Gia công cắt laser inox đã và đang trở thành giải pháp then chốt, thay thế hoàn toàn các phương pháp truyền thống. Trong kỷ nguyên sản xuất hiện đại, việc tạo ra những mạch cắt sáng bóng, không bavia và đạt độ chính xác đến từng micron trên vật liệu inox không còn là bài toán khó nhờ sự hỗ trợ của công nghệ Laser Fiber tiên tiến.

Sự bứt phá của công nghệ cắt laser đã thay đổi hoàn toàn cuộc chơi. Nhằm đáp ứng nhu cầu gia công cắt laser inox khổ lớn, VNTECH mang đến giải pháp đột phá: Máy gia công cắt Laser inox LD-6020S. Đây không chỉ là một thiết bị, mà là cánh tay phải giúp các doanh nghiệp thống lĩnh thị trường gia công inox tấm hiện nay.
Nội dung bài viết
- 1 Máy gia công cắt Laser inox LD-6020S
- 2 Laser fiber là gì?
- 3 Tại sao chọn Laser Fiber thay vì Laser CO2?
- 4 Ưu điểm của máy cắt inox bằng laser fiber
- 5 Khả năng của máy gia công cắt laser inox LD-6020S
- 6 Thông số máy gia công cắt laser inox LD-6020S
- 7 LD-6020S có thể cắt inox loại nào?
- 8 VNTECH – Đơn vị cung cấp máy cắt laser inox uy tín
- 9 Lưu ý khi gia công cắt laser inox
- 10 Kinh nghiệm cài thông số cắt laser inox
- 11 Quá trình gia công cắt laser inox
- 12 Các lỗi khi gia công cắt laser inox thường gặp
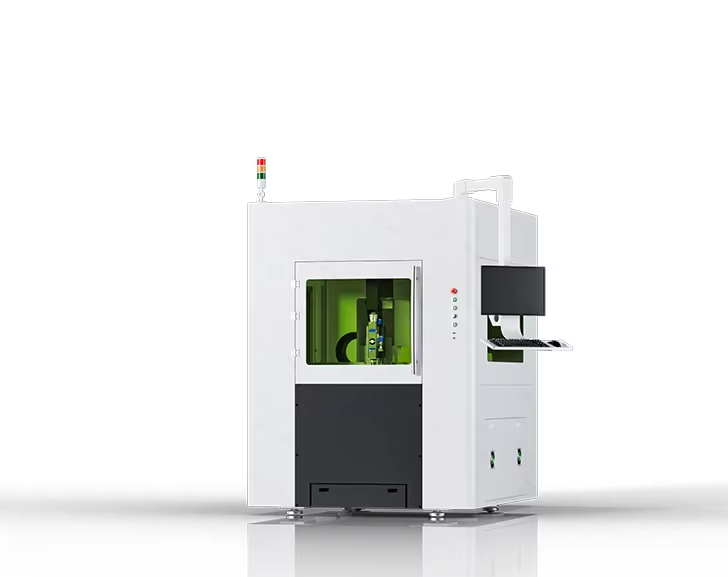
Máy gia công cắt Laser inox LD-6020S
Trong phân khúc máy cắt laser fiber công nghiệp dành cho khổ tấm lớn, LD-6020S là dòng máy chiến lược của VNTECH. Máy cắt Laser inox LD-6020S là giải pháp gia công kim loại tấm khổ lớn với kích thước bàn cắt lên tới 6.000 x 2.000mm. Được tối ưu đặc biệt cho việc gia công cắt Inox và thép carbon tấm khổ rộng mà không cần phải chia nhỏ phôi, giúp tiết kiệm vật tư tối đa.

LD-6020S sở hữu thông số kỹ thuật ấn tượng:
– Khổ làm việc: 6.000×2.000 mm => Phù hợp mọi khổ Inox tấm tiêu chuẩn.
– Công suất nguồn đa dạng từ 1.5kW đến 20kW.
– Gia tốc cực đại: 1.2G – 1.5G giúp máy đạt tốc độ không tải lên tới 120m/phút.
– Độ chính xác định vị: 0.03mm (Gần như tuyệt đối).
– Hệ điều hành: Cypcut chuyên dụng – thông minh, dễ vận hành.
Một máy gia công cắt laser inox LD-6020S có thể đảm nhiệm khối lượng công việc của 10 thợ cơ khí lành nghề cắt thủ công, giúp giảm chi phí nhân công và mài dũa hậu kỳ. Đây là lựa chọn hoàn hảo cho các xưởng đang muốn chuyển từ quy mô nhỏ lên sản xuất công nghiệp hàng loạt: gia công tủ điện, thang máy, thiết bị bếp công nghiệp, vách ngăn CNC,…

Nếu xưởng của bạn hiện chỉ chuyên làm trang sức hoặc chi tiết siêu nhỏ, máy cắt CNC mini có thể là khởi đầu an toàn. Tuy nhiên, nếu quy mô xưởng của bạn lớn hơn, cần xử lý các tấm khổ lớn và muốn bứt phá về sản lượng, bạn nên đầu tư vào máy cắt laser inox LD-6020S để nâng cao năng lực cạnh tranh với đối thủ.
Laser fiber là gì?
Laser Fiber (Laser sợi quang) là công nghệ laser hiện đại nhất hiện nay trong ngành gia công kim loại. Thay vì sử dụng hỗn hợp khí hay tinh thể, laser fiber sử dụng các sợi quang học đã được pha tạp các nguyên tố đất hiếm (như Erbium, Ytterbium…) để khuếch đại ánh sáng và tạo ra chùm tia laser.
Bảng so sánh Laser Fiber và Laser CO2
| Đặc điểm | Laser Fiber (Sợi quang) | Laser CO2 |
| Môi trường khuếch đại | – Sợi quang học pha tạp nguyên tố hiếm. | – Hỗn hợp khí (CO2, Heli, Nitơ). |
| Bước sóng | – 1.06 µm (Rất nhỏ, dễ hấp thụ bởi kim loại). | – 10.6 µm (Lớn hơn gấp 10 lần). |
| Vật liệu gia công | – Chuyên kim loại: Inox, sắt, nhôm, đồng, vàng, bạc. | – Chuyên phi kim: Gỗ, mica, nhựa, da, vải. |
| Tốc độ cắt | – Rất nhanh trên kim loại mỏng (dưới 5mm). | – Chậm hơn nhiều so với Fiber trên kim loại. |
| Vật liệu phản quang | – Cắt tốt nhôm, đồng, vàng, bạc. | – Hạn chế, dễ gây hỏng nguồn nếu cắt đồng, vàng. |
| Chi phí vận hành | – Thấp (ít tiêu tốn điện năng, không cần khí gas laser). | – Cao (tốn điện cho hệ thống làm mát và khí gas). |
| Bảo trì | – Ít bảo trì
– Tuổi thọ nguồn lên tới 100.000 giờ. |
– Cần bảo trì định kỳ hệ thống gương phản xạ và khí. |
Tại sao chọn Laser Fiber thay vì Laser CO2?
1/ Hiệu suất năng lượng:
– Laser Fiber có hiệu suất chuyển đổi điện quang lên tới 30%.
– Laser CO2 chỉ đạt khoảng 10%.
=> Điều này giúp laser fiber tiết kiệm đáng kể hóa đơn tiền điện hàng tháng.

2/ Khả năng truyền dẫn:
– Chùm tia Fiber truyền qua sợi cáp quang linh hoạt.
=> Giúp máy cắt đạt tốc độ gia công thần tốc và ổn định.
– CO2 dùng hệ thống gương phản xạ phức tạp.
=> Dễ bị lệch tia sau một thời gian sử dụng.
3/ Độ chính xác:
– Do bước sóng cực ngắn, Laser Fiber tạo ra tiêu điểm siêu nhỏ.
=> Giúp mạch cắt inox trắng sáng, bóng mịn và không cần xử lý hậu kỳ.
Lời khuyên thực tế:
– Nếu xưởng của bạn chuyên gia công kim loại tấm (inox, sắt, đồng, vàng bạc), Laser Fiber là lựa chọn số 1.
– Nếu bạn làm quảng cáo với các vật liệu như gỗ, mica thì Laser CO2 vẫn rất phù hợp.
Tại VNTECH, chúng tôi tập trung cung cấp các dòng máy cắt Laser Fiber công suất từ 1.5kW đến 20kW để phục vụ gia công kim loại nặng.
- Máy cắt thép tấm kết cấu thép
- Máy cắt CNC sắt thép hình H, I, U, V
- Máy cắt ống laser tự động cắt vát 45 độ
- Máy cắt nhôm tấm CNC 2 bàn chuyển đổi
Ưu điểm của máy cắt inox bằng laser fiber
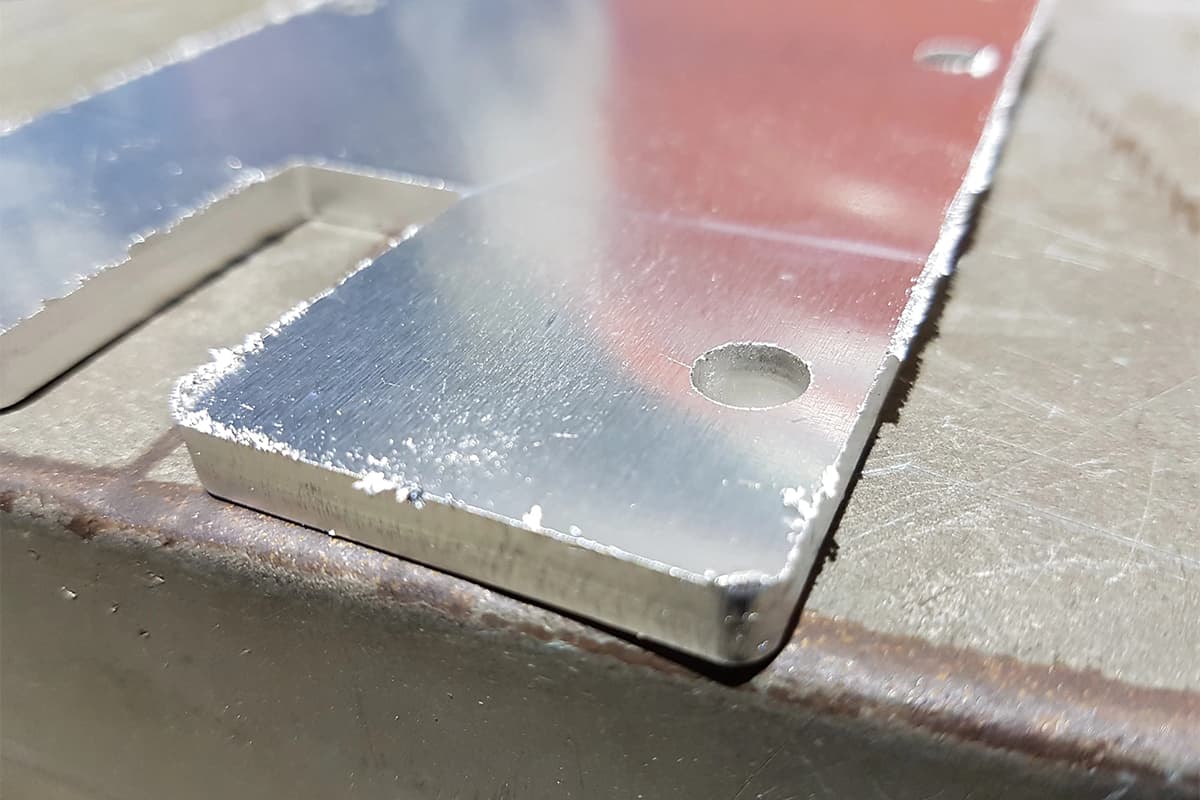
– Tạo ra các đường cắt cực kỳ chính xác và tinh xảo.
– Tốc độ cắt cao hơn so với laser CO2 và các phương pháp cắt cơ học.
– Đường cắt laser fiber sạch, mịn và ít bị biến dạng nhiệt.
– Cắt được nhiều loại inox khác nhau với các độ dày khác nhau.
– Vùng ảnh hưởng nhiệt nhỏ, giảm thiểu lãng phí vật liệu.
– Tiết kiệm chi phí nhân công và vật liệu.

Khả năng của máy gia công cắt laser inox LD-6020S
LD-6020S được thiết kế để bao trọn hầu hết các nhu cầu gia công inox hiện nay:
– Khổ làm việc cực lớn:
+ Sở hữu kích thước 6000x2000mm, máy dễ dàng xử lý các tấm inox khổ đại.
+ Không cần chia nhỏ phôi.
=> Cực kỳ phù hợp để làm cửa cổng, vách ngăn trang trí hoặc vỏ cabin thang máy.
– Độ dày gia công linh hoạt:
+ Tùy chọn công suất nguồn từ 1.5 – 20kW
+ Cho phép máy cắt ngọt inox từ 0.5 – 60 mm.
>>> Xem thêm các dòng máy cắt laser:
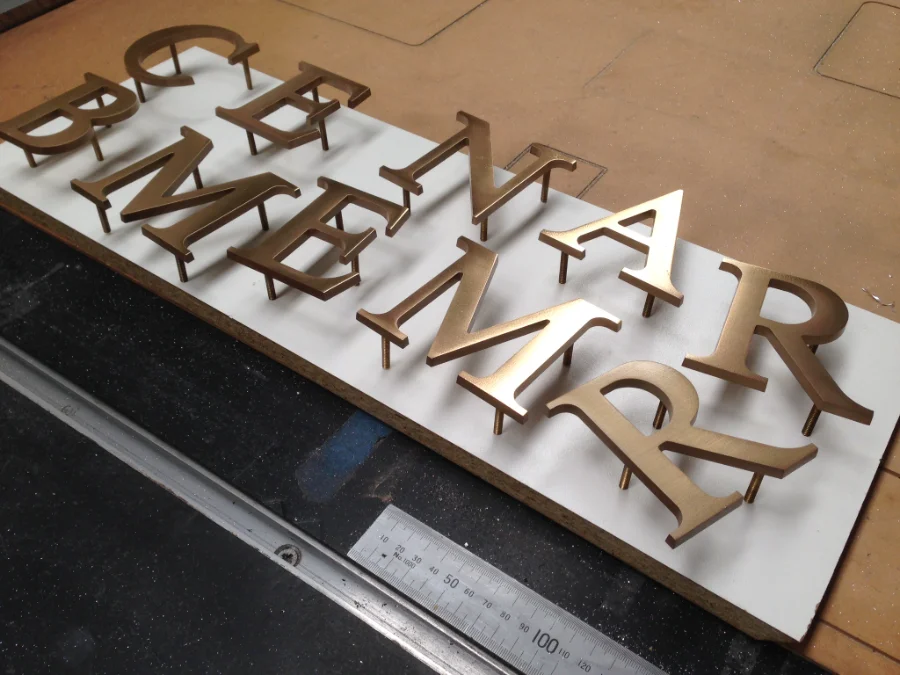
– Ứng dụng đa ngành:
+ Nội thất: Vách ngăn CNC inox mạ vàng, chân bàn ghế trang trí.
+ Quảng cáo: Chữ nổi inox khổ lớn, biển hiệu tòa nhà.
+ Công nghiệp: Bồn chứa thực phẩm, tủ điện, thiết bị bếp công nghiệp, phụ tùng ô tô.

Thông số máy gia công cắt laser inox LD-6020S
Dưới đây là bảng thông số kỹ thuật của máy gia công cắt laser inox LD-6020S:
| STT | Model | LD–6020s | Đơn vị | |
| TỐC ĐỘ LÀM VIỆC | ||||
| 1 | Gia tốc tối đa trục X, Y | 1.2 | G | |
| 2 | Tốc độ kết hợp tối đa trục X, Y | 120 | m/phút | |
| HÀNH TRÌNH LÀM VIỆC | ||||
| 3 | Phạm vi làm việc hữu dụng | 6000 x 2000 | mm | |
| 4 | Trục X | Hành trình tối đa | 2020 | mm |
| Sai số định vị | ±0.03 | mm | ||
| Sai số tái định vị | ±0.02 | mm | ||
| 5 | Trục Y | Hành trình | 6050 | mm |
| Sai số định vị | ±0.03 | mm | ||
| Sai số tái định vị | ±0.02 | mm | ||
| 6 | Trục Z | Hành trình tối đa | 350 | mm |
| Điều khiển độ cao trục Z | Điều khiển Servo | |||
| NGUỒN PHÁT LASER | ||||
| 7 | Công suất | 6.000 – 20.000 | W | |
| 8 | Chiều dài bước sóng | 1070 – 1080 | nm | |
| 9 | Đường kính sợi quang | ≥ 50 | µm | |
| 10 | Loại laser | Laser Fiber (Sợi quang) | ||
| CHIỀU DÀY CẮT | ||||
| 11 | Chiều dày cắt tối đa | Thép đen (Q235, Q345) | 45 | mm |
| 12 | Inox (201, 304) | 30 | mm | |
| 13 | Chiều dày cắt hiệu quả | Thép đen (Q235, Q345) | 30 – 35 | mm |
| 14 | Inox (201, 304) | 20 | mm | |
| ĐIỆN ÁP | ||||
| 15 | Nguồn điện | 380 | V | |
| 16 | Phase | 3 | Phase | |
| 17 | Tần số | 50 | Hz | |
| 18 | Tổng công suất | 65 | KW | |
| KÍCH THƯỚC VÀ TRỌNG LƯỢNG | ||||
| 19 | Tổng trọng lượng | 7600 | Kg | |
| 20 | Chiều dài | 8940 | mm | |
| 21 | Chiều rộng | 2840 | mm | |
| 22 | Chiều cao | 1500 | mm | |
Liên hệ VNTECH ngay để nhận báo giá chi tiết về dòng máy cắt laser inox LD-6020S với nhiều ưu đãi nhất.
LD-6020S có thể cắt inox loại nào?
Dòng máy gia công cắt Laser inox LD-6020S của VNTECH có thể gia công hầu hết các loại thép không gỉ (Inox):
– Inox 304: Loại phổ biến nhất trong đồ gia dụng, thiết bị y tế và bếp công nghiệp.
+ Máy LD-6020S cắt Inox 304 cho mạch cắt trắng sáng, bóng mịn khi sử dụng khí Nitơ trợ cắt.
– Inox 201: Thường dùng trong trang trí nội thất và quảng cáo.
+ Máy cắt cực nhanh trên mác inox này với chi phí vận hành thấp.
– Inox 316 / 316L: Loại inox chịu axit và môi trường biển.
+ LD-6020S xử lý tốt các tấm inox 316 dày phục vụ ngành đóng tàu hoặc hóa chất.
– Inox 430: Loại inox có từ tính, thường dùng cho các sản phẩm giá rẻ hoặc đồ dùng nhà bếp.
Máy gia công cắt laser inox LD-6020S đặc biệt hiệu quả khi gia công các loại bề mặt đòi hỏi tính thẩm mỹ cao mà không làm hư hại vật liệu:
– Inox gương: Cắt xuyên qua lớp màng bảo vệ PVC mà không gây cháy xém hay trầy xước bề mặt gương.
– Inox xước: Đảm bảo các vân xước không bị biến dạng do nhiệt.
– Inox mạ màu: Giữ nguyên màu sắc của lớp mạ (vàng, đồng, đen) tại vị trí sát mép cắt.

VNTECH – Đơn vị cung cấp máy cắt laser inox uy tín
Trong thị trường cơ khí chính xác tại Việt Nam, VNTECH đã khẳng định vị thế là đơn vị cung cấp giải pháp máy cắt laser fiber hàng đầu, đặc biệt chuyên sâu trong lĩnh vực gia công cắt laser inox. Với phương châm lấy kỹ thuật làm gốc và dịch vụ làm lòng tin, VNTECH không chỉ bán máy, mà còn cung cấp một hệ sinh thái sản xuất toàn diện cho doanh nghiệp.

VNTECH mang đến dải sản phẩm từ model mini đến model siêu công suất:
– Dòng máy cắt CNC laser mini: Giải pháp hoàn hảo cho các xưởng chế tác trang sức, vàng bạc và linh kiện nhỏ.
– Dòng máy cắt laser bàn đơn chiến lược: Model quốc dân cho các xưởng gia công inox tấm, quảng cáo và nội thất.
– Dòng máy cắt laser khổ lớn, công suất siêu cao (Gantry): Phục vụ các ngành đóng tàu, kết cấu thép với nguồn laser lên đến 30kW.
Khi mua máy tại VNTECH, khách hàng sẽ được:
– Bảo hành toàn bộ máy 12 tháng và riêng nguồn laser lên đến 24 tháng.
– Hỗ trợ kỹ thuật online 24/7, có mặt xử lý trực tiếp tại xưởng trong vòng 8 giờ làm việc.
– Chuyển giao công nghệ từ A-Z từ cách vận hành máy đến kỹ thuật xử lý file trên phần mềm.
– VNTECH luôn dự phòng bép cắt, kính bảo vệ và phụ tùng thay thế, giúp máy của bạn không bao giờ phải chờ đợi linh kiện quá lâu.

Giải pháp gia công cắt laser inox bằng máy LD-6020S là lựa chọn thực tế và bền vững cho bất kỳ doanh nghiệp cơ khí nào muốn vươn mình ra biển lớn. Tốc độ, sự chính xác và tính thẩm mỹ mà LD-6020S mang lại chính là lợi thế cạnh tranh tuyệt đối để bạn chinh phục những khách hàng khó tính nhất.
Hãy liên hệ ngay với VNTECH để được tư vấn cấu hình phù hợp nhất và xem máy gia công cắt inox vận hành thực tế tại xưởng!
Lưu ý khi gia công cắt laser inox
Gia công cắt laser inox là một quá trình đòi hỏi sự chính xác và cẩn thận để đạt được chất lượng sản phẩm tốt nhất. Dưới đây là những lưu ý quan trọng cần được xem xét:
1/ Lựa Chọn Inox Phù Hợp: Inox có nhiều loại khác nhau (304, 316 và 201) với thành phần hóa học và tính chất cơ học khác nhau.
– Inox 304 là loại phổ biến nhất, có độ bền và khả năng chống ăn mòn tốt.
– Inox 316 có khả năng chống ăn mòn cao hơn, đặc biệt là trong môi trường muối và hóa chất.
– Inox 201 có giá thành rẻ hơn nhưng khả năng chống ăn mòn thấp hơn.
*Độ dày của inox cũng là một yếu tố quan trọng cần xem xét.
+ Inox mỏng dễ bị biến dạng nhiệt hơn inox dày.
Bên cạnh đó, bề mặt Inox cần được kiểm tra kỹ càng trước khi đưa vào gia công.
+ Bề mặt gỉ sét hoặc trầy xước sẽ ảnh hưởng trực tiếp đến chất lượng đường cắt.

2/ Chuẩn Bị Máy Cắt Laser: Máy cắt laser fiber là lựa chọn tốt nhất cho việc cắt inox nhờ vào tốc độ cắt nhanh, chất lượng đường cắt tốt và khả năng cắt được nhiều loại inox khác nhau.
– Do Inox có khả năng phản xạ ánh sáng laser cao hơn nhiều so với thép carbon và các kim loại khác nên bạn cần:
+ Chọn máy cắt laser công suất cao hơn để đảm bảo cắt xuyên qua vật liệu.
+ Tia laser bị phản xạ có thể gây hư hỏng các bộ phận quang học của máy, nên cần sử dụng kính bảo vệ máy cắt laser.
– Lớp oxit crom trên bề mặt inox giúp nó chống ăn mòn, nhưng cũng có thể gây khó khăn trong quá trình cắt.
+ Cần lựa chọn loại khí hỗ trợ phù hợp để tránh oxy hóa bề mặt cắt.
+ Nitơ (N2) thường được ưu tiên hơn oxy (O2) khi cắt inox.
3/ An Toàn Lao Động: An toàn lao động là yếu tố quan trọng hàng đầu trong quá trình gia công cắt laser inox.
– Người vận hành cần đeo kính bảo hộ, găng tay và quần áo bảo hộ để bảo vệ cơ thể khỏi tia lửa.
– Hệ thống hút khói phải hoạt động tốt để loại bỏ khói và bụi kim loại giúp bảo vệ sức khỏe người vận hành.
– Cần trang bị bình cứu hỏa trong khu vực làm việc để phòng tránh sự cố cháy nổ.
Kinh nghiệm cài thông số cắt laser inox
1/ Công Suất Laser: Công suất laser cần được điều chỉnh phù hợp với độ dày và loại inox cần cắt.
– Công suất quá cao có thể gây cháy xém và biến dạng inox.
– Công suất quá thấp có thể dẫn đến đường cắt không hoàn chỉnh.
| Công suất (W) | Độ dày vật liệu (mm) | Công suất (W) | Độ dày vật liệu (mm) |
| 1000 | 0.8 – 5 | 6000 | 1 – 20 |
| 1500 | 1 – 6 | 8000 | 1 – 30 |
| 2000 | 1 – 8 | 10000 | 1 – 40 |
| 3000 | 1 – 10 | 12000 | 1 – 45 |
| 4000 | 1 – 15 | 15000 | 1 – 50 |
2/ Tốc Độ Cắt: Tốc độ cắt cũng cần được điều chỉnh phù hợp để đạt được đường cắt mịn và chính xác.
– Tốc độ cắt quá cao có thể gây ra đường cắt không đều và xỉ.
– Tốc độ cắt quá thấp có thể gây cháy xém và biến dạng inox.
3/ Khí Hỗ Trợ Nitơ (N2): Khí Nitơ được sử dụng để gia công Inox vì loại khí này có ưu điểm là giúp tạo ra đường cắt sạch, giảm thiểu sự oxi hóa ở cạnh cắt.
– Áp suất khí nitơ cũng cần được điều chỉnh phù hợp để đảm bảo hiệu quả cắt tốt nhất.
4/ Vị Trí Tiêu Điểm: Vị trí tiêu điểm của tia laser cần được điều chỉnh chính xác để tia laser hội tụ tốt và tạo ra đường cắt sắc nét.
>>> Xem thêm: Những lưu ý khi cài đặt thông số cắt laser
Quá trình gia công cắt laser inox
1/ Giám Sát Quá Trình Cắt:
Người vận hành cần giám sát quá trình cắt liên tục để phát hiện kịp thời các bất thường:
– Quan sát tia Laser, cũng như đường cắt giúp phát hiện ra các sự cố sớm nhất.
– Lắng nghe tiếng ồn của máy để kiểm tra hoạt động của máy.
+ Nếu có những tiếng động lạ phát sinh, cần dừng máy lại và kiểm tra ngay.

2/ Xử Lý Nhiệt:
– Inox dẫn nhiệt kém, dẫn đến nhiệt độ tập trung cao tại vùng cắt.
=> Điều này có thể gây biến dạng nhiệt và cháy cạnh nếu không kiểm soát tốt.
+ Cần sử dụng hệ thống làm mát hiệu quả và điều chỉnh thông số cắt phù hợp.
+ Cần kiểm soát vùng ảnh hưởng nhiệt (HAZ) để tránh biến dạng inox.
>>> Xem thêm: Những lưu ý khi cắt laser thép tấm
3/ Lưu ý sau khi cắt laser inox
3.1 Kiểm Tra Chất Lượng Đường Cắt:
– Sau khi cắt, cần kiểm tra chất lượng đường cắt để đảm bảo đáp ứng yêu cầu kỹ thuật.
– Kiểm tra kích thước và độ chính xác của sản phẩm, độ mịn và các khuyết tật của đường cắt.

3.2 Xử Lý Bề Mặt Sau Cắt:
– Loại bỏ xỉ và bụi bám trên bề mặt inox bằng bàn chải hoặc hóa chất chuyên dụng.
– Đánh bóng hoặc xử lý bề mặt inox nếu cần thiết để đạt được độ bóng và tính thẩm mỹ mong muốn.
3.3 Bảo Trì Máy Cắt Laser:
– Vệ sinh máy cắt laser thường xuyên để đảm bảo hoạt động ổn định và kéo dài tuổi thọ máy.
– Kiểm tra và bảo trì các bộ phận quan trọng như thấu kính, béc cắt, hệ thống làm mát và hệ thống khí hỗ trợ.
Các lỗi khi gia công cắt laser inox thường gặp
Dưới đây là một số lỗi khi gia công cắt laser inox kèm nguyên nhân và cách khắc phục:
1/ Sản phẩm có Bavia:
– Nguyên nhân:
+ Tốc độ cắt quá chậm hoặc quá nhanh.
+ Công suất laser không phù hợp.
+ Áp suất khí hỗ trợ không đủ hoặc không ổn định.
+ Béc cắt bị mòn hoặc hỏng.
+ Thấu kính bị bẩn hoặc hỏng.
– Cách khắc phục:
+ Điều chỉnh tốc độ cắt và công suất laser phù hợp.
+ Kiểm tra và điều chỉnh áp suất khí hỗ trợ.
+ Thay thế béc cắt và vệ sinh thấu kính thường xuyên.
+ Kiểm tra chất lượng khí hỗ trợ.
2/ Inox bị cháy cạnh:
– Nguyên nhân:
+ Tốc độ cắt quá chậm.
+ Công suất laser quá cao.
+ Khí hỗ trợ không đủ.
+ Vật liệu có lớp phủ bẩn, hoặc chất liệu dễ cháy.
– Cách khắc phục:
+ Tăng tốc độ cắt.
+ Giảm công suất laser.
+ Kiểm tra và điều chỉnh áp suất khí hỗ trợ.
+ Làm sạch vật liệu trước khi gia công.

3/ Đường cắt không đều, răng cưa:
– Nguyên nhân:
+ Thông số cắt không phù hợp.
+ Vị trí tiêu điểm không chính xác.
+ Máy bị rung động.
+ Chất lượng trùm tia laser không ổn định.
– Cách khắc phục:
+ Điều chỉnh thông số cắt (tốc độ, công suất, khí hỗ trợ).
+ Kiểm tra và điều chỉnh vị trí tiêu điểm.
+ Kiểm tra độ ổn định của máy.
+ Kiểm tra và hiệu chỉnh lại hệ thống quang học của máy.

4/ Cắt không xuyên hoàn toàn:
– Nguyên nhân:
+ Năng lượng laser không đủ.
+ Tốc độ cắt quá nhanh.
+ Khoảng cách tiêu điểm sai.
+ Độ dày phôi lớn hơn khả năng cắt của máy.
– Cách khắc phục:
+ Tăng công suất Laser.
+ Giảm tốc độ cắt.
+ Hiệu chỉnh lại khoảng cách tiêu điểm.
+ Đánh giá lại độ dày vật liệu và so sánh với khả năng cắt của máy.
5/ Đường cắt bị sần sùi:
– Nguyên nhân:
+ Chất lượng chùm tia Laser kém.
+ Khí hỗ trợ không phù hợp.
+ Thông số máy cài đặt sai.
– Cách khắc phục:
+ Kiểm tra hệ thống quang học của máy.
+ Lựa chọn lại loại khí hỗ trợ.
+ Hiệu chỉnh lại các thông số máy.
6/ Sản phẩm bị cong vênh:
– Nguyên nhân:
+ Nhiệt độ cao trong quá trình cắt.
+ Vật liệu mỏng.
+ Khoảng cách cắt không hợp lý.
– Cách khắc phục:
+ Sử dụng hệ thống làm mát hiệu quả.
+ Giảm tốc độ cắt.
+ Sắp xếp khoảng cách các chi tiết cắt hợp lý.
7/ Sản phẩm bị biến dạng nhiệt:
– Nguyên nhân:
+ Vùng ảnh hưởng nhiệt (HAZ) quá lớn.
+ Công suất laser quá cao.
+ Tốc độ cắt quá chậm.
– Cách khắc phục:
+ Điều chỉnh thông số cắt để giảm HAZ.
+ Sử dụng khí hỗ trợ nitơ để giảm nhiệt.
+ Kiểm soát tốt mức năng lượng cắt.
8/ Xỉ bám trên bề mặt cắt:
– Nguyên nhân:
+ Khí hỗ trợ không đủ áp suất.
+ Tốc độ cắt quá nhanh.
+ Loại khí hỗ trợ không phù hợp.
– Cách khắc phục:
+ Tăng áp suất khí hỗ trợ.
+ Giảm tốc độ cắt.
+ Sử dụng khí nitơ.
9/ Vết xước:
– Nguyên nhân:
+ Gá đặt vật liệu không cẩn thận.
+ Bàn cắt bị bẩn.
+ Vật liệu có sẳn vết xước.
– Cách khắc phục:
+ Cẩn thận khi gá đặt.
+ Vệ sinh bàn cắt.
+ Kiểm tra kỹ vật liệu đầu vào.
10/ Oxi hóa bề mặt cắt:
– Nguyên nhân: Sử dụng loại khí hỗ trợ không phù hợp.
– Cách khắc phục: Sử dụng khí nitơ.
11/ Sai lệch kích thước:
– Nguyên nhân:
+ Cài đặt sai thông số.
+ Sai lệch cơ khí máy.
+ Lỗi bản vẽ thiết kế.
– Cách khắc phục:
+ Kiểm tra kỹ thông số trước khi cắt.
+ Hiệu chỉnh cơ khí máy.
+ Kiểm tra lại bản vẽ thiết kế.
12/ Lỗi do cài đặt thông số không chính xác:
– Nguyên nhân: người vận hành thiếu kinh nghiệm.
– Cách khắc phục: Đào tạo vận hành máy.
13/ Lỗi do thiết bị:
– Nguyên nhân: Thiết bị hư hỏng.
– Cách khắc phục: Bảo trì, bảo dưỡng máy thường xuyên.
14/ Bỏng do tia laser hoặc nhiệt độ cao:
– Nguyên nhân: Không sử dụng thiết bị bảo hộ.
– Cách khắc phục: Sử dụng kính bảo hộ, găng tay, quần áo bảo hộ.
15/ Hít phải khói bụi kim loại:
– Nguyên nhân: Hệ thống hút khói không hiệu quả.
– Cách khắc phục: Đảm bảo hệ thống hút khói hoạt động tốt.
16/ Tai nạn do máy móc vận hành không đúng cách:
– Nguyên nhân: Không tuân thủ các quy tắc vận hành máy.
– Cách khắc phục: Đào tạo vận hành máy, và tuân thủ các quy tắc an toàn.
Gia công cắt laser inox là một quy trình đòi hỏi sự cẩn thận, tỉ mỉ và kiến thức chuyên môn. Bằng cách tuân thủ các lưu ý trên, bạn có thể đạt được kết quả tốt nhất, đảm bảo chất lượng sản phẩm và an toàn lao động.
VNTECH - Đơn vị cung cấp máy móc gia công cơ khí chính hãng, uy tín, đa dạng về chủng loại, đáp ứng mọi nhu cầu sản xuất. Để được tư vấn chi tiết và nhận báo giá tốt nhất, quý khách vui lòng liên hệ theo thông tin bên dưới.

________________
THÔNG TIN LIÊN HỆ
- Địa chỉ văn phòng:
- Địa chỉ Hà Nội: NO-05A23, Khu/Ngõ 1 Nguyễn Khắc Viện, Khu tái định cư Giang Biên, Hà Nội
- Chi Nhánh Đà Nẵng: Lô 11, Khu A4, Nguyễn Sinh Sắc, Hoà Minh, Liên Chiểu, Đà Nẵng
- Chi Nhánh HCM: 43 Đường N2, KP Thống Nhất, Dĩ An, Bình Dương
- SĐT: 0984.537.333
- Email: sale@vntechcnc.vn
- Facebook: https://www.facebook.com/vntechcnc
- Website: https://thietbivntech.vn