được tư vấn chi tiết và nhận báo giá tốt nhất, quý khách vui lòng liên hệ theo thông tin bên dưới.

________________
THÔNG TIN LIÊN HỆ
- Địa chỉ văn phòng:
- Địa chỉ Hà Nội: NO-05A23, Khu/Ngõ 1 Nguyễn Khắc Viện, Khu tái định cư Giang Biên, Hà Nội
- Chi Nhánh Đà Nẵng: Lô 11, Khu A4, Nguyễn Sinh Sắc, Hoà Minh, Liên Chiểu, Đà Nẵng
- Chi Nhánh HCM: 43 Đường N2, KP Thống Nhất, Dĩ An, Bình Dương
- SĐT: 0984.537.333
- Email: sale@vntechcnc.vn
- Facebook: https://www.facebook.com/vntechcnc
- Website: https://thietbivntech.vn