Chấn kim loại tấm là một quy trình kỹ thuật nền tảng, đóng vai trò then chốt trong việc tạo hình các chi tiết từ phôi kim loại phẳng thành các cấu trúc 3D phức tạp. Từ vỏ tủ điện, khung xe ô tô, đến các bộ phận tinh vi trong ngành hàng không, tất cả đều phải trải qua quá trình chấn.
Chấn kim loại tấm không chỉ dừng lại ở việc biết cách vận hành máy chấn tôn, mà còn bao gồm việc nắm vững các nguyên lý vật lý như: độ nảy, công thức tính toán trải phôi và phân tích sự khác biệt giữa các thế hệ công nghệ máy móc như NC, CNC và Hybrid.
Nội dung bài viết
Máy chấn kim loại tấm là gì?
Máy chấn kim loại tấm là loại máy công cụ chuyên dụng, áp dụng lực nén lớn tại một vị trí cụ thể để gây ra sự biến dạng dẻo cho tấm kim loại, từ đó tạo thành góc chấn mong muốn.

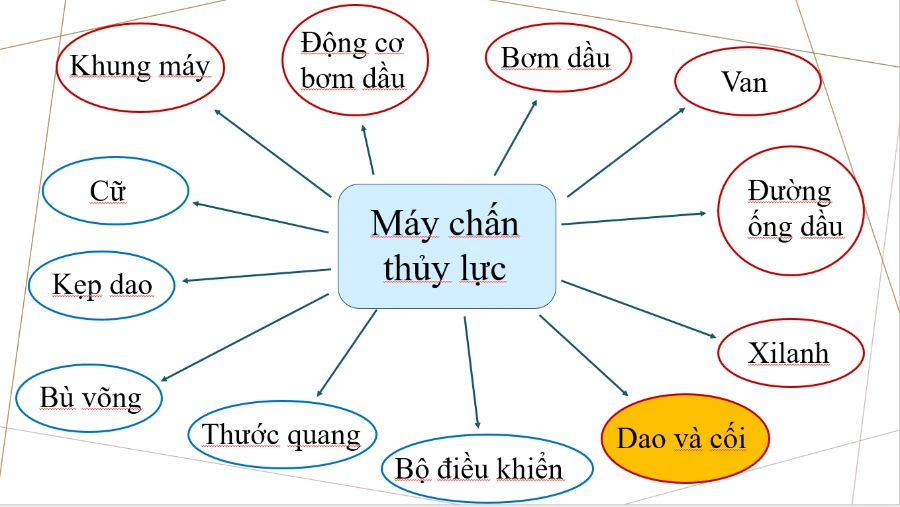
Thành phần chính của máy chấn
Một chiếc máy chấn tôn cơ bản đều được cấu tạo từ các thành phần chính sau:
– Khung Máy (Frame): Bộ phận chịu tải, đảm bảo độ cứng vững cho toàn bộ máy.
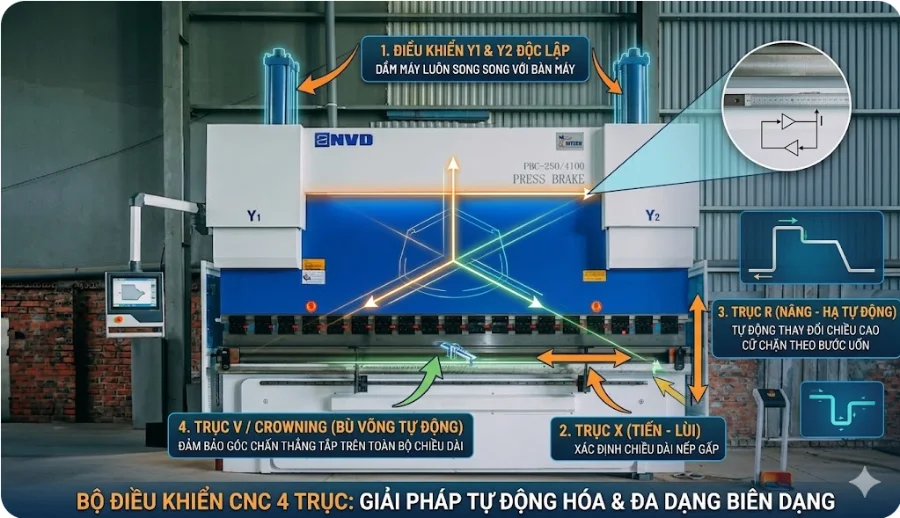
– Ram trên: Bộ phận chuyển động lên xuống, tạo ra lực ép. Tốc độ và vị trí của dầm trượt (Trục Y) quyết định góc chấn.
– Ram Dưới: Bộ phận cố định, là nơi đặt khuôn chấn dưới (Die).
– Bộ dao cối chấn:
+ Dao chấn: Gắn trên dầm trượt, có mũi nhọn hoặc bán kính cong để ép vật liệu.
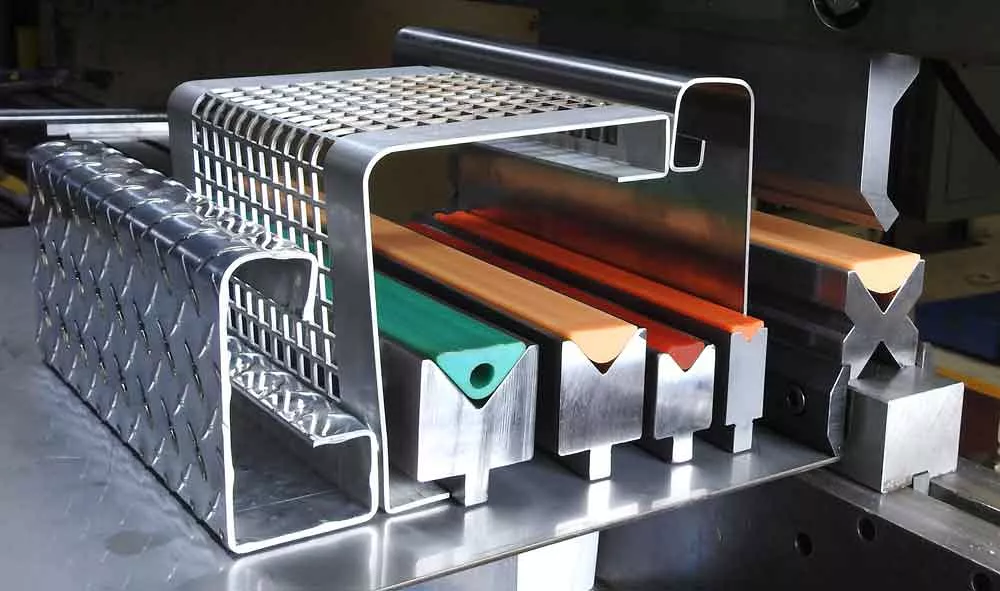
+ Cối chấn (Die): Đặt trên bàn máy, có khe hở hình chữ V để định hình góc chấn.
– Bộ cữ sau (Backgauge): Hệ thống định vị tấm kim loại theo chiều sâu chấn (Trục X) và chiều cao (Trục R), đảm bảo độ chính xác vị trí trước khi chấn.
Ứng dụng của máy chấn
Máy chấn là thiết bị không thể thiếu trong nhiều ngành công nghiệp:
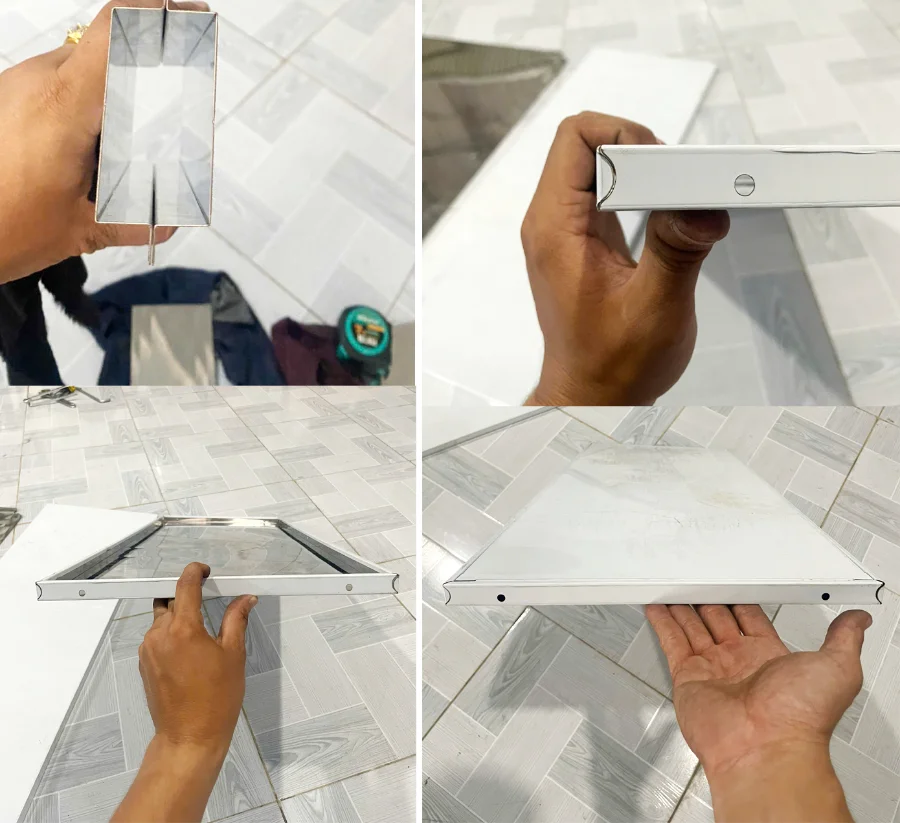
– Tạo hình 3D: Biến phôi kim loại phẳng thành các hình dạng có góc, mặt bích (flanges), và khung gầm.
– Đảm bảo độ chính xác: Tạo ra các chi tiết có độ vuông vắn cao, cần thiết cho việc lắp ráp (ví dụ: lắp ráp vỏ tủ điện, khung máy móc).
– Ứng dụng rộng rãi: Được sử dụng để chế tạo vỏ thiết bị điện, nội thất thép, linh kiện ô tô, phụ tùng máy bay, và các chi tiết kết cấu công nghiệp.
Phân loại máy chấn kim loại tấm
Máy chấn kim loại tấm được phân loại chủ yếu dựa trên hệ thống truyền động:
1/ Máy chấn thủy lực: Sử dụng xi lanh thủy lực để tạo lực.
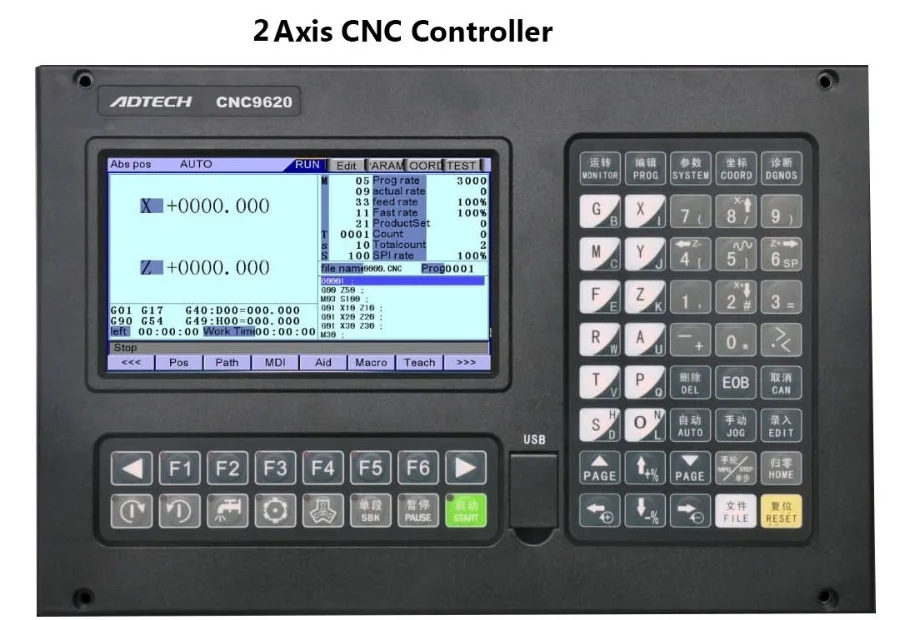
– Máy chấn NC (Numerical Control): Thủy lực truyền thống, đồng bộ cơ khí (Thanh xoắn).
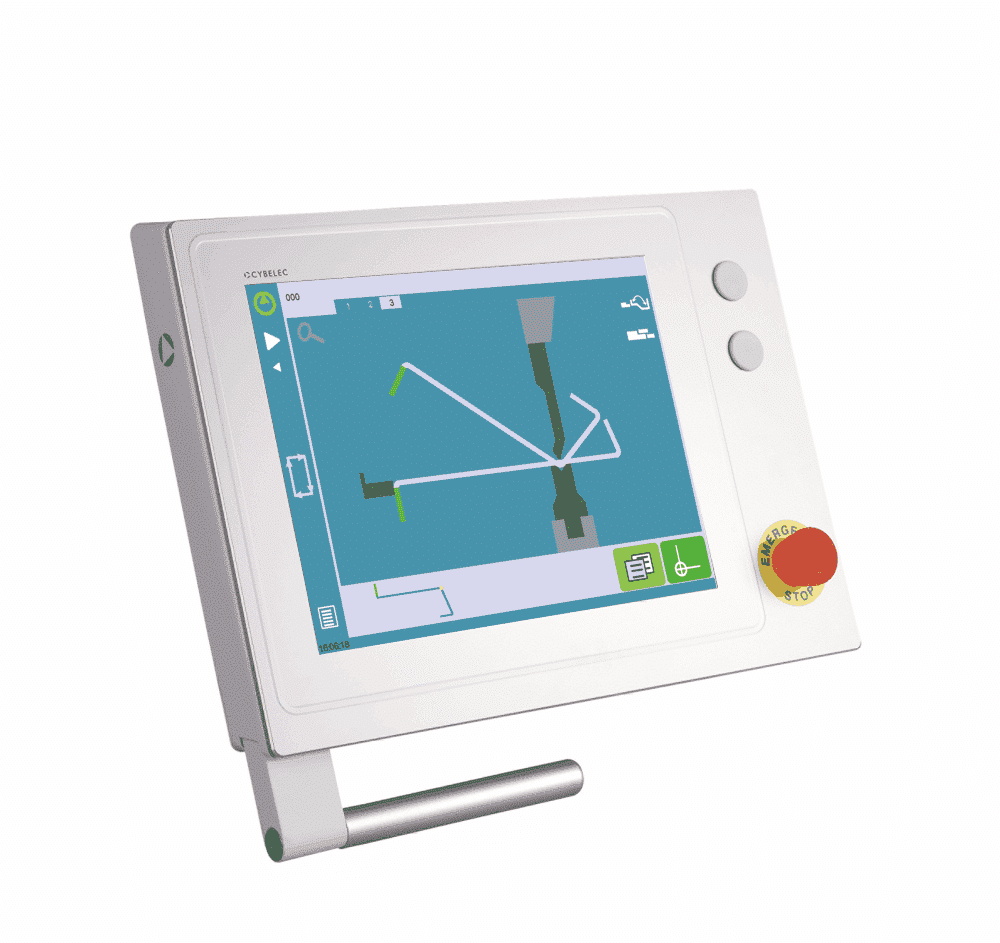
– Máy chấn CNC (Computer Numerical Control): Thủy lực hiện đại, đồng bộ điện-thủy lực (Van tỷ lệ Servo, Thước quang).
>>> Xem thêm: Máy chấn NC và CNC khác nhau như thế nào?

2/ Máy Chấn Hybrid: Kết hợp thủy lực và điều khiển Servo Điện tại bơm (tối ưu năng lượng).
3/ Máy Chấn Điện (Full Electric): Sử dụng động cơ Servo và trục vít bi, không dùng dầu thủy lực (tối ưu tốc độ và sạch sẽ).
Khái niệm kỹ thuật cốt lõi
Để hiểu được về quy trình chấn kim loại tấm, các bạn cần nắm rõ các khái niệm kỹ thuật sau:
1/ Lực Chấn (Tonnage): Là lực ép tối thiểu mà máy cần cung cấp để uốn cong tấm kim loại.
– Lực này được tính bằng đơn vị Tấn (Tons) hoặc Kilo Newton (KN).
– Lực này phụ thuộc vào độ dày, loại vật liệu và độ mở khuôn V.
>>> Xem thêm: Công thức tính lực chấn nhanh, chính xác

2/ Độ Nảy (Springback): Hiện tượng vật liệu có xu hướng đàn hồi trở lại sau khi lực chấn được giải phóng.
– Đây là thách thức lớn nhất trong khi chấn kim loại tấm, buộc máy chấn phải chấn quá góc để đạt được góc chấn cuối cùng mong muốn.
>>> Xem thêm: 10 sự cố thường gặp ở hệ thống thủy lực
3/ Mute Point: Là điểm trong hành trình di chuyển của dầm trượt, ngay trước khi khuôn chấn chạm vào vật liệu. Tại điểm này, tốc độ dầm trượt sẽ tự động giảm từ tốc độ tiếp cận nhanh xuống tốc độ làm việc chậm (an toàn).
Cách tính toán trải phôi kim loại tấm
Tính toán trải phôi kim loại tấm là quá trình xác định chiều dài chính xác của phôi phẳng 2D cần thiết trước khi chấn, bằng cách tính toán sự thay đổi chiều dài của vật liệu trong khu vực góc chấn.
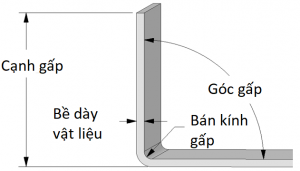
Để tính toán, chúng ta cần xác định sự biến dạng bên trong vật liệu:
T: Độ dày vật liệu (mm)
R: Bán kính uốn bên trong (mm)
θ: Góc uốn cong (Bend Angle) => Góc chấn (Độ)
A: Góc ngoài (Độ)
K: Hệ số K => Vị trí trục trung hòa.
Lưu ý: Góc uốn cong là góc thực tế mà vật liệu uốn cong, thường được tính là 180 – A (với A là góc bên ngoài của chi tiết).
– Nếu chấn 90 độ, thì θ = 90 độ.
1/ Công Thức Hệ Số K
Hệ số K xác định vị trí của Trục Trung Hòa bên trong vật liệu: K = t/T.
– t: Khoảng cách từ mặt trong đến trục trung hòa.
– Đối với chấn tự do, giá trị K = 0.44 là giá trị mặc định được sử dụng phổ biến nhất.
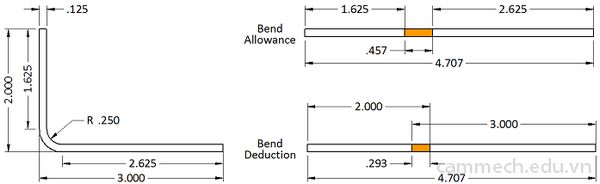
2/ Công Thức Lượng Bù Uốn (BA)
BA là độ dài của cung cong dọc theo trục trung hòa. Đây là độ dài cần thêm vào tổng chiều dài các mặt phẳng để ra chiều dài phôi phẳng.
BA = θ/360 * 2*pi (R + K * T)
3/ Công Thức Chiều Dài Phôi Phẳng
Sau khi tính toán BA, chiều dài phôi phẳng (L) được xác định:
L = (Tổng chiều dài các mặt phẳng) + BA
4/ Công thức tính độ mở khuôn V
V = 6 * T đến 8 * T
– Để chấn vật liệu dày, độ mở V nên lấy khoảng 8T.
– Để chấn vật liệu mỏng và chính xác, độ mở V có thể lấy khoảng 6T.
Các phương pháp chấn kim loại tấm
Có rất nhiều phương pháp chấn kim loại tấm được sử dụng trong công nghiệp.
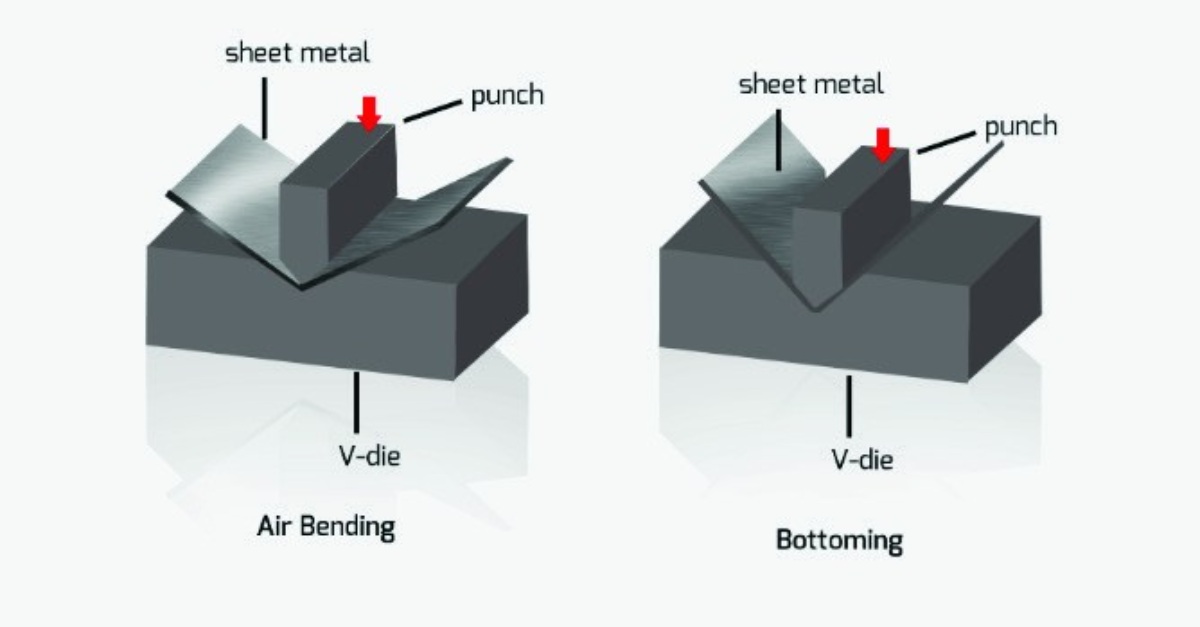
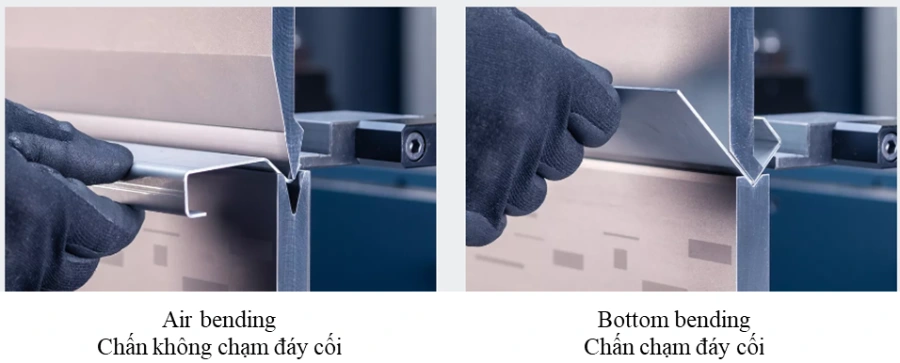
1. Chấn tự do (Air Bending): Đây là phương pháp chấn phổ biến nhất trong các máy CNC hiện đại.
– Nguyên lý hoạt động:
+ Tấm kim loại chỉ tiếp xúc với ba điểm: Mũi khuôn trên và hai cạnh trên của khuôn V dưới.
+ Góc chấn được xác định hoàn toàn bằng độ sâu mà mũi khuôn trên đi xuống (hành trình của dầm trượt).
– Đặc điểm:
+ Lực chấn: Cần lực chấn thấp nhất (thường chỉ bằng 20% – 35% lực chấn Dập).
+ Một khuôn V có thể chấn nhiều góc khác nhau (từ 30∘ đến 179∘) bằng cách thay đổi độ sâu dầm trượt.
+ Độ chính xác: Phụ thuộc nhiều vào độ nảy của vật liệu.
– Ứng dụng: Phù hợp với hầu hết các loại công việc chấn thông thường và đặc biệt hiệu quả trên các máy CNC/Hybrid do khả năng điều khiển độ sâu chính xác.
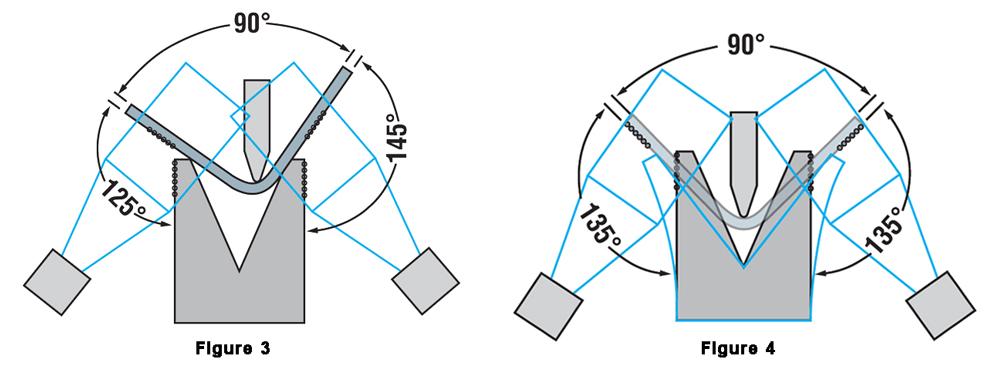

2/ Chấn đáy (Bottoming): Phương pháp này là sự cải tiến của chấn tự do nhằm tăng độ chính xác của góc.
– Nguyên lý hoạt động:
+ Mũi khuôn trên ép tấm kim loại xuống, làm cho vật liệu tiếp xúc hoàn toàn với toàn bộ bề mặt bên trong của khuôn V dưới.
+ Áp lực ép cao hơn nhưng không đủ để gây ra biến dạng vĩnh viễn.
– Đặc điểm:
+ Lực chấn: Lực chấn cao hơn Air Bending.
+ Độ chính xác: Góc chấn chính xác hơn Air Bending vì vật liệu bị ép sát vào khuôn, giảm thiểu ảnh hưởng của độ nảy.
+ Khuôn: Cần khuôn V có góc chính xác bằng góc chấn mong muốn.
– Ứng dụng: Thường được sử dụng khi cần độ chính xác góc cao hơn Air Bending, đặc biệt với các vật liệu có độ dẻo cao.
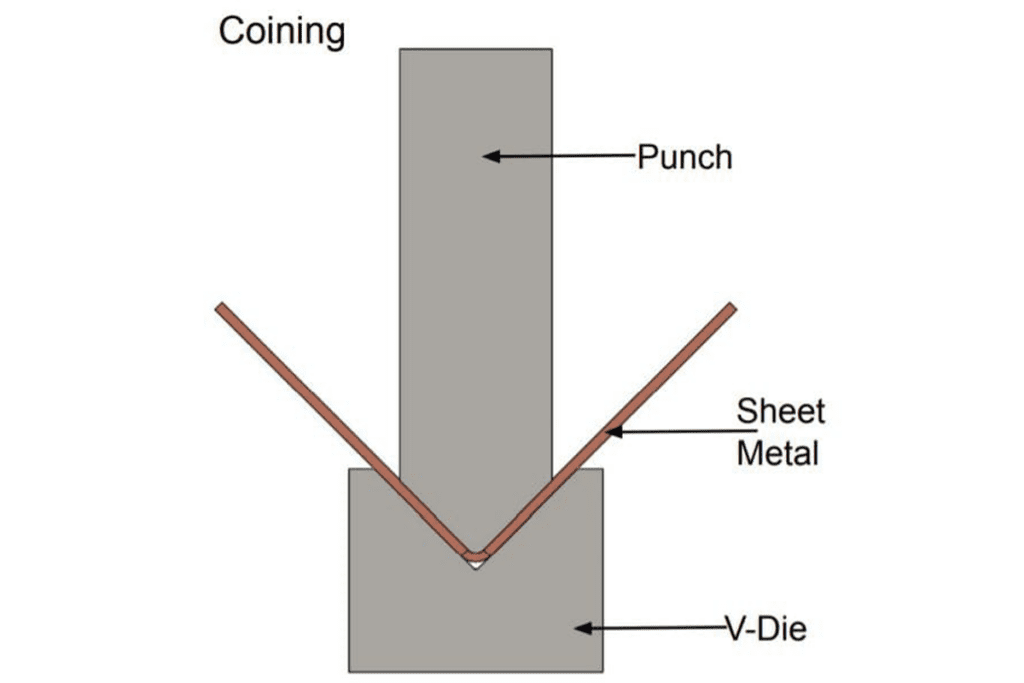
3/ Chấn dập (Coining): Đây là phương pháp đòi hỏi lực chấn lớn nhất, được sử dụng để tạo ra độ chính xác góc tối đa.
– Nguyên lý hoạt động:
+ Mũi khuôn trên ép tấm kim loại với lực cực kỳ lớn (thường gấp 5 đến 8 lần Air Bending).
+ Lực ép này đủ lớn để làm biến dạng vĩnh viễn vật liệu, tạo ra “dấu ấn” của khuôn vào tấm kim loại.
– Đặc điểm:
+ Lực chấn: Cần lực chấn lớn nhất, đòi hỏi máy chấn công suất cao.
+ Độ chính xác: Độ chính xác góc tuyệt đối do vật liệu bị biến dạng dẻo hoàn toàn. Độ nảy gần như bị loại bỏ hoàn toàn.
+ Khuôn: Cần khuôn có góc chính xác bằng góc chấn mong muốn.
– Ứng dụng: Phù hợp cho các chi tiết kim loại mỏng, yêu cầu dung sai góc cực kỳ khắt khe, hoặc các vật liệu có xu hướng nảy lớn.
4/ Chấn cuộn (Rolling): Đây là phương pháp thay thế chấn V truyền thống, đặc biệt hữu ích cho các vật liệu có bề mặt nhạy cảm hoặc yêu cầu bán kính lớn.
– Nguyên lý hoạt động:
+ Khuôn dưới được thay thế bằng một con lăn xoay.
+ Khuôn trên không ép vật liệu vào một góc sắc nhọn, mà đẩy vật liệu xuống, làm cho nó lăn trên bề mặt của con lăn xoay để tạo ra góc chấn.
– Đặc điểm:
+ Giảm ma sát: Ma sát giữa vật liệu và khuôn được giảm thiểu tối đa do con lăn xoay.
+ Bảo vệ bề mặt: Thích hợp cho các tấm kim loại đã được sơn tĩnh điện, phủ PVC hoặc đánh bóng, vì nó giảm thiểu nguy cơ trầy xước bề mặt.
+ Tạo bán kính lớn: Dễ dàng tạo ra các góc chấn với bán kính lớn hơn so với khuôn V truyền thống.
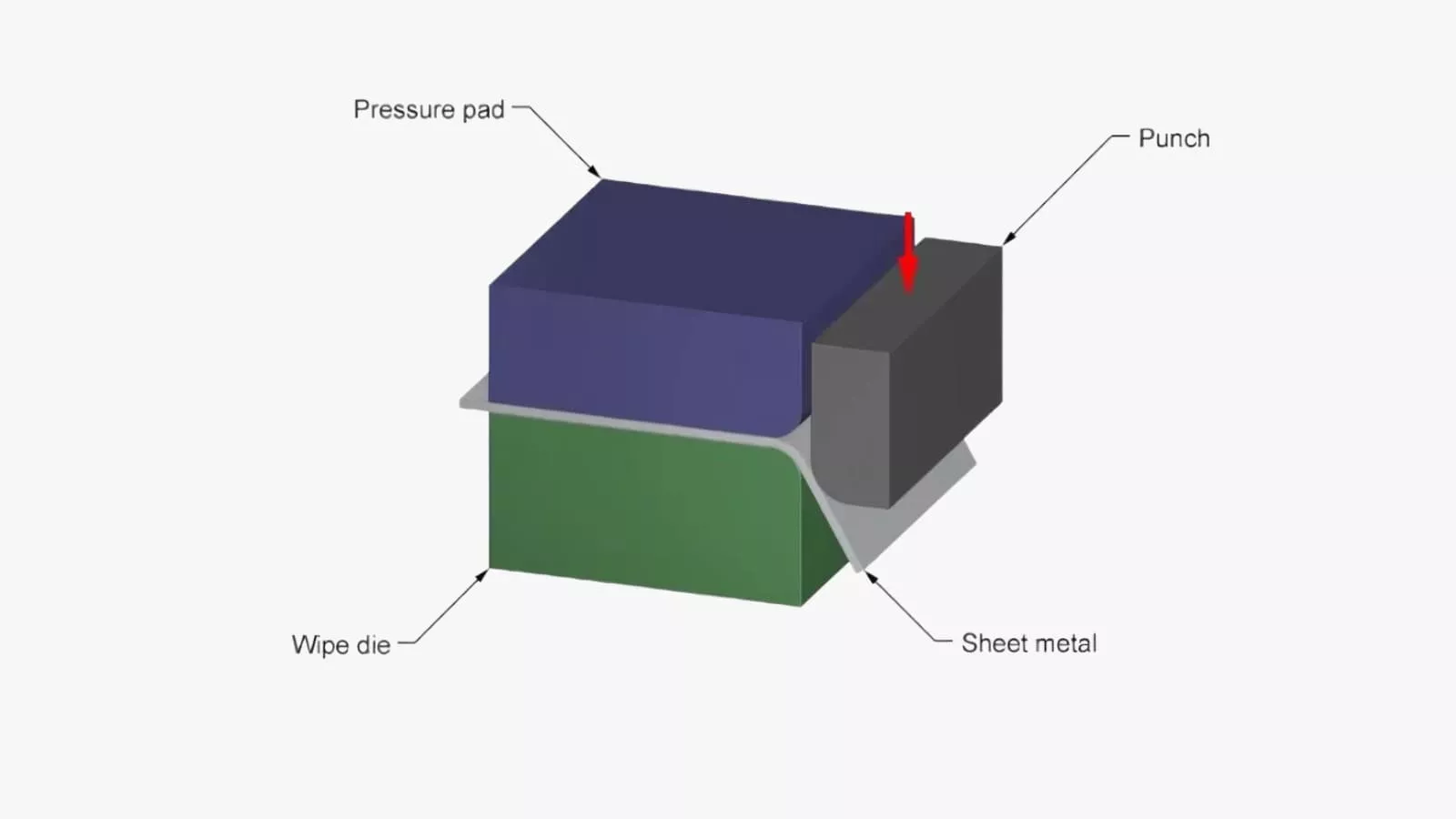
5/ Chấn dịch chuyển (Wiping Bending / Flanging): Phương pháp này được sử dụng để tạo ra các mặt bích ngắn, đặc biệt ở mép tấm kim loại, và thường sử dụng khuôn chữ L hoặc T.
– Nguyên lý hoạt động:
+ Tấm kim loại được kẹp chặt giữa khuôn dưới và một tấm kẹp.
+ Khuôn trên sau đó di chuyển xuống hoặc ngang qua, đẩy phần nhô ra của tấm kim loại xuống để tạo thành góc chấn 90 độ hoặc góc mong muốn.
– Đặc điểm:
+ Chính xác về góc 90 độ: Cung cấp độ chính xác cao cho các góc 90 độ và các mặt bích ngắn.
+ Khả năng điều chỉnh: Có thể tạo góc lớn hơn 90 độ (ví dụ 120 độ) bằng cách sử dụng các tấm đệm hoặc điều chỉnh hình dạng khuôn.
– Hạn chế: Chỉ áp dụng cho các chi tiết có mặt bích ngắn và cần khuôn phức tạp hơn.
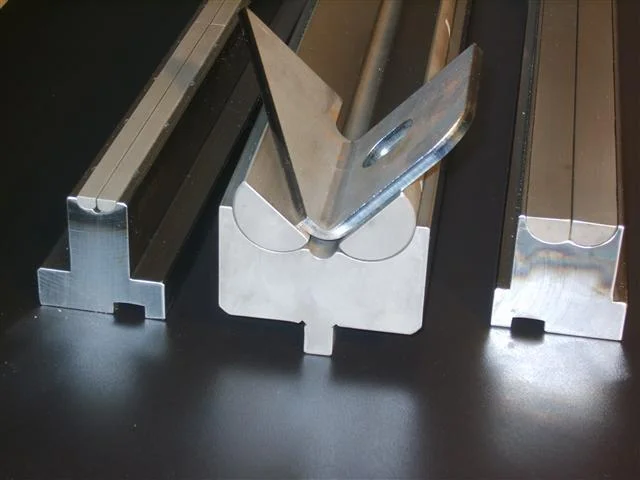
6/ Chấn đa cung: Phương pháp này được sử dụng để tạo ra hai góc chấn 90 độ ngược chiều nhau và gần nhau, thường để tạo ra khớp nối hoặc các chi tiết có độ dày không đồng đều.
– Nguyên lý hoạt động:
+ Sử dụng khuôn đặc biệt với hình dạng bậc thang.
+ Khuôn trên ép tấm kim loại xuống hai lần liên tiếp (hoặc dùng khuôn hai cấp) để tạo ra hai lần uốn cong ngược chiều nhau.
– Đặc điểm:
+ Tạo đối xứng: Thường dùng để tạo ra một chi tiết có độ lệch song song để nó có thể khớp vào bên trong một chi tiết khác cùng độ dày.
+ Chủ yếu là Chấn Đáy: Để đảm bảo sự biến dạng đồng đều trên cả hai góc, phương pháp này thường dựa trên nguyên lý chấn đáy.
7/ Chấn cải tiến tự động: Đây là một quy trình hai bước, thường được tự động hóa trong máy chấn CNC, dùng để tạo ra các mép gấp và mép khóa.
Bước 1: Chấn một góc tù bằng khuôn V truyền thống.
Bước 2: Chuyển sang khuôn dập phẳng và ép mạnh góc chấn đã tạo ra để gấp phẳng hoàn toàn mép kim loại.
– Ứng dụng: Thường dùng để tạo ra các mép không sắc nhọn cho các chi tiết như: cửa tủ, nắp xe, hoặc tạo độ cứng vững cho mép vật liệu mỏng.
Các lỗi thường gặp khi chấn kim loại tấm
1./ Góc Chấn Không Chính Xác: Góc chấn cuối cùng không đạt được góc mong muốn (ví dụ: chấn $90^\circ$ nhưng chi tiết ra $92^\circ$).
– Nguyên nhân chính: Độ nảy của vật liệu không được bù trừ chính xác. Máy không chấn quá góc đủ.
– Giải pháp:
+ Máy NC: Điều chỉnh thủ công điểm dừng của dầm trượt (Ram).
+ Máy CNC/Hybrid: Sử dụng tính năng Over-bend tự động của bộ điều khiển, nhập lại thông số vật liệu để CNC tính toán bù trừ.
2/ Góc Chấn Không Đồng Đều: Góc chấn ở trung tâm tấm kim loại khác biệt so với góc chấn ở hai đầu.
– Nguyên nhân chính: Độ võng của dầm trượt hoặc bàn máy dưới dưới tác dụng của lực chấn lớn.
– Giải pháp:
+ Máy NC: Sử dụng hệ thống bù võng thủ công.
+ Máy CNC/Hybrid: Kích hoạt và điều chỉnh hệ thống Bù võng Tự động CNC để tạo độ cong ngược cho bàn máy.
3/ Bán Kính Uốn Trong Quá Lớn hoặc Quá Nhỏ: Bán kính uốn trong không khớp với bán kính đã được tính toán trong bản vẽ trải phôi.
– Nguyên nhân chính: Lựa chọn Độ mở khuôn V hoặc Bán kính mũi khuôn trên không phù hợp với độ dày vật liệu.
– Giải pháp: Áp dụng nguyên tắc V = 6T đến 8T.
+ Đảm bảo bán kính mũi khuôn trên khớp với bán kính uốn trong mong muốn để giảm thiểu biến dạng.
4/ Kích Thước Mặt Bích Bị Sai: Chiều dài của mặt bích (phần vật liệu chấn) không đúng kích thước yêu cầu.
– Nguyên nhân chính:
+ Lỗi trong Tính toán Trải phôi.
+ Bộ chặn sau bị định vị sai (Trục X).
– Giải pháp:
+ Kiểm tra lại công thức tính toán BA/BD.
+ Hiệu chuẩn lại vị trí Trục X của bộ chặn sau.
5/ Lỗi Đồng Bộ Xi Lanh (Chỉ áp dụng cho máy NC): Hai xi lanh (Y1 và Y2) không di chuyển song song, khiến dầm trượt bị nghiêng.
– Nguyên nhân chính: Thanh xoắn bị hư hỏng, lỏng lẻo, hoặc áp suất dầu ở hai xi lanh không cân bằng.
– Giải pháp: Kiểm tra và hiệu chỉnh lại Thanh xoắn, kiểm tra lại hệ thống van thủy lực.
6/ Nứt Vỡ Tại Góc Chấn: Tấm kim loại xuất hiện vết nứt hoặc rách ở mặt ngoài của góc chấn.
– Nguyên nhân chính:
+ Bán kính uốn quá nhỏ: Tỷ lệ R/T quá thấp khiến vật liệu không chịu được lực kéo căng.
+ Chấn ngược hướng hạt: Chấn song song với hướng hạt kim loại làm giảm khả năng kéo giãn của vật liệu.
– Giải pháp: Tăng bán kính uốn. Thay đổi hướng đặt phôi để chấn vuông góc với hướng hạt.
7/ Vết Lăn/Vết Hằn Trên Bề Mặt: Xuất hiện vết xước hoặc vết hằn sâu trên bề mặt ngoài của tấm kim loại, do khuôn gây ra.
– Nguyên nhân chính:
+ Ma sát cao: Ma sát giữa tấm kim loại và cạnh khuôn V dưới.
+ Mạt kim loại: Các mảnh vụn kim loại bị kẹt trong khuôn V.
– Giải pháp:
+ Sử dụng khuôn dưới có các mép được làm tròn hoặc khuôn có con lăn.
+ Thường xuyên làm sạch khuôn và bàn máy.
8/ Độ Dày Vật Liệu Thay Đổi: Độ dày vật liệu ở góc chấn bị giảm đi hoặc bị nén.
– Nguyên nhân chính: Sử dụng lực chấn quá lớn hoặc lựa chọn khuôn không phù hợp.
– Giải pháp: Giảm lực chấn, chuyển sang phương pháp Air Bending.
9/ Lệch Tâm Vật Liệu: Góc chấn bị dịch chuyển khỏi vị trí trung tâm của khe hở khuôn V.
– Nguyên nhân chính: Lực kẹp không đồng đều, hoặc vật liệu không được đặt vuông góc với bộ chặn sau.
– Giải pháp: Kiểm tra lại độ vuông góc của bộ chặn sau và đảm bảo lực kẹp đồng đều.
10/ Tốc Độ Dầm Trượt Quá Chậm Hoặc Quá Nhanh: Tốc độ di chuyển của dầm trượt không đúng với thiết lập.
– Nguyên nhân chính:
+ Máy CNC/Hybrid: Lỗi Van tỷ lệ Servo hoặc lỗi bộ điều khiển Servo Drive.
+ Máy Thủy lực: Áp suất dầu thấp hoặc bị rò rỉ.
– Giải pháp: Kiểm tra áp suất hệ thống thủy lực, chẩn đoán lỗi Van Servo.
11/ Bơm Dầu Quá Nóng: Nhiệt độ dầu thủy lực vượt quá mức an toàn (50 – 60 độ C).
– Nguyên nhân chính:
+ Máy CNC Thủy lực Truyền thống: Bơm chạy liên tục và xả dầu dư, tạo ra nhiệt lớn.
+ Hệ thống làm mát bị tắc hoặc hỏng.
– Giải pháp: Kiểm tra hệ thống làm mát. Máy Hybrid giảm thiểu lỗi này nhờ động cơ Servo tắt ở chế độ chờ.
12/ Lỗi Bộ Chặn Sau: Bộ chặn sau không di chuyển đến vị trí đã lập trình (Trục X, R, Z).
– Nguyên nhân chính:
+ Lỗi động cơ Servo/Encoder (đối với máy CNC/Hybrid).
+ Vít me bi bị mòn hoặc kẹt cơ khí.
– Giải pháp: Hiệu chuẩn lại trục, kiểm tra trạng thái của Servo Drive.
>>> Xem thêm: 30 vấn đề chấn kim loại phổ biến
Ngày nay, sự ra đời của Máy Chấn CNC và đặc biệt là Máy Chấn Hybrid đã cung cấp khả năng kiểm soát vòng kín tuyệt đối, tự động bù võng và tiết kiệm năng lượng đáng kể. Việc chuyển đổi từ máy chấn NC cơ khí sang các hệ thống thông minh sẽ cải thiện độ chính xác khi chấn kim loại tấm.
Hãy liên hệ ngay tới VNTECH để được tư vấn chi tiết các dòng máy chấn phù hợp với sản phẩm của bạn.
VNTECH - Đơn vị cung cấp máy móc gia công cơ khí chính hãng, uy tín, đa dạng về chủng loại, đáp ứng mọi nhu cầu sản xuất. Để được tư vấn chi tiết và nhận báo giá tốt nhất, quý khách vui lòng liên hệ theo thông tin bên dưới.

________________
THÔNG TIN LIÊN HỆ
- Địa chỉ văn phòng:
- Địa chỉ Hà Nội: NO-05A23, Khu/Ngõ 1 Nguyễn Khắc Viện, Khu tái định cư Giang Biên, Hà Nội
- Chi Nhánh Đà Nẵng: Lô 11, Khu A4, Nguyễn Sinh Sắc, Hoà Minh, Liên Chiểu, Đà Nẵng
- Chi Nhánh HCM: 43 Đường N2, KP Thống Nhất, Dĩ An, Bình Dương
- SĐT: 0984.537.333
- Email: sale@vntechcnc.vn
- Facebook: https://www.facebook.com/vntechcnc
- Website: https://thietbivntech.vn