Hàn TIG inox mỏng là một kỹ thuật đòi hỏi sự tỉ mỉ, người thợ phải có kỹ năng kiểm soát nhiệt độ tốt, điều chỉnh dòng hàn phù hợp và sử dụng khí bảo vệ hiệu quả để tránh làm biến dạng hoặc cháy thủng vật liệu. Với những ai mới bắt đầu, việc hiểu rõ các nguyên tắc cơ bản và nắm vững kỹ thuật là yếu tố then chốt để tạo ra những mối hàn đẹp, chất lượng.

Nội dung bài viết
Nguyên tắc cơ bản khi hàn inox mỏng
Khi hàn TIG inox mỏng, việc tuân thủ các nguyên tắc cơ bản là vô cùng quan trọng để đảm bảo mối hàn chất lượng và tránh làm hỏng vật liệu. Dưới đây là những nguyên tắc cơ bản bạn cần nắm vững:
1/ Kiểm soát nhiệt độ:
– Inox mỏng rất dễ bị biến dạng hoặc cháy thủng do nhiệt độ cao.
+ Sử dụng dòng hàn thấp, hàn ngắt quãng và kỹ thuật hàn xung (pulse welding) để giảm lượng nhiệt truyền vào vật liệu.

2/ Chuẩn bị vật liệu kỹ lưỡng:
– Bề mặt inox cần được làm sạch hoàn toàn để loại bỏ dầu mỡ, bụi bẩn và oxit.
– Sử dụng dung dịch tẩy rửa chuyên dụng và bàn chải thép không gỉ để làm sạch.
3/ Chọn và điều chỉnh thông số hàn phù hợp:
– Sử dụng máy hàn TIG có khả năng điều chỉnh dòng hàn chính xác.
– Chọn điện cực tungsten có kích thước phù hợp với độ dày vật liệu.
– Điều chỉnh lưu lượng khí bảo vệ Argon phù hợp để bảo vệ mối hàn khỏi oxy hóa.
4/ Kỹ thuật hàn chính xác:
– Giữ góc hàn và khoảng cách điện cực ổn định.
– Di chuyển mỏ hàn đều đặn và kiểm soát tốc độ hàn.
– Sử dụng kỹ thuật hàn điểm (tacking) để cố định các chi tiết trước khi hàn hoàn chỉnh.
>>> Xem thêm sản phẩm liên quan:

5/ An toàn lao động:
– Sử dụng đầy đủ trang bị bảo hộ lao động: mặt nạ hàn, găng tay, áo khoác, v.v.
– Đảm bảo không gian làm việc thông thoáng.
– Tuân thủ các quy tắc an toàn điện và phòng cháy chữa cháy.
>>> Xem thêm: Phân biệt & so sánh hàn TIG và hàn MIG chi tiết
Hướng dẫn cách hàn TIG inox mỏng đẹp
Để hàn TIG inox mỏng đẹp, bạn cần thực hiện theo các bước sau một cách cẩn thận và tỉ mỉ:
Chuẩn bị trước khi hàn
1/ Làm sạch bề mặt inox:
– Inox mỏng rất dễ bị ảnh hưởng bởi các tạp chất, dầu mỡ, oxit và bụi bẩn.
+ Bất kỳ tạp chất nào còn sót lại trên bề mặt cũng có thể gây ra các khuyết tật như rỗ khí, nứt hoặc mối hàn không ngấu.
– Sử dụng dung dịch làm sạch chuyên dụng cho inox hoặc dung dịch acetone để loại bỏ dầu mỡ và bụi bẩn.
+ Chỉ sử dụng bàn chải thép không gỉ để tránh lây nhiễm sắt từ các loại bàn chải thép thông thường.

2/ Chuẩn bị que hàn phụ:
– Que hàn ER308L và ER316L là những loại que hàn phổ biến cho inox.
– Đối với inox mỏng, que hàn đường kính 1.6mm hoặc nhỏ hơn là phù hợp.
– Làm sạch que hàn phụ trước khi sử dụng để đảm bảo không có tạp chất.
3/ Chuẩn bị thiết bị:
– Máy có chức năng hàn xung (pulsed TIG) là một lợi thế lớn khi hàn inox mỏng.
– Sử dụng khí Argon tinh khiết (99.99%) để bảo vệ mối hàn khỏi sự oxy hóa.
– Điện cực vonfram thorium (đỏ) hoặc lanthanum (vàng) là phổ biến.
– Mỏ hàn phải sạch sẽ, không bị tắc nghẽn và có kích thước phù hợp với công việc.
– Trang bị mặt nạ hàn, găng tay da chuyên dụng, quần áo bảo hộ chống cháy để bảo vệ cơ thể.
Thiết lập máy hàn TIG
1/ Điều chỉnh dòng điện hàn:
– Nguyên tắc chung là 1 ampe cho mỗi 0.025mm độ dày vật liệu.
+ Ví dụ, với inox dày 1mm, dòng điện hàn khoảng 40 ampe.
+ Dòng điện hàn cần được điều chỉnh rất chính xác.
– Sử dụng chế độ hàn xung (pulsed TIG) để kiểm soát nhiệt lượng tốt hơn.
2/ Chọn loại dòng điện:
– Dòng điện một chiều điện cực âm (DCEN) là phổ biến nhất cho hàn inox.
+ Dòng điện này tập trung nhiệt lượng vào vật liệu, giúp tạo ra mối hàn ngấu sâu.
3/ Điều chỉnh lưu lượng khí Argon:
– Lưu lượng khí Argon cần đủ để bảo vệ mối hàn.
+ Khoảng 6-10 lít/phút là phù hợp.
– Kiểm tra và điều chỉnh lưu lượng khí trước và trong quá trình hàn.
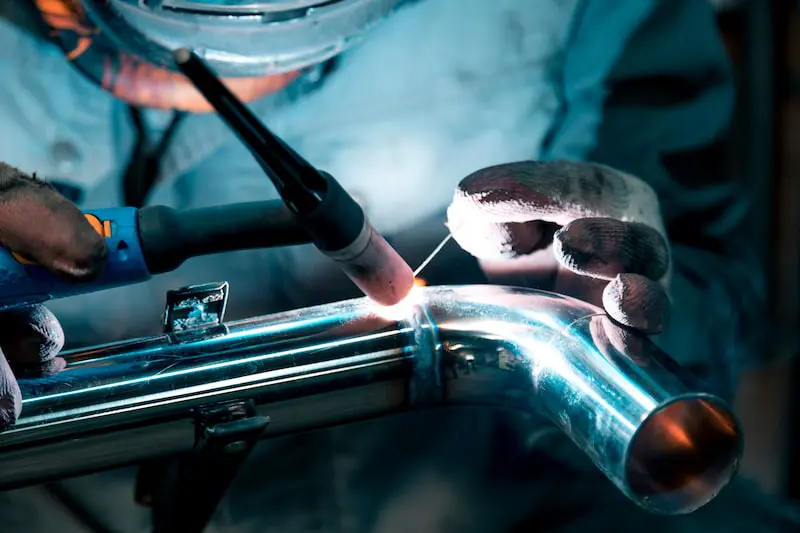
Hướng dẫn kỹ thuật hàn TIG inox mỏng
Bước 1: Mồi hồ quang
– Sử dụng phương pháp mồi hồ quang cao tần (HF) để tránh làm bẩn điện cực vonfram.
+ Phương pháp này không yêu cầu chạm điện cực vào vật liệu.
– Góc hàn: Giữ mỏ hàn nghiêng khoảng 70-80 độ so với bề mặt vật liệu.
+ Góc nghiêng này giúp kiểm soát hồ quang và vũng hàn tốt hơn.
– Bắt đầu mồi hồ quang ở vị trí cách mép hàn một chút, sau đó di chuyển hồ quang đến vị trí bắt đầu hàn.

Bước 2: Tạo vũng hàn
– Đưa hồ quang đến vị trí bắt đầu, tạo vũng hàn nhỏ và ổn định.
+ Vũng hàn nên có kích thước vừa phải, không quá lớn.
– Di chuyển mỏ hàn chậm và đều, giữ khoảng cách hồ quang ổn định.
– Quan sát vũng hàn để đảm bảo kim loại nóng chảy đều và không có khuyết tật.
Bước 3: Cấp dây hàn phụ
– Đưa que hàn phụ vào mép trước của vũng hàn, góc khoảng 10-15 độ.
+ Góc này giúp dây hàn phụ nóng chảy đều và hòa trộn với vũng hàn.
– Cấp dây hàn đều đặn, tránh đưa quá nhiều kim loại vào vũng hàn.
+ Lượng dây hàn phụ cần phù hợp với tốc độ di chuyển mỏ hàn và kích thước vũng hàn.
– Giữ đầu que hàn phụ luôn nằm trong vùng khí bảo vệ để tránh bị oxy hóa.

Bước 4: Kiểm soát nhiệt
– Hàn ngắt quãng hoặc hàn điểm để giảm thiểu nhiệt lượng truyền vào vật liệu.
+ Kỹ thuật này đặc biệt quan trọng khi hàn inox mỏng để tránh bị biến dạng nhiệt.
– Di chuyển mỏ hàn nhanh hơn trên các khu vực dễ bị biến dạng nhiệt: góc cạnh hoặc các chi tiết mỏng.
– Sử dụng tản nhiệt hoặc kẹp tản nhiệt để hút nhiệt từ vật liệu.
Bước 5: Kết thúc hàn:
– Giảm dần dòng điện trước khi ngắt hồ quang để tránh tạo vết lõm ở cuối mối hàn.
+ Sử dụng chức năng giảm dòng điện của máy hàn nếu có.
– Giữ mỏ hàn tại vị trí cuối mối hàn trong vài giây sau khi ngắt hồ quang để khí Argon bảo vệ mối hàn nguội.
– Kiểm tra kỹ lưỡng phần cuối của mối hàn xem có bị nứt hay không.
Kiểm tra và hoàn thiện
1/ Kiểm tra mối hàn:
– Kiểm tra hình dạng, độ ngấu và các khuyết tật như: nứt, rỗ khí, lõm, hoặc mối hàn không đồng đều.
>>> Xem thêm: 28 khuyết tật mối hàn thường gặp
– Sử dụng kính lúp hoặc các phương pháp kiểm tra không phá hủy (NDT) nếu cần.

– Đối với các mối hàn quan trọng, có thể sử dụng phương pháp chụp X-quang hoặc siêu âm để kiểm tra độ ngấu, phát hiện khuyết tật bên trong.
>>> Xem thêm: Các phương pháp kiểm tra mối hàn
2/ Làm sạch mối hàn:
– Loại bỏ xỉ hàn (nếu có) bằng bàn chải thép không gỉ.
+ Lưu ý, chỉ sử dụng bàn chải thép không gỉ để tránh lây nhiễm sắt.
– Sử dụng dung dịch tẩy mối hàn chuyên dụng để loại bỏ vết ố và làm sáng bóng bề mặt inox.
– Đánh bóng mối hàn để tăng độ thẩm mỹ và khả năng chống ăn mòn.
Cách hàn TIG không bị đen
Hiện tượng inox bị đen sau khi hàn TIG chủ yếu là do quá trình oxy hóa xảy ra ở nhiệt độ cao. Để tránh tình trạng này, bạn có thể áp dụng các biện pháp sau:
– Sử dụng khí bảo vệ chất lượng cao:
+ Khí Argon tinh khiết là yếu tố quan trọng nhất.
+ Hãy đảm bảo rằng bạn sử dụng khí Argon có độ tinh khiết cao và lưu lượng khí phù hợp để bảo vệ mối hàn khỏi oxy hóa.

– Làm sạch bề mặt inox:
+ Trước khi hàn, hãy làm sạch bề mặt inox kỹ lưỡng để loại bỏ dầu mỡ, bụi bẩn và các tạp chất khác.
+ Những tạp chất này có thể gây ra hiện tượng oxy hóa khi hàn.
– Kiểm soát nhiệt độ hàn:
+ Bạn có thể sử dụng phương pháp hàn xung (pulse welding) để giảm lượng nhiệt truyền vào vật liệu.
+ Hạn chế tối đa việc để vật liệu quá nóng, nên hàn ngắt quãng.
– Đảm bảo bạn sử dụng kỹ thuật hàn đúng cách, bao gồm: góc hàn, khoảng cách điện cực và tốc độ hàn.
– Sử dụng thuốc chống oxy hóa:
+ Hiện nay trên thị trường có các loại thuốc chuyên dùng cho hàn Inox để chống việc bị oxy hóa sau khi hàn, bạn có thể tham khảo sử dụng.
Hàn inox mỏng bằng hàn que, Tig, Mig hay Laser?
Đối với hàn inox mỏng, hàn TIG và hàn Laser được xem là lựa chọn tốt nhất. Dưới đây là so sánh giữa các loại máy hàn:
– Là phương pháp hàn tốt nhất cho inox mỏng, đặc biệt là khi sử dụng chức năng hàn xung.
– Tạo ra mối hàn đẹp, chính xác và ít biến dạng.
– Thích hợp cho các công việc đòi hỏi độ thẩm mỹ cao.
– Cung cấp độ chính xác cao và mối hàn đẹp.
– Thích hợp cho các chi tiết nhỏ và đòi hỏi độ chính xác tuyệt đối.
– Tuy nhiên, máy hàn laser có giá thành cao.

3/ Máy hàn MIG:
– Phù hợp cho hàn inox có độ dày vừa và lớn.
– Tốc độ hàn nhanh, nhưng có thể gây ra nhiều biến dạng hơn so với hàn TIG.

4/ Máy hàn que:
– Ít được sử dụng cho hàn inox mỏng do khó kiểm soát nhiệt độ và dễ gây ra biến dạng.
– Phương pháp này mối hàn tạo ra thường không được đẹp.

Hàn TIG inox mỏng đòi hỏi sự kết hợp giữa kiến thức lý thuyết vững chắc và kỹ năng thực hành thành thạo. Việc tuân thủ nghiêm ngặt các nguyên tắc cơ bản, từ chuẩn bị vật liệu, điều chỉnh thông số hàn, đến kỹ thuật hàn chính xác, là yếu tố quyết định tạo nên mối hàn đẹp và chất lượng.
VNTECH - Đơn vị cung cấp máy móc gia công cơ khí chính hãng, uy tín, đa dạng về chủng loại, đáp ứng mọi nhu cầu sản xuất. Để được tư vấn chi tiết và nhận báo giá tốt nhất, quý khách vui lòng liên hệ theo thông tin bên dưới.

________________
THÔNG TIN LIÊN HỆ
- Địa chỉ văn phòng:
- Địa chỉ Hà Nội: NO-05A23, Khu/Ngõ 1 Nguyễn Khắc Viện, Khu tái định cư Giang Biên, Hà Nội
- Chi Nhánh Đà Nẵng: Lô 11, Khu A4, Nguyễn Sinh Sắc, Hoà Minh, Liên Chiểu, Đà Nẵng
- Chi Nhánh HCM: 43 Đường N2, KP Thống Nhất, Dĩ An, Bình Dương
- SĐT: 0984.537.333
- Email: sale@vntechcnc.vn
- Facebook: https://www.facebook.com/vntechcnc
- Website: https://thietbivntech.vn