Máy chấn NC và Máy chấn CNC là 2 công nghệ chủ đạo trong lĩnh vực gia công kim loại tấm. Mặc dù cả 2 máy chấn tôn này đều thực hiện chức năng cơ bản là uốn cong kim loại nhưng chúng lại có sự khác biệt ảnh hưởng tới độ chính xác, tốc độ và chi phí đầu tư.

Máy chấn NC sử dụng hệ thống đồng bộ hóa cơ khí để điều khiển dầm trượt. Trong khi Máy chấn CNC dựa vào hệ thống phản hồi vòng kín điện tử thông qua các thước đo quang học và van tỷ lệ Servo tinh vi. Trong bài viết này, VNTECH sẽ làm rõ sự khác biệt giữa máy chấn NC và máy chấn CNC một cách chi tiết nhất.
Nội dung bài viết
Sự khác nhau về khung máy
Khung máy của cả 2 loại đều được chế tạo từ thép tấm dày và hàn lại để chịu tải. Tuy nhiên, sự khác biệt giữa máy chấn NC và máy chấn CNC nằm ở việc tích hợp hệ thống đồng bộ hóa, bù võng.
1/ Khung máy chấn NC sử dụng hệ thống đồng bộ hóa cơ khí bằng thanh xoắn chạy ngang qua đỉnh.
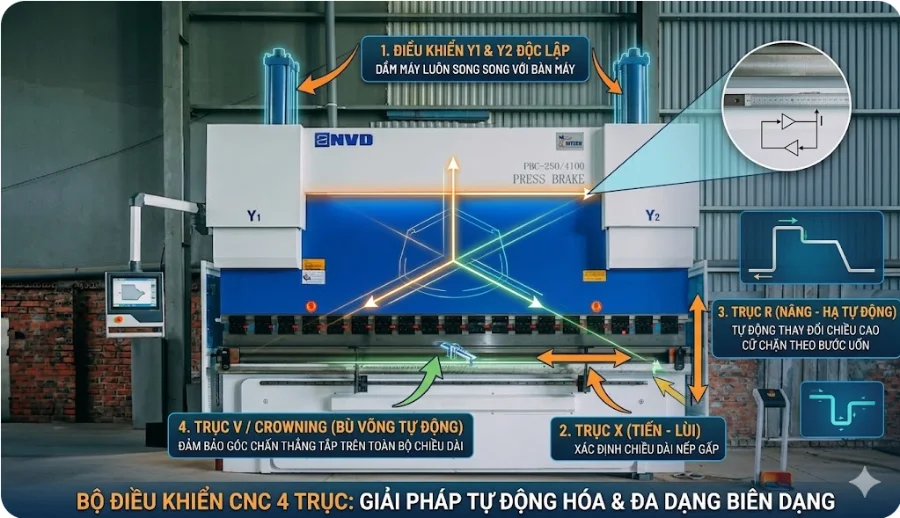
– Thanh xoắn này chịu trách nhiệm duy trì sự song song của dầm trượt (Ram) bằng cách kết nối cơ học 2 xi lanh thủy lực (Y1 và Y2).
– Độ chính xác của hành trình dầm trượt (trục Y) phụ thuộc vào tính đồng bộ cơ khí của thanh xoắn.
– Có thiết kế đơn giản, không được tích hợp hệ thống bù võng tự động mà chỉ có bù nêm (Bù cơ khí).

2/ Khung máy chấn CNC: Máy chấn CNC hiện đại sử dụng hệ thống đồng bộ hóa điện – thủy lực.
– Khung máy CNC cực kỳ cứng vững và ổn định (thường qua các quy trình xử lý ứng suất nhiệt/rung).
+ Không thể biến dạng, gắn các thiết bị đo lường độ chính xác cao.
– Gắn cố định các thước đo quang học tuyến tính.
– Tích hợp bù võng tự động để chống lại sự võng của dầm dưới trong quá trình chấn.
| Đặc điểm | Máy chấn NC | Máy chấn CNC |
| Cơ cấu | Cơ cấu đồng bộ cơ khí bằng thanh xoắn. | Cơ cấu đồng bộ bằng thiết bị đo lường điện tử ở mỗi xi lanh. |
| Thiết kế | Thanh xoắn cơ khí. | Thước quang. |
| Bù võng | Thường là bù võng cơ khí. | Bù võng tự động CNC. |
| Độ ổn định | Không ở mức tuyệt đối như máy chấn CNC. | Cực kỳ ổn định để đảm bảo độ chính xác của máy. |
>>> Xem thêm các dòng máy chấn CNC:
- Máy chấn tôn thủy lực 100 tấn
- Máy chấn tôn thủy lực 200 tấn
- Máy chấn tôn thủy lực 300 tấn
- Máy chấn tôn thủy lực 400 tấn
- Máy chấn tôn thủy lực 500 tấn
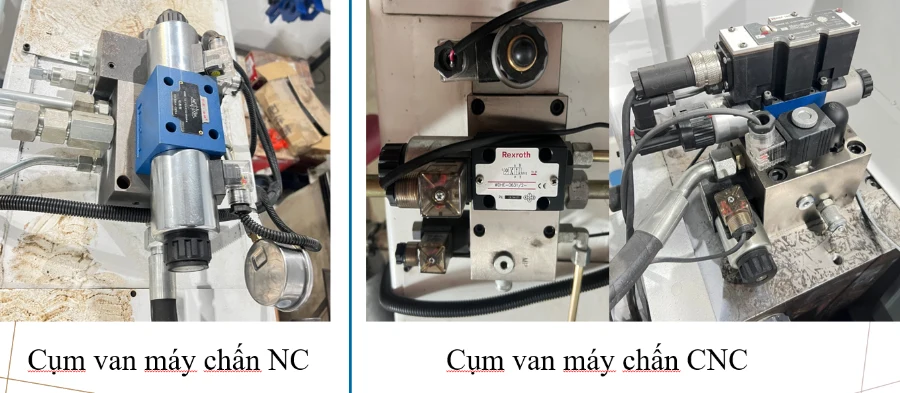
Khác nhau về hệ thống xi lanh
Sự khác nhau về hệ thống xi lanh giữa máy chấn NC và CNC nằm ở cơ chế đồng bộ hóa, cách điều khiển dòng dầu và sự tồn tại của hệ thống phản hồi vòng kín.
1/ Xi Lanh máy chấn NC hoạt động dựa trên sự đồng bộ hóa cơ khí.
– Hai xi lanh (Y1 và Y2) được kết nối cơ học bằng một thanh xoắn lớn chạy ngang qua đỉnh máy.
=> Vai trò của thanh xoắn: Buộc 2 xi lanh phải di chuyển cùng nhau, đảm bảo sự song song của dầm trượt (Ram).
– Xi lanh được điều khiển bởi các Van điều khiển cơ bản hoặc Van tỷ lệ đơn trục.
+ Dòng dầu được cung cấp chung cho cả 2 xi lanh.
+ Dựa vào sự cứng vững của thanh xoắn để phân bổ lực.
– Phản hồi vị trí: Máy không có thiết bị đo lường vị trí độc lập, chính xác cao cho từng xi lanh (Y1, Y2).

2/ Xi Lanh máy chấn CNC hoạt động độc lập và được điều khiển bằng điện tử.
– Hai xi lanh (Y1 và Y2) không có liên kết cơ học.
– Mỗi xi lanh được điều khiển bởi một Van tỷ lệ Servo hoặc Van Servo riêng biệt.
=> Vai trò: Van này điều chỉnh dòng chảy dầu vào và ra khỏi từng xi lanh (Y1 và Y2) một cách độc lập và tức thời.
– Mỗi xi lanh được tích hợp hệ thống phản hồi vòng kín thông qua một thước đo quang học tuyến tính gắn trên khung máy.

| Đặc điểm | Máy chấn NC | Máy chấn CNC |
| Cơ chế đồng bộ | Cơ khí (Thanh xoắn). | Điện tử/Thủy lực (Độc lập, điều chỉnh bằng Van Servo). |
| Thiết bị điều khiển | Van điều khiển cơ bản/đơn trục. | Van tỷ lệ Servo riêng biệt cho Y1 và Y2. |
| Thiết bị đo lường | Không có (hoặc đơn giản). | Thước đo quang học (Y1, Y2) độ chính xác cao. |
| Độ chính xác | Phụ thuộc vào cơ khí, dễ bị sai lệch khi tải không cân bằng. | Cực kỳ cao, luôn được điều chỉnh theo thời gian thực (0.001mm). |
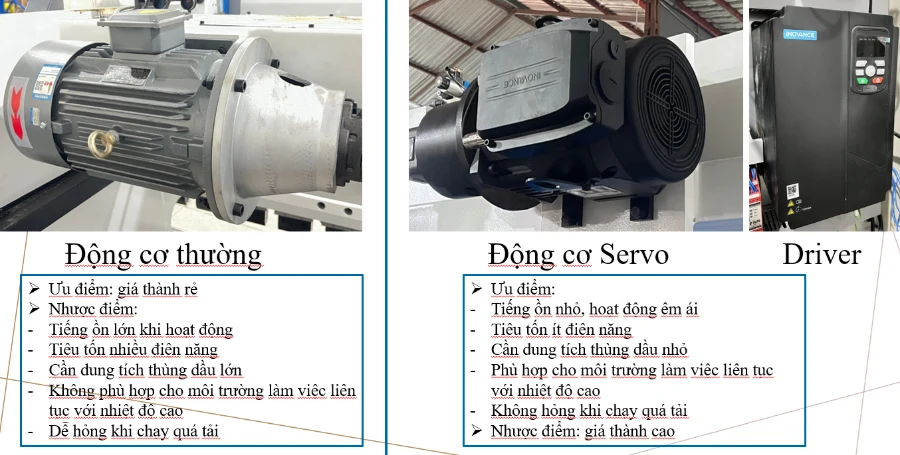
Sự khác nhau về động cơ bơm dầu
Sự khác biệt về động cơ bơm dầu trong hệ thống thủy lực của máy chấn NC và CNC là một yếu tố quan trọng, quyết định đến hiệu suất năng lượng, tiếng ồn và khả năng kiểm soát tốc độ của máy.
1/ Động cơ bơm dầu máy chấn NC sử dụng hệ thống bơm dầu tiêu chuẩn, hoạt động theo phương pháp truyền thống.
– Thường sử dụng động cơ AC tiêu chuẩn kết hợp với bơm bánh răng hoặc bơm Piston (loại lưu lượng cố định hoặc lưu lượng biến đổi đơn giản).
– Nguyên tắc vận hành (Vòng hở):
+ Động cơ thường chạy với tốc độ cố định (hoặc chỉ có 2-3 cấp tốc độ thông qua van điện từ).
+ Trong thời gian máy không chấn, động cơ vẫn hoạt động liên tục, bơm dầu qua van an toàn để quay lại bồn chứa.
+ Hiệu suất năng lượng: Thấp.
+ Lượng điện năng tiêu thụ cao do động cơ hoạt động hết công suất ngay cả khi máy không thực hiện công việc.
+ Độ ồn cao hơn vì phải chạy liên tục ở tốc độ cao.
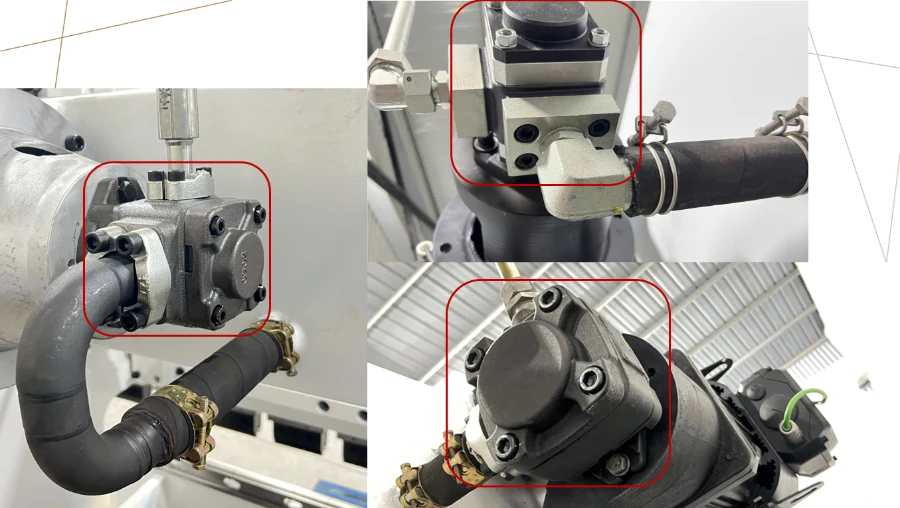
2/ Động cơ bơm dầu máy chấn CNC sử dụng hệ thống bơm điều khiển bằng Servo để tối ưu hóa hiệu suất và kiểm soát.
– Loại động cơ và bơm: Động cơ Servo kết hợp bơm thủy lực chất lượng cao.
– Nguyên tắc vận hành:
+ Động cơ Servo chỉ hoạt động ở tốc độ cần thiết để đáp ứng nhu cầu chấn theo thời gian thực.
+ Trong thời gian chờ động cơ sẽ tự động giảm tốc độ xuống mức tối thiểu hoặc tắt hoàn toàn.
+ Hệ thống thủy lực Servo tiết kiệm năng lượng từ 30 – 70% so với máy NC truyền thống.
+ Độ ồn và nhiệt độ thấp hơn nhiều.
+ Nhiệt độ dầu cũng được kiểm soát tốt hơn, giúp kéo dài tuổi thọ của dầu và các bộ phận thủy lực khác.
| Đặc điểm | Máy Chấn NC | Máy Chấn CNC |
| Loại động cơ | Động cơ AC tiêu chuẩn. | Động cơ Servo hoặc điều khiển bằng Biến tần (VFD). |
| Tốc độ vận hành | Cố định hoặc gián đoạn (Vòng hở). | Điều khiển biến thiên theo nhu cầu (Vòng kín). |
| Tiết kiệm năng lượng | Thấp (hoạt động liên tục). | Rất cao (chỉ hoạt động khi chấn). |
| Độ ồn | Cao. | Thấp. |
| Khả năng kiểm soát | Kiểm soát dòng dầu gián tiếp. | Kiểm soát dòng dầu chính xác và trực tiếp thông qua tốc độ động cơ. |
Khác biệt về bộ chặn sau (Cữ sau)
Sự khác biệt về bộ chặn sau (Cữ sau) là một trong những điểm phân hóa rõ ràng nhất về khả năng định vị và độ linh hoạt giữa máy chấn NC và máy chấn CNC. Nó ảnh hưởng trực tiếp đến độ phức tạp của chi tiết có thể gia công và năng suất.

1/ Cữ sau máy chấn NC thường là một hệ thống cơ bản với chức năng định vị 2D đơn giản.
– Số lượng trục: 2 trục (X và R).
+ Trục X: Điều chỉnh độ sâu chấn (khoảng cách từ đường chấn đến mặt chặn sau).
+ Trục R: Điều chỉnh độ cao của ngón chặn, cần thiết cho việc chấn các mặt bích cao hoặc các chi tiết có độ dày khác nhau.
– Cơ chế truyền động: Sử dụng Động cơ AC tiêu chuẩn hoặc biến tần kết hợp với hệ thống dây đai hoặc thanh răng.
– Độ chính xác vị trí và độ lặp lại thấp hơn máy CNC.
– Tốc độ di chuyển chậm hơn.
– Bộ chặn sau NC chỉ phù hợp để định vị các tấm kim loại đơn giản, hình chữ nhật, không thể xử lý các chi tiết yêu cầu định vị đa điểm hoặc các cạnh xiên phức tạp.
2/ Cữ sau máy chấn CNC có khả năng định vị 3D và tự động hóa cao.
– Số lượng trục: Thường là 3, 4, 5, 6 trục trở lên (ví dụ: X, R, Z1, Z2, X1, X2).
+ Trục Z1/Z2: Cho phép các ngón chặn di chuyển độc lập theo chiều ngang.
+ Trục X1/X2: Cho phép các ngón chặn ở hai bên di chuyển độc lập theo trục X.
– Cơ chế truyền động: Sử dụng Động cơ Servo kết hợp với vít me bi.
– Ưu điểm:
+ Hệ thống Servo cung cấp độ chính xác cực kỳ cao (0.005mm).
+ Tốc độ di chuyển rất nhanh và khả năng kiểm soát vị trí lặp lại tuyệt vời.
+ Tự động tính toán và điều chỉnh vị trí tất cả các trục.
+ Dễ dàng xử lý các chi tiết phức tạp, định vị nhiều góc chấn khác nhau chỉ trong một lần gá phôi.
Bộ cữ sau máy chấn CNC thường được tích hợp với các tính năng thông minh như: tự động nhấc ngón chặn khi dầm trượt đi xuống để tránh va chạm.
| Đặc điểm | Cữ sau máy chấn NC | Cữ sau máy chấn CNC |
| Số trục | 2 trục (X, R) cơ bản. | 3, 4, 6 trục (X, R, Z1, Z2, …). |
| Cơ chế | Động cơ AC/biến tần, dây đai/thanh răng. | Động cơ Servo và Vít me bi (Ball Screw). |
| Độ chính xác | Trung bình. | Rất cao và đáng tin cậy. |
| Linh hoạt định vị | Định vị 2D, phù hợp phôi chữ nhật đơn giản. | Định vị 3D phức tạp (chi tiết côn, nhiều mặt bích). |
Hệ thống bù võng
Hệ thống bù võng trên máy chấn NC và CNC là một yếu tố then chốt quyết định đến độ đồng đều của góc chấn, đặc biệt khi chấn các tấm kim loại dài.
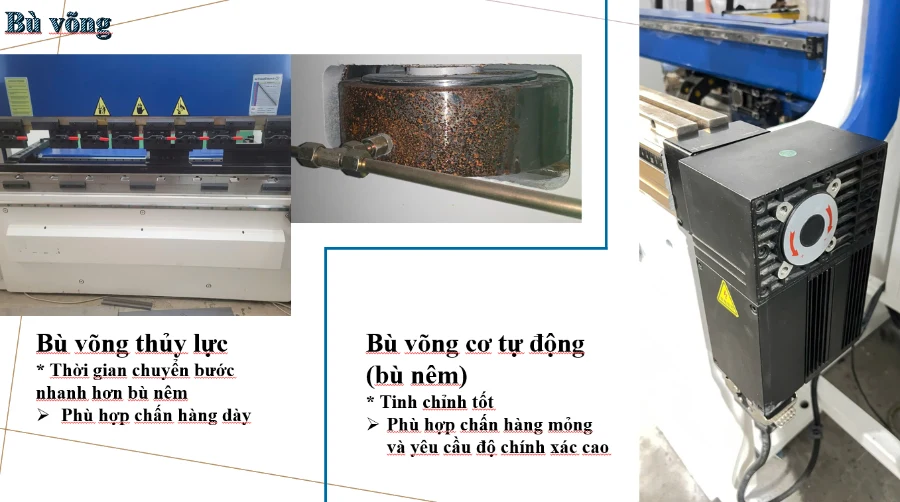
1/ Bù võng máy chấn NC khá đơn giản, kém linh hoạt hơn và đòi hỏi sự can thiệp thủ công.
– Loại hệ thống: Thường là bù võng thủ công hoặc cơ khí đơn giản (Bù nêm).
– Cơ chế hoạt động:
+ Người vận hành phải điều chỉnh bằng tay hoặc bằng một dụng cụ chuyên dụng để thiết lập độ cong ngược cho bàn máy dưới trước khi chấn.
+ Việc điều chỉnh thường được thực hiện thông qua một tay quay hoặc cơ cấu vít để dịch chuyển các nêm tạo ra độ cong.
– Tính linh hoạt: Thấp.
+ Mức độ bù võng là cố định cho một lần thiết lập và không tự động thay đổi theo lực chấn thực tế.
+ Nếu thay đổi vật liệu, người vận hành phải dừng máy và điều chỉnh lại thủ công.
– Độ chính xác: Thấp.
+ Phụ thuộc vào kinh nghiệm của người vận hành và các bảng tra cứu thô sơ.
2/ Bù võng máy chấn CNC là bù võng tự động.
– Cơ chế hoạt động: Một loạt các xi lanh thủy lực nhỏ được lắp đặt dọc theo bàn máy.
– Bộ điều khiển CNC điều chỉnh áp suất dầu trong các xi lanh này theo thời gian thực.
– Các xi lanh tạo ra lực đẩy lên cục bộ và đồng đều, triệt tiêu sự võng của bàn máy.
– Ưu điểm: Phản ứng rất nhanh với sự thay đổi của tải trọng, cho phép kiểm soát tốt hơn các lực chấn không cân bằng.
| Đặc điểm | Máy Chấn NC | Máy Chấn CNC |
| Tính năng chính | Thủ công. | Tự động hoàn toàn bằng điều khiển CNC. |
| Cơ chế điều khiển | Tay quay, cơ cấu vít hoặc điều chỉnh bằng công cụ. | Động cơ Servo hoặc Van điều khiển áp suất (Thủy lực). |
| Phản ứng với Lực | Cố định, không thay đổi theo lực chấn thực tế. | Tự động tính toán và điều chỉnh theo lực chấn đã lập trình. |
| Độ chính xác | Thấp hơn, phụ thuộc vào thao tác thủ công. | Cao hơn nhiều, đảm bảo góc chấn đồng nhất trên toàn bộ chiều dài. |
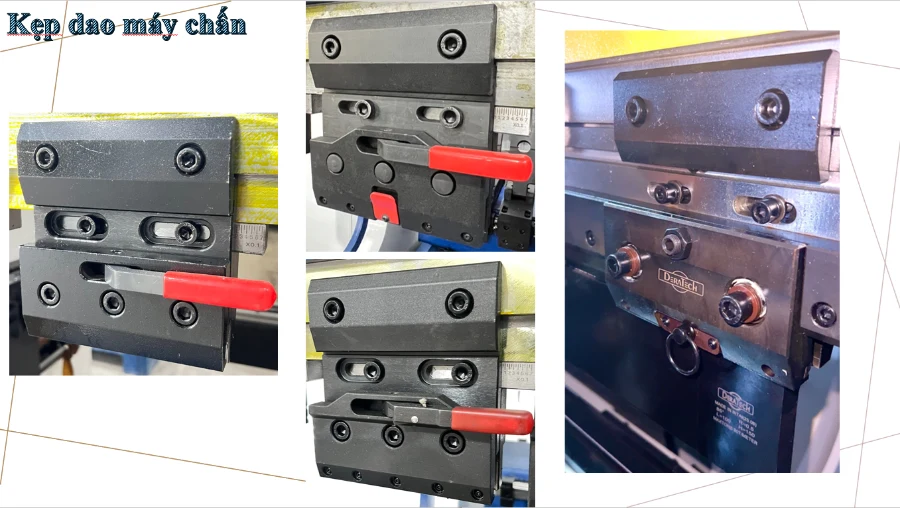
Khác nhau về hệ thống kẹp dao
Sự khác biệt về hệ thống kẹp dao giữa máy chấn NC và máy chấn CNC ảnh hưởng trực tiếp đến tốc độ thay khuôn, an toàn lao động và hiệu quả sản xuất.
1/ Kẹp dao máy chấn NC sử dụng hệ thống kẹp dao đơn giản và cần thao tác thủ công.
– Loại hệ thống: Thường là Kẹp Thủ công hoặc Kẹp Cơ khí đơn giản.
– Cơ chế hoạt động:
+ Sử dụng các vít kẹp và tấm kẹp được bố trí dọc theo dầm trượt (Ram).
+ Người vận hành phải dùng cờ lê hoặc dụng cụ để siết chặt hoặc nới lỏng từng vít kẹp khi thay đổi khuôn chấn trên.
– Tốn thời gian: Việc siết và nới lỏng thủ công tốn nhiều thời gian, làm tăng đáng kể thời gian thiết lập của máy.
– Lực kẹp không đồng đều: Khó đảm bảo lực siết đồng đều trên toàn bộ chiều dài khuôn, có thể ảnh hưởng đến độ an toàn và độ chính xác của đường chấn.
2/ Kẹp dao máy chấn CNC là giải pháp kẹp nhanh để tối đa hóa thời gian hoạt động của máy.
– Loại hệ thống: Thường là Kẹp nhanh Thủy lực hoặc Kẹp nhanh Khí nén.
– Cơ chế hoạt động:
+ Các xi lanh thủy lực hoặc khí nén nhỏ được tích hợp dọc theo dầm trượt (Ram).
+ Người vận hành chỉ cần nhấn một nút trên bảng điều khiển CNC.
+ Lực ép của dầu/khí sẽ tác dụng đồng thời lên toàn bộ chiều dài khuôn, khóa hoặc mở khuôn ngay lập tức.
+ Các hệ thống này thường sử dụng các tiêu chuẩn khuôn đặc biệt để đảm bảo khóa khớp nhanh chóng và an toàn.
– Cực kỳ nhanh chóng: Thời gian thay khuôn được rút ngắn xuống chỉ còn vài giây, giúp đạt được thời gian thiết lập gần như bằng 0.
– Lực kẹp đồng đều: Đảm bảo lực kẹp mạnh mẽ và đồng nhất trên toàn bộ khuôn, tăng độ an toàn và độ ổn định khi chấn.
So sánh về hệ thống điều khiển
Sự khác biệt lớn nhất nằm ở “bộ não” điều hành của máy:
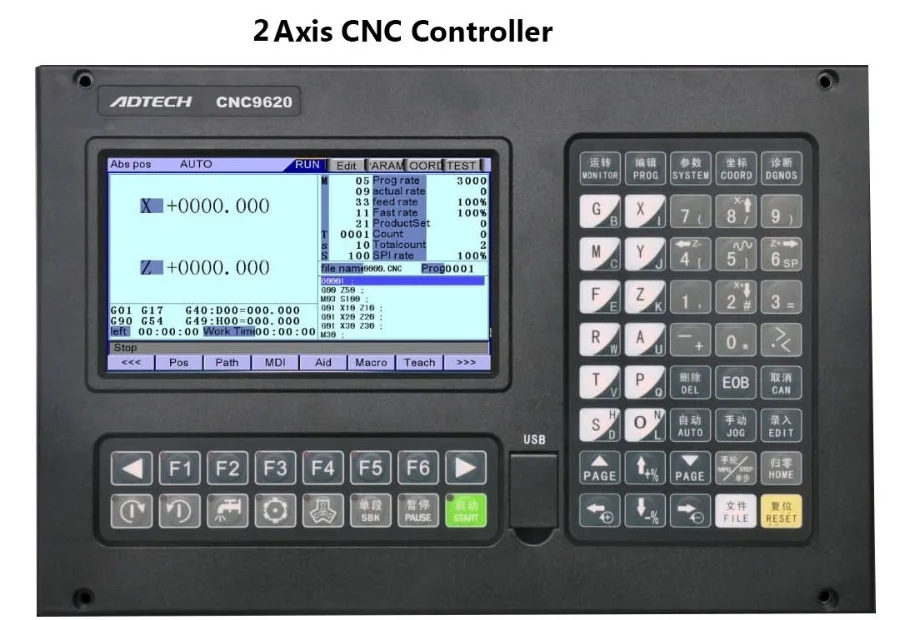
1/ Máy Chấn NC:
– Phần mềm: Thường là hệ thống điều khiển số đơn giản, chủ yếu là các chức năng cơ bản như lập trình vị trí trục Y và trục X.
– Giao diện: Giao diện dựa trên văn bản hoặc số, kém trực quan.
– Khả năng tự động: Không có khả năng tính toán các thông số phức tạp như lực chấn, góc chấn lý tưởng hoặc thứ tự chấn.
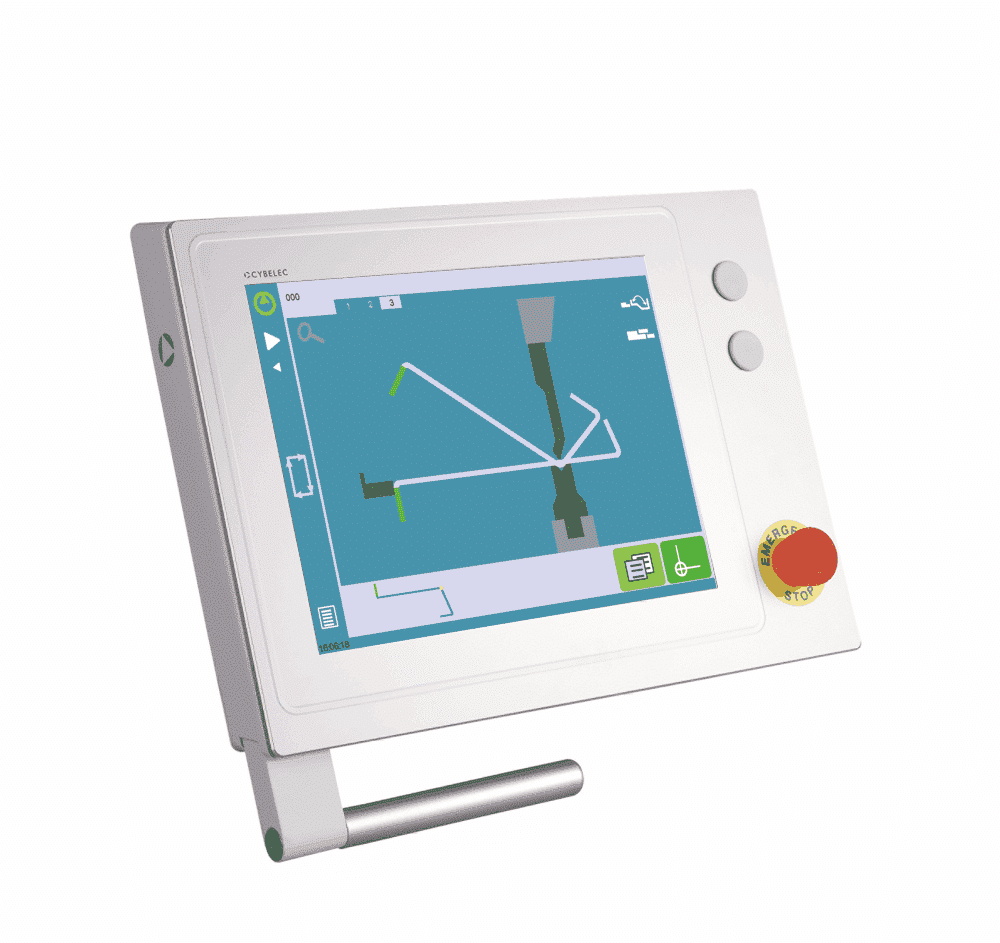
2/ Máy Chấn CNC:
– Phần mềm: Hệ thống điều khiển dựa trên máy tính, sử dụng phần mềm đồ họa mạnh mẽ.
– Giao diện: Màn hình cảm ứng, giao diện đồ họa 2D/3D trực quan, dễ lập trình.
– Khả năng tự động: Tự động tính toán lực chấn, điểm tiếp xúc, bù võng và có thể mô phỏng thứ tự chấn để tránh va chạm.
Kết Luận:
– Máy Chấn NC là lựa chọn kinh tế, phù hợp cho các công việc đơn giản, lặp lại, không cần độ chính xác tuyệt đối.
– Máy Chấn CNC là công nghệ tiên tiến, mang lại độ chính xác và độ lặp lại vượt trội nhờ hệ thống phản hồi vòng kín Y1/Y2, bù võng tự động và bộ chặn sau đa trục. Máy chấn CNC tối đa hóa năng suất bằng cách giảm thiểu thời gian thiết lập và lý tưởng cho việc gia công các chi tiết phức tạp, đa bước trong các ngành công nghiệp đòi hỏi tiêu chuẩn cao.
Với những sự khác nhau như vậy, giá của máy chấn NC cũng sẽ khác so với máy chấn CNC. Hãy liên hệ ngay VNTECH để được nhận báo giá chi tiết về các dòng máy chấn hiện đại nhất hiện nay.
VNTECH - Đơn vị cung cấp máy móc gia công cơ khí chính hãng, uy tín, đa dạng về chủng loại, đáp ứng mọi nhu cầu sản xuất. Để được tư vấn chi tiết và nhận báo giá tốt nhất, quý khách vui lòng liên hệ theo thông tin bên dưới.

________________
THÔNG TIN LIÊN HỆ
- Địa chỉ văn phòng:
- Địa chỉ Hà Nội: NO-05A23, Khu/Ngõ 1 Nguyễn Khắc Viện, Khu tái định cư Giang Biên, Hà Nội
- Chi Nhánh Đà Nẵng: Lô 11, Khu A4, Nguyễn Sinh Sắc, Hoà Minh, Liên Chiểu, Đà Nẵng
- Chi Nhánh HCM: 43 Đường N2, KP Thống Nhất, Dĩ An, Bình Dương
- SĐT: 0984.537.333
- Email: sale@vntechcnc.vn
- Facebook: https://www.facebook.com/vntechcnc
- Website: https://thietbivntech.vn