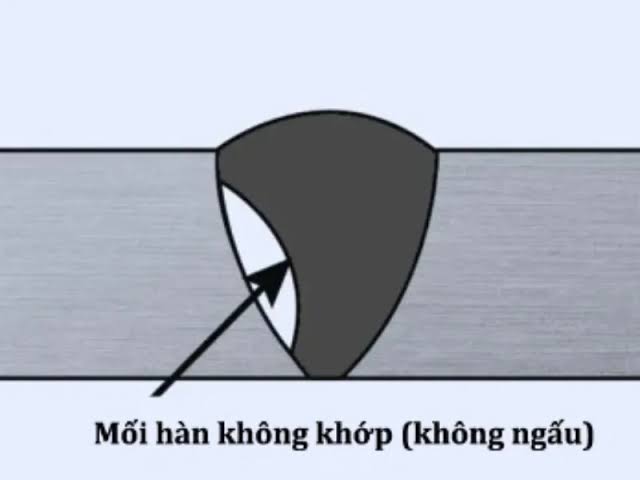
Mối Hàn Không Ngấu là một trong những lỗi khuyết tật mối hàn nghiêm trọng và nguy hiểm nhất trong kỹ thuật cơ khí. Hiện tượng này xảy ra khi phần kim loại nóng chảy của dây hàn hoặc que hàn không thể đánh thấu và hòa tan hoàn toàn vào tận đáy chân hoặc vách phôi cơ sở, tạo ra các khoảng rỗng khuất tầm mắt bên trong liên kết.

Bài viết này, các kỹ sư từ VNTECH sẽ đi sâu phân tích chi tiết từ bản chất, dấu hiệu nhận biết, nguyên nhân cho đến kinh nghiệm thực tế để xử lý dứt điểm vấn đề này.
Nội dung bài viết
Mối hàn không ngấu là gì?
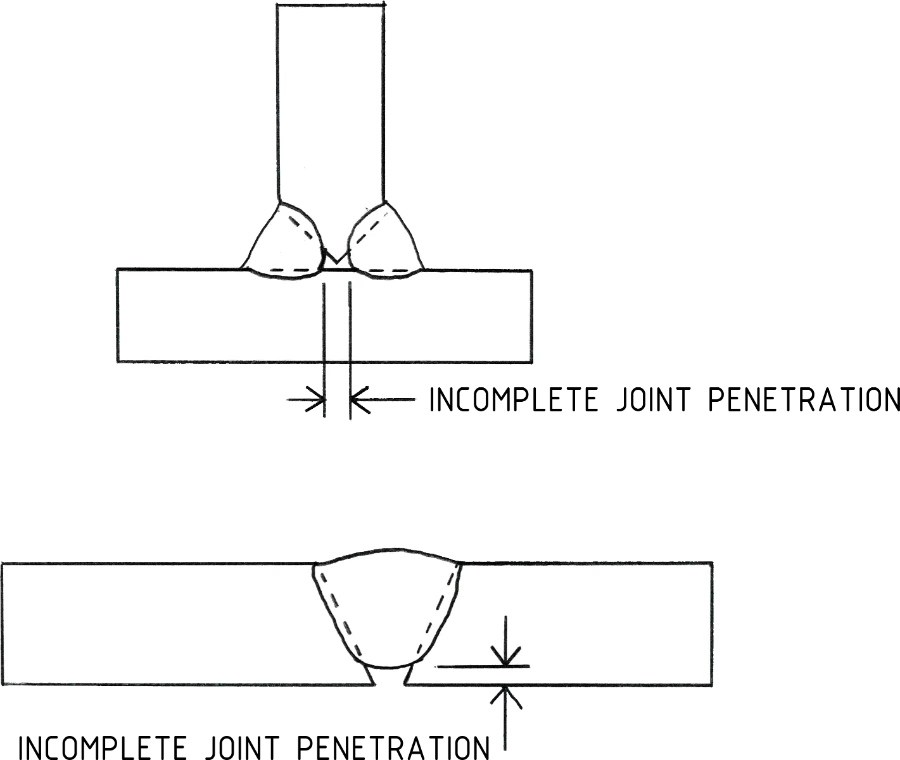
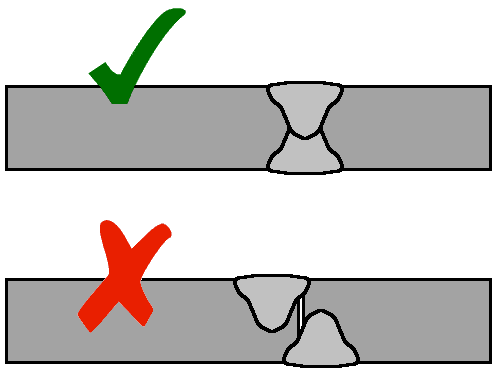
Mối hàn không ngấu (Lack of Penetration – LOP) là một loại khuyết tật hình học nghiêm trọng do không đạt được độ sâu thấu theo thiết kế của giọt kim loại điền đầy vào trong rãnh hàn. Cụ thể là phần kim loại vũng hàn lỏng không thể tiếp cận, nung chảy và hòa tan đồng nhất với phần đáy chân hoặc vách của phôi cơ sở.
Hậu quả nghiêm trọng:
- Kết cấu sẽ xuất hiện các rãnh trống ngầm.
- Mối hàn sẽ lập tức bị giòn, nứt toác và gãy đôi đột ngột.
- Gây mất an toàn nghiêm trọng cho toàn bộ công trình hoặc thiết bị.
Dấu hiệu nhận biết mối hàn không ngấu
Để kiểm soát chất lượng các mối hàn, bạn có thể nhận diện lỗi không ngấu qua các dấu hiệu dưới đây:
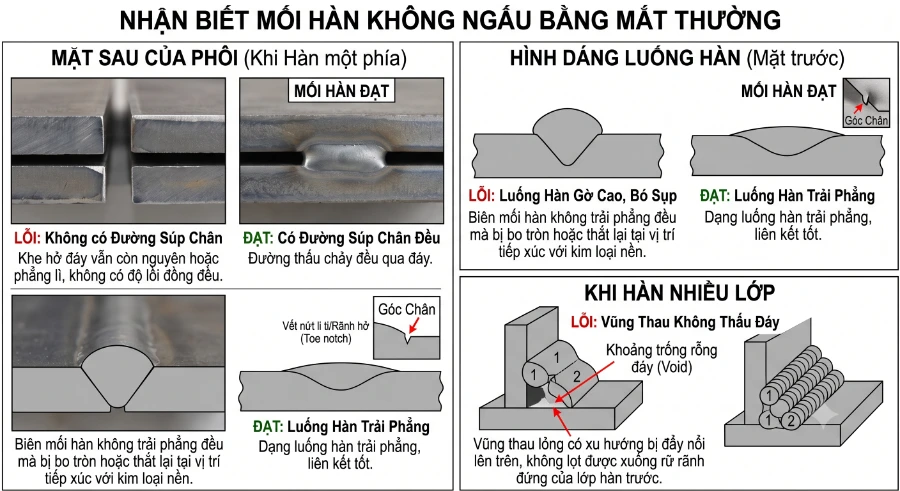
- Nhận biết bằng mắt thường
- Mặt sau của phôi (khi hàn một phía):
- Không xuất hiện đường súp chân (kim loại lọt qua đáy).
- Khe hở đáy vẫn còn nguyên hoặc phẳng lì, không có độ lồi đồng đều.
- Hình dáng luống hàn (mặt trước):
- Luống hàn bị gờ lên quá cao.
- Biên mối hàn không trải phẳng đều mà bị bo tròn hoặc thắt lại tại vị trí tiếp xúc với kim loại nền.
- Góc chân mối hàn:
- Xuất hiện các đường rãnh hở hoặc vết nứt nhỏ li ti chạy dọc theo mép biên giữa kim loại hàn và vách phôi.
- Khi hàn nhiều lớp:
- Vũng thau lỏng có xu hướng bị đẩy nổi lên trên, không lọt được xuống rãnh đứng của lớp hàn trước.
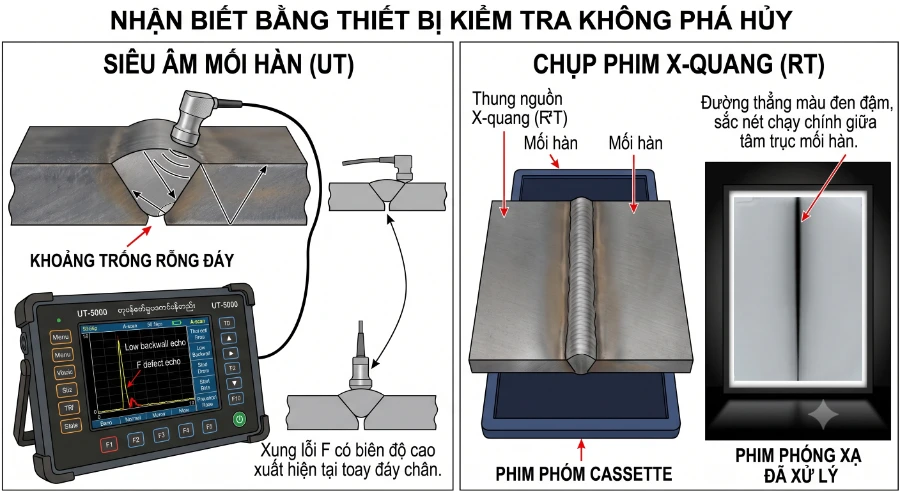
- Nhận biết bằng thiết bị kiểm tra không phá hủy
- Siêu âm mối hàn (UT):
- Máy hiển thị xung phản xạ có biên độ cao xuất hiện tại đúng tọa độ vị trí đáy chân của liên kết.
- Chụp phim X-quang (RT):
- Trên phim phóng xạ xuất hiện một đường thẳng màu đen đậm, sắc nét chạy chính giữa tâm trục mối hàn.
>>> Xem thêm: Các phương pháp kiểm tra mối hàn
Nguyên nhân mối hàn không ngấu là gì?
Khuyết tật mối hàn không ngấu hình thành do các nguyên nhân sau đây:
Thiết lập thông số hàn sai
- Dòng điện hàn hoặc Điện áp quá thấp:
- Nhiệt lượng sinh ra không đủ để thắng enthalpy nóng chảy của kim loại nền.
- Mối hàn bị nguội nhanh khi vách phôi chưa kịp nóng chảy.
- Gây ra hiện tượng hàn lướt hoặc dính bề mặt.
- Tốc độ đi tay súng hàn quá nhanh:
- Thời gian tương tác dòng nhiệt tại một điểm quá ngắn.
- Khiến nhiệt lượng chưa kịp dẫn sâu xuống đáy phôi thì mỏ hàn đã di chuyển qua vị trí khác.
- Tốc độ cấp dây quá nhanh (Đối với hàn MIG/MAG):
- Dây hàn đùn ra quá nhiều làm nghẹn hồ quang.
- Kim loại lỏng điền đầy vào rãnh hàn quá sớm và che mất tầm đâm xuyên của luồng hồ quang.
- Hiệu ứng Stick-out quá lớn (Hàn dây):
- Khoảng cách từ bép đồng đến vật hàn quá xa làm tăng điện trở thuần của đoạn dây hàn nhô ra.
- Gây sụt dòng điện thực tế theo định luật Ohm, làm giảm khả năng xuyên thấu.
Do lắp ráp đồ gá sai quy trình
Hình học rãnh hàn quyết định luồng hồ quang có thể tiếp cận được vị trí đáy hay không.
- Không vát mép hoặc góc vát mép quá hẹp:
- Với phôi thép dày (trên 4mm), nếu để cạnh vuông góc thẳng tuột hoặc góc vát quá hẹp, mỏ hàn sẽ bị giới hạn không gian.
- Hồ quang bị bó và đánh sang hai bên vách đứng thay vì tập trung vào đáy chân.
- Khe hở đáy quá nhỏ:
- Hai tấm phôi được xếp ép sát vào nhau mà không để lại khoảng trống hình học.
- Khiến lực đẩy thủy động học của hồ quang không thể đẩy kim loại lỏng chảy thấu ra mặt sau.
- Kích thước mép cùn quá lớn:
- Phần thịt của đáy cùn quá dày, vượt quá khả năng đâm xuyên tối đa của cấu hình dòng hàn đang thiết lập.
- Bề mặt đường nối bám bẩn:
- Phôi bám rỉ sét nặng, dính dầu mỡ hoặc lớp sơn oxit dày.
- Làm cản trở đường truyền của dòng điện, khiến hồ quang bị loang và hao hụt nhiệt lượng.
Do kỹ thuật hàn của thợ
- Góc độ súng hàn bị lệch:
- Thợ hàn nghiêng đuôi súng quá nhiều so với phương thẳng đứng.
- Khiến áp lực hồ quang bị phân tán, loang ra bề mặt.
- Sự dao động tay không đều:
- Nếu thợ dừng lại ở hai bên vách quá lâu mà lướt qua phần tâm quá nhanh, kim loại sẽ không kịp điền và thấu ở chính giữa.
- Chọn sai cực tính dòng điện:
- Việc quên đảo cực tính khi hàn dây lõi thuốc làm nhiệt lượng bị tập trung sai vị trí.
- Thuốc hàn cháy không đều gây ra hiện tượng không ngấu và rỗ khí nghiêm trọng.
Cách xử lý mối hàn không ngấu của chuyên gia
Để xử lý triệt để khuyết tật mối hàn không ngấu, các chuyên gia tại VNTECH không bao giờ áp dụng cách hàn đè lên trên nhằm che mắt bộ phận QC. Tại VNTECH chúng tôi chia làm 2 giai đoạn: Sửa chữa sản phẩm lỗi và Cải tiến quy trình hệ thống để ngăn chặn lỗi tái diễn.
Quy trình sửa mối hàn không ngấu chuẩn Quốc tế
Đối với các kết cấu chịu lực quan trọng, khi phát hiện mối hàn không ngấu, thợ phải thực hiện quy trình 4 bước sau:
Bước 1: Khoét bỏ hoàn toàn đường hàn lỗi
- Dùng phương pháp thổi than (Carbon Arc Gouging) đối với thép dày.
- Hoặc dùng máy mài góc gắn đá cắ đối với kết cấu mỏng.
Cách thực hiện:
- Thợ phải khoét sâu từ mặt sau (hoặc mặt trước tùy vị trí lỗi) vào đúng tâm trục mối hàn.
- Loại bỏ 100% phần kim loại hàn bị rỗng chân.
- Phần kim loại nền hoàn toàn sạch sẽ và đặc khít.
Bước 2: Vát mép lại
- Thợ phải dùng máy mài để định hình lại rãnh hàn (U hoặc V) sạch sẽ.
- Dùng bàn chải sắt hoặc dung dịch tẩy rửa để làm sạch hoàn toàn sỉ than bám trên vách rãnh mới.
Bước 3: Tạo khe hở đáy tiêu chuẩn
- Dùng dưỡng đo khe hở để căn chỉnh lại hai tấm phôi.
- Tuyệt đối không để khít chặt.
- Bắt buộc phải duy trì khe hở đáy bằng 1.5mm – 2.5mm.
- Để đảm bảo kim loại lỏng có đường thoát và thấu hoàn toàn ra mặt sau.
Bước 4: Áp dụng quy trình hàn lót đáy
- Ưu tiên sử dụng phương pháp hàn TIG bằng khí bảo vệ Argon (kiểm soát vũng chảy cực kỳ chính xác).
- Nếu dùng máy hàn que (SMAW), bắt buộc dùng que hàn thuốc bọc Cellulose (E6010 hoặc E7010).
- Giúp bắn xuyên qua khe hở đáy để tạo đường súp chân mặt sau hoàn hảo.
- Sau đó mới điền đầy bằng hàn MIG/MAG hoặc que chịu lực E7018.
>>> Xem thêm: Cách xử lý mỗi hàn bị nứt, cong vênh
Biện pháp phòng ngừa lỗi hàn tại nhà xưởng
Để lỗi mối hàn không ngấu không lặp lại, chuyên gia kỹ thuật VNTECH khuyến nghị áp dụng các giải pháp công nghệ sau:
- Tăng nhiệt lượng dòng hàn một cách khoa học
Nhiệt lượng hồ quang đánh xuyên sâu được tính theo công thức: Q = n x (U x I / v).
Muốn ngấu sâu, kỹ sư cần hiệu chỉnh máy:
- Tăng Amper (I): Tăng dòng điện để hồ quang có lực đâm xuyên mạnh hơn.
- Tăng Volt (U): Tăng áp lượng vừa đủ để vũng thau có độ xòe dẹt và nung chảy vách đứng tốt hơn.
- Giảm tốc độ đi tay (v): Thợ cần hàn chậm lại, đều tay để dòng nhiệt có đủ thời gian sấy nóng đáy phôi.
- Kiểm soát chặt chẽ khoảng cách bép
- Đối với hàn MIG/MAG, luôn duy trì khoảng cách từ bép đồng đến vật hàn trong khoảng 10mm – 12mm.
- Tuyệt đối không đưa súng lên quá cao, vì dòng điện sẽ bị sụt giảm nghiêm trọng theo định luật Ohm.
- Khiến hồ quang bị yếu và gây ra hiện tượng không ngấu.
- Quy chuẩn hóa hình học liên kết trước khi hàn
Xưởng cần áp dụng bảng quy chuẩn bắt buộc cho thợ chuẩn bị phôi:
- Phôi dưới 2.0 mm: Giữ khe hở đáy 0.5mm – 1mm.
- Phôi từ 3.0 mm – 5.0 mm: Mài vát mép nhẹ một góc 30 độ, để khe hở đáy 1mm – 1.5mm.
- Phôi trên 6.0 mm: Bắt buộc vát mép chữ V góc 60 độ và mép cùn tối đa chỉ để 1mm – 1.5mm.
- Nâng cấp lên công nghệ dòng hàn thông minh
- Nếu tay nghề thợ hàn thủ công tại xưởng chưa đồng đều, cách xử lý tốt nhất của các chủ doanh nghiệp hiện nay là:
- Đầu tư các dòng máy hàn MIG tự động cao cấp của VNTECH.
- Hoặc tích hợp Robot hàn 6 trục.
- Các dòng máy này sở hữu tính năng kiểm soát sóng hồ quang và chế độ hàn xung.
- Tự động điều chỉnh tăng/giảm Amper cực nhanh khi khoảng cách tay thợ bị dao động.
- Tự động bù dòng để đảm bảo luồng hồ quang luôn cắm sâu vào chân phôi.
- Triệt tiêu hoàn toàn lỗi không ngấu do yếu tố con người.
Kinh nghiệm để có mối hàn ngấu sâu hơn
Để có mối hàn ngấu sâu hơn và đạt tiêu chuẩn chịu lực công nghiệp, thợ cơ khí cần áp dụng ngay 5 kinh nghiệm thực chiến của kỹ sư VNTECH:
- Quy chuẩn khâu chuẩn bị phôi
- Vát mép:
- Thép dày trên 4mm bắt buộc phải mài vát mép chữ V hoặc chữ U (60 độ).
- Để mép cùn mỏng dưới 1.5mm.
- Tạo khe hở đáy:
- Luôn để hở một khoảng từ 1.0mm – 2.5mm giữa hai tấm phôi.
- Làm sạch phôi:
- Mài sạch rỉ sét, dầu mỡ và sơn bám tại rãnh hàn để hồ quang tập trung, không bị loang.
- Tăng nhiệt lượng dòng hàn
- Tăng Amper (Dòng điện):
- Dòng điện càng cao, lực đâm xuyên của hồ quang càng mạnh.
- Hãy tăng Amper theo từng nấc cho đến khi thấy vũng thau kim loại lỏng lõm nhẹ xuống dưới.
- Tăng Volt (Điện áp) vừa đủ:
- Volt cao giúp vũng thau xòe dẹt, nung chảy đều hai bên vách đứng của rãnh hàn.
- Làm chủ góc độ, giữ khoảng cách súng hàn
- Giữ góc súng đứng hơn:
- Duy trì mỏ hàn/que hàn nghiêng góc từ 10 – 15 độ so với phương thẳng đứng.
- Đầu dây/que hàn phải chỉ thẳng vào tâm đường nối để lực hồ quang cắm sâu xuống đáy.
- Rút ngắn khoảng cách bép:
- Đối với hàn MIG/MAG, giữ khoảng cách từ bép đồng đến phôi 10mm – 12mm.
- Tuyệt đối không nhấc súng lên quá cao vì sẽ gây sụt dòng điện thuần, làm mối hàn bị lướt trên bề mặt.
- Đi chậm tay và áp dụng quy tắc hàn kéo
- Đi tay chậm lại:
- Di chuyển tay súng/que hàn chậm và đều.
- Để dòng nhiệt có đủ thời gian làm nóng chảy chân phôi.
- Áp dụng kỹ thuật hàn kéo:
- Khi hàn dây lõi thuốc (MIG không khí) hoặc hàn que có xỉ, hãy dùng kỹ thuật HÀN KÉO (mỏ hàn đi trước, ngọn lửa đi sau).
- Cách này giúp đẩy lớp xỉ hàn ra phía sau, tập trung toàn bộ nhiệt lượng hồ quang ở phía trước để đánh ngấu sâu nhất.
- Kỹ thuật “Nhìn vũng thau” qua kính hàn
- Hãy tập trung nhìn vào vũng kim loại lỏng (vũng thau) qua kính hàn.
- Chỉ di chuyển tay súng khi nhìn thấy rõ vách phôi hai bên đã chuyển sang trạng thái đỏ lỏng và hòa tan hoàn toàn vào dây hàn.
- Nếu thấy dây hàn chảy đùn lên mà vách phôi vẫn trơ ra, phải lập tức đi tay chậm lại hoặc tăng dòng điện của máy.
VNTECH chuyên cung cấp các dòng máy hàn MIG/MAG công nghiệp hiệu suất cao và hệ thống robot hàn 6 trục tự động tích hợp công nghệ kiểm soát sóng hồ quang thông minh, giúp tự động bù dòng và giảm thiểu tối đa các lỗi khuyết tật hàn như không ngấu, rỗ khí hay văng bắn.
Hãy liên hệ ngay với đội ngũ kỹ sư của VNTECH để được tư vấn và demo máy trực tiếp tại nhà xưởng!
VNTECH - Đơn vị cung cấp máy móc gia công cơ khí chính hãng, uy tín, đa dạng về chủng loại, đáp ứng mọi nhu cầu sản xuất. Để được tư vấn chi tiết và nhận báo giá tốt nhất, quý khách vui lòng liên hệ theo thông tin bên dưới.

________________
THÔNG TIN LIÊN HỆ
- Địa chỉ văn phòng:
- Địa chỉ Hà Nội: NO-05A23, Khu/Ngõ 1 Nguyễn Khắc Viện, Khu tái định cư Giang Biên, Hà Nội
- Chi Nhánh Đà Nẵng: Lô 11, Khu A4, Nguyễn Sinh Sắc, Hoà Minh, Liên Chiểu, Đà Nẵng
- Chi Nhánh HCM: 43 Đường N2, KP Thống Nhất, Dĩ An, Bình Dương
- SĐT: 0984.537.333
- Email: sale@vntechcnc.vn
- Facebook: https://www.facebook.com/vntechcnc
- Website: https://thietbivntech.vn