Trong ngành gia công kim loại tấm, bép cắt oxy gas tuy là một thiết bị cắt nhiệt cổ điển nhưng vẫn vô cùng hiệu quả và linh hoạt khi xử lý các loại thép carbon có độ dày lớn. Bép cắt là một bộ phận kiểm soát khí đốt với nhiệt độ lý tưởng và định hướng dòng oxy cắt một cách chính xác.

Bài viết này, VNTECH sẽ đi sâu khám phá bép cắt oxy-gas và so sánh hiệu quả cắt với bép cắt laser.
Nội dung bài viết
Bép cắt Oxy Gas là gì?
Bép cắt oxy gas là bộ phận cuối cùng của mỏ cắt trong hệ thống cắt kim loại bằng phương pháp oxy-gas. Nó có vai trò then chốt trong việc:
– Tạo hình và hướng dòng khí đốt:
+ Bép cắt có các lỗ phun được thiết kế để hòa trộn oxy và khí nhiên liệu (như acetylene, propane, LPG, khí tự nhiên) theo tỷ lệ thích hợp.
+ Tạo ra ngọn lửa mồi có nhiệt độ cần thiết để đốt nóng kim loại đến nhiệt độ mồi.
– Tạo hình và hướng dòng oxy cắt:
+ Bép cắt có một lỗ phun trung tâm để tạo ra dòng oxy tinh khiết, áp suất cao và tập trung, hướng trực tiếp vào vùng kim loại đã được đốt nóng.
+ Dòng oxy này sẽ phản ứng hóa học với kim loại nóng tạo thành oxit kim loại (xỉ) và đồng thời thổi bay lớp xỉ này ra khỏi đường cắt.
Bép cắt oxy gas là đầu vòi phun được thiết kế đặc biệt để kiểm soát ngọn lửa đốt nóng và dòng oxy cắt, quyết định trực tiếp đến chất lượng, tốc độ và hiệu quả của quá trình cắt kim loại bằng oxy-gas.

So sánh bép cắt oxy gas với bép cắt laser
Cả bép cắt oxy-gas và bép cắt laser đều là những bộ phận quan trọng trong các phương pháp cắt nhiệt. Tuy nhiên, chúng hoạt động dựa trên các nguyên lý khác nhau và được thiết kế với những đặc điểm riêng biệt, phù hợp với các ứng dụng và yêu cầu khác nhau.
| Tiêu chí | Bép cắt Oxy-Gas | Bép cắt Laser |
| Nguyên lý cắt | Phản ứng hóa học (oxy hóa) ở nhiệt độ cao. | Nóng chảy và bay hơi vật liệu bằng chùm tia laser hội tụ. |
| Nguồn năng lượng | Cháy của khí nhiên liệu và oxy. | Năng lượng điện chuyển hóa thành tia laser. |
| Vật liệu bép cắt | Hợp kim đồng, đồng thau. | Hợp kim đồng. |
| Thiết kế lỗ phun | Nhiều lỗ phun mồi, một lỗ phun oxy cắt lớn. | Một lỗ phun trung tâm (hình dạng đa dạng). |
| Khí sử dụng | Khí nhiên liệu (Acetylene, Propane,…) và Oxy. | Khí hỗ trợ (O2, N2, Argon, Air). |
| Chức năng của khí | Đốt nóng (mồi) và oxy hóa/thổi bay vật liệu. | Thổi bay vật liệu nóng chảy/bay hơi, làm mát, bảo vệ. |
| Độ rộng đường cắt | Rộng hơn (vài mm trở lên). | Nhỏ hơn (thường dưới 1 mm). |
| Chất lượng đường cắt | Thấp, nhiều xỉ và ba via. | Cao hơn, sạch và mịn. |
| Vùng ảnh hưởng nhiệt | Lớn hơn. | Nhỏ hơn đáng kể. |
| Khả năng cắt vật liệu | Chủ yếu thép carbon và một số hợp kim thấp. | Đa dạng kim loại và một số phi kim. |
| Khả năng cắt dày | Tốt cho vật liệu dày (hàng chục cm). | Tốt cho vật liệu mỏng đến trung bình (tới vài chục mm). |
| Tốc độ cắt | Chậm hơn, đặc biệt trên vật liệu mỏng. | Nhanh hơn, đặc biệt trên vật liệu mỏng. |
| Độ chính xác | Thấp hơn. | Cao hơn nhiều. |
| Chi phí đầu tư | Thấp hơn. | Cao hơn. |
| Chi phí vận hành | Có thể cao hơn trên vật liệu mỏng. | Có thể thấp hơn trên vật liệu mỏng. |
| Tính di động | Di động hơn. | Cố định hơn. |
Kết luận:
Bép cắt oxy-gas là một giải pháp kinh tế và hiệu quả cho việc cắt các vật liệu thép carbon dày, nơi tốc độ và độ chính xác không phải là ưu tiên hàng đầu.
Tuy nhiên, nó có nhược điểm là:
+ Chất lượng đường cắt thấp hơn
+ Vùng ảnh hưởng nhiệt lớn hơn
+ Tốc độ cắt chậm hơn, đặc biệt trên vật liệu mỏng.

Bép cắt laser mang lại độ chính xác và chất lượng cắt vượt trội, đặc biệt trên các vật liệu mỏng đến trung bình.
+ Khả năng cắt đa dạng vật liệu
+ Tốc độ cắt nhanh
+ Vùng ảnh hưởng nhiệt nhỏ

=> Trở thành lựa chọn lý tưởng cho các ứng dụng đòi hỏi độ tinh xảo cao và sản xuất hàng loạt.
>>> Xem thêm: Tìm hiểu về bép cắt plasma hypertherm
Cấu tạo của bép cắt Oxy-Gas
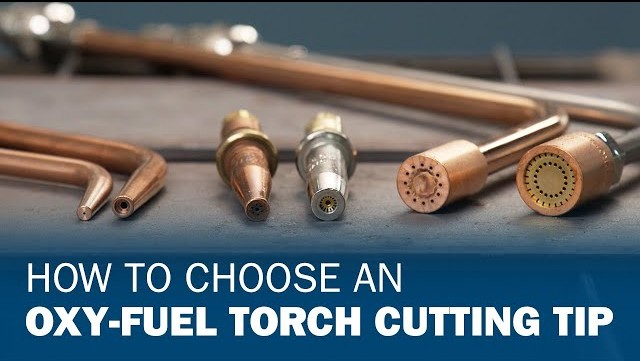
Bép cắt oxy gas được cấu tạo từ một số thành phần chính:
1/ Vật liệu chế tạo: Hợp kim đồng hoặc đồng thau.
– Đồng giúp tản nhiệt nhanh chóng từ đầu bép, ngăn ngừa quá nhiệt và kéo dài tuổi thọ.
– Đồng thau cũng được sử dụng rộng rãi nhờ khả năng gia công tốt và độ bền tương đối cao.
Trong một số ứng dụng đòi hỏi độ bền cao hơn, bép cắt có thể được mạ thêm một lớp bảo vệ bên ngoài để tăng khả năng chống mài mòn và ăn mòn hóa học.

2/ Các lỗ phun (Orifices): Đây là các kênh dẫn khí ra ngoài và là yếu tố quyết định hình dạng và đặc tính của ngọn lửa và dòng oxy cắt.
– Lỗ phun khí đốt (Preheat Orifices): Một bép cắt sẽ có từ 4 đến 6 lỗ phun mồi, được bố trí xung quanh lỗ phun oxy cắt trung tâm.
+ Tạo ra các ngọn lửa nhỏ, tập trung để nhanh chóng đốt nóng kim loại
+ Khoảng 870-980°C đối với thép carbon.
– Lỗ phun oxy cắt (Cutting Orifice): Đây là lỗ phun trung tâm, có kích thước và hình dạng tùy thuộc vào độ dày của vật liệu và loại khí đốt được sử dụng.
+ Hình tròn đơn giản cho các ứng dụng cắt thông thường
+ Hình côn hội tụ để tạo ra dòng oxy tập trung hơn cho cắt dày
+ Hình trụ có vát mép để cải thiện khả năng loại bỏ xỉ.

3/ Thiết kế bên trong: Bên trong bép cắt Oxy Gas là hệ thống các kênh dẫn khí đến đúng các lỗ phun tương ứng.
4/ Ren kết nối: Phần đuôi của bép cắt được trang bị ren để kết nối chắc chắn với đầu mỏ cắt.
– Ren đảm bảo sự lắp ráp kín khít, ngăn ngừa rò rỉ khí.
Các loại bép cắt Oxy-Gas phổ biến
Có rất nhiều loại bép cắt Oxy Gas khác nhau:
Phân loại theo số lượng mảnh
1/ Bép cắt một mảnh (One-piece nozzles): Ưa chuộng cho các công việc cắt vật liệu mỏng đến trung bình.
– Thiết kế đơn giản, đầu bép chứa các lỗ phun.
– Thân bép có ren kết nối được tích hợp thành một khối duy nhất.
– Ưu điểm chính là giá thành thường thấp hơn và dễ dàng sử dụng, lắp đặt.
2/ Bép cắt hai mảnh (Two-piece nozzles): Loại bép này bao gồm một đầu bép (tip) chứa các lỗ phun và một thân bép (seat) có ren để kết nối với mỏ cắt.
– Đầu bép và thân bép được thiết kế để có bề mặt tiếp xúc tốt giúp tản nhiệt hiệu quả hơn.
– Bép hai mảnh thường được sử dụng cho các ứng dụng cắt vật liệu dày hơn hoặc trong môi trường công nghiệp đòi hỏi hiệu suất làm việc liên tục và độ bền cao.
– Việc thay thế đầu bép khi bị mòn mà không cần thay toàn bộ cụm giúp tiết kiệm chi phí.

Phân loại theo loại khí đốt
1/ Bép cắt Acetylene: Sử dụng với khí acetylene – loại khí đốt tạo ra ngọn lửa có nhiệt độ cao nhất cho cắt oxy-gas.
– Cắt nhanh và hiệu quả trên thép carbon.
2/ Bép cắt Propane/LPG: Khí propane và khí hóa lỏng (LPG) tạo ra ngọn lửa có nhiệt độ thấp hơn acetylene.
– Bép cắt cho propane/LPG thường có thiết kế với nhiều lỗ phun mồi hơn (thường là 5 hoặc 6 lỗ).
3/ Bép cắt Natural Gas/Methane: Khí tự nhiên (methane) có nhiệt độ ngọn lửa thấp nhất.
– Tối ưu hóa quá trình đốt cháy và truyền nhiệt, đôi khi bao gồm các vách ngăn bên trong để tăng cường sự trộn lẫn khí.
Phân loại theo ứng dụng
1/ Bép cắt tốc độ cao (High speed nozzles): Được thiết kế với hình dạng lỗ phun oxy cắt đặc biệt để tạo ra dòng oxy tập trung và có động lượng cao hơn.
– Tăng tốc độ cắt mà vẫn duy trì được chất lượng cắt.
2/ Bép cắt vát mép (Bevel cutting nozzles): Loại bép này có thiết kế góc cạnh của lỗ phun oxy cắt, cho phép tạo ra các mép vát với góc độ khác nhau trong một lần cắt.
– Chúng được sử dụng rộng rãi trong công tác chuẩn bị phôi cho quá trình hàn.
3/ Bép cắt rãnh (Gouging nozzles): Được thiết kế với lỗ phun lớn hơn và góc độ đặc biệt để loại bỏ một lượng lớn kim loại.
– Ứng dụng làm sạch mối hàn bị lỗi, tạo rãnh U hoặc V để chuẩn bị cho hàn nhiều lớp.
Yếu tố ảnh hưởng đến hiệu suất
Hiệu suất của bép cắt oxy gas bị ảnh hưởng bởi nhiều yếu tố trong quá trình sử dụng:
– Áp suất khí đốt và oxy không phù hợp có thể dẫn đến ngọn lửa không ổn định, tốc độ cắt chậm, chất lượng cắt kém.
– Độ dày và loại vật liệu cắt:
+ Lỗ phun quá nhỏ có thể không đủ oxy để cắt xuyên suốt
+ Lỗ phun quá lớn có thể gây lãng phí oxy và tạo ra đường cắt quá rộng.
– Kỹ năng của người vận hành:
+ Các thao tác không đúng kỹ thuật có thể dẫn đến đường cắt xấu, nhiều xỉ và làm hỏng bép do va chạm hoặc quá nhiệt cục bộ.

– Chất lượng khí oxy và khí đốt:
+ Tạp chất trong khí có thể gây tắc nghẽn lỗ phun, làm giảm lưu lượng khí tạo ra ngọn lửa không ổn định.
+ Làm giảm hiệu suất cắt và tuổi thọ của bép.
– Bảo trì và vệ sinh bép cắt:
+ Lỗ phun bị tắc nghẽn sẽ làm thay đổi dòng khí, ảnh hưởng đến hình dạng ngọn lửa và dòng oxy cắt.
=> Dẫn đến chất lượng cắt kém và có thể làm hỏng bép nếu không được xử lý kịp thời.
Cách lựa chọn bép cắt Oxy-Gas phù hợp
Việc lựa chọn đúng loại bép cắt là yếu tố then chốt để đạt được hiệu quả cắt tốt nhất và kéo dài tuổi thọ của bép.
– Xác định loại khí đốt đang sử dụng
– Xác định độ dày và loại vật liệu cần cắt
– Xem xét yêu cầu về chất lượng và tốc độ cắt
+ Nếu bạn ưu tiên chất lượng đường cắt mịn, ít xỉ, hãy chọn loại bép cắt có kích thước lỗ phun oxy cắt nhỏ.
+ Nếu tốc độ cắt là yếu tố quan trọng hơn, bạn có thể chọn các loại bép cắt có lỗ phun oxy cắt lớn hơn.
– Chọn loại bép phù hợp với ứng dụng cụ thể.
Các chuyên gia của VNTECH có thể cung cấp những lời khuyên hữu ích dựa trên kinh nghiệm thực tế và giúp bạn chọn được loại bép phù hợp nhất với nhu cầu của mình.
Dấu hiệu cần thay thế bép cắt Oxy-Gas
Mặc dù được chế tạo từ vật liệu chịu nhiệt, bép cắt oxy gas vẫn sẽ bị hao mòn theo thời gian. Việc nhận biết các dấu hiệu cho thấy bép cắt cần được thay thế là rất quan trọng để duy trì chất lượng cắt và đảm bảo an toàn:
1/ Ngọn lửa mồi không đều hoặc khó điều chỉnh:
– Nếu các lỗ phun mồi bị tắc nghẽn, méo mó hoặc bị hư hỏng, ngọn lửa mồi sẽ không còn đều và khó điều chỉnh được kích thước, nhiệt lượng mong muốn.

2/ Khó duy trì ngọn lửa cắt ổn định:
– Dòng oxy cắt bị gián đoạn, rung lắc hoặc không tập trung có thể là dấu hiệu của lỗ phun oxy cắt bị tắc nghẽn hoặc bị mòn không đều.
3/ Đường cắt không đều, bề mặt cắt xấu, nhiều xỉ bám:
– Đây là một trong những dấu hiệu rõ ràng nhất cho thấy bép cắt không còn hoạt động hiệu quả.
– Lỗ phun oxy cắt bị mòn sẽ làm thay đổi hình dạng và hướng của dòng oxy.
=> Dẫn đến đường cắt không thẳng, bề mặt gồ ghề và lượng xỉ bám nhiều.

4/ Tốc độ cắt giảm đáng kể so với bình thường:
– Nếu bạn nhận thấy rằng máy cắt phải làm việc vất vả hơn để cắt cùng một độ dày vật liệu.
=> Có thể là do bép cắt đã bị mòn và không còn tạo ra dòng oxy cắt hiệu quả.
5/ Quan sát thấy lỗ phun bị tắc nghẽn, méo mó, cháy đen hoặc có vết nứt:
– Kiểm tra trực quan bép cắt trước và sau mỗi lần sử dụng là quan trọng.
+ Nếu bạn nhận thấy bất kỳ dấu hiệu nào về sự hư hỏng vật lý của lỗ phun như: bị tắc nghẽn bởi xỉ kim loại, bị móp méo do va chạm, bị cháy đen do quá nhiệt hoặc thậm chí có vết nứt,…
=> Thì bép cắt cần được thay thế ngay lập tức để đảm bảo an toàn và chất lượng cắt.

Bép cắt oxy gas đóng vai trò vô cùng quan trọng trong toàn bộ quá trình cắt kim loại bằng công nghệ oxy-gas. Tuy nhiên, bép cắt laser thể hiện chất lượng vượt trội hơn hẳn: Tạo ra đường cắt hẹp, chính xác cao, vùng ảnh hưởng nhiệt tối thiểu và tốc độ cắt nhanh chóng,… đã đưa công nghệ laser lên một tầm cao mới.
Nếu có nhu cầu về máy cắt laser hãy các phụ kiện tiêu hao: bép cắt laser, kính bảo vệ laser, nguồn laser,… thì hãy liên hệ ngay tới VNTECH để được tư vấn chi tiết nhất.
VNTECH - Đơn vị cung cấp máy móc gia công cơ khí chính hãng, uy tín, đa dạng về chủng loại, đáp ứng mọi nhu cầu sản xuất. Để được tư vấn chi tiết và nhận báo giá tốt nhất, quý khách vui lòng liên hệ theo thông tin bên dưới.

________________
THÔNG TIN LIÊN HỆ
- Địa chỉ văn phòng:
- Địa chỉ Hà Nội: NO-05A23, Khu/Ngõ 1 Nguyễn Khắc Viện, Khu tái định cư Giang Biên, Hà Nội
- Chi Nhánh Đà Nẵng: Lô 11, Khu A4, Nguyễn Sinh Sắc, Hoà Minh, Liên Chiểu, Đà Nẵng
- Chi Nhánh HCM: 43 Đường N2, KP Thống Nhất, Dĩ An, Bình Dương
- SĐT: 0984.537.333
- Email: sale@vntechcnc.vn
- Facebook: https://www.facebook.com/vntechcnc
- Website: https://thietbivntech.vn