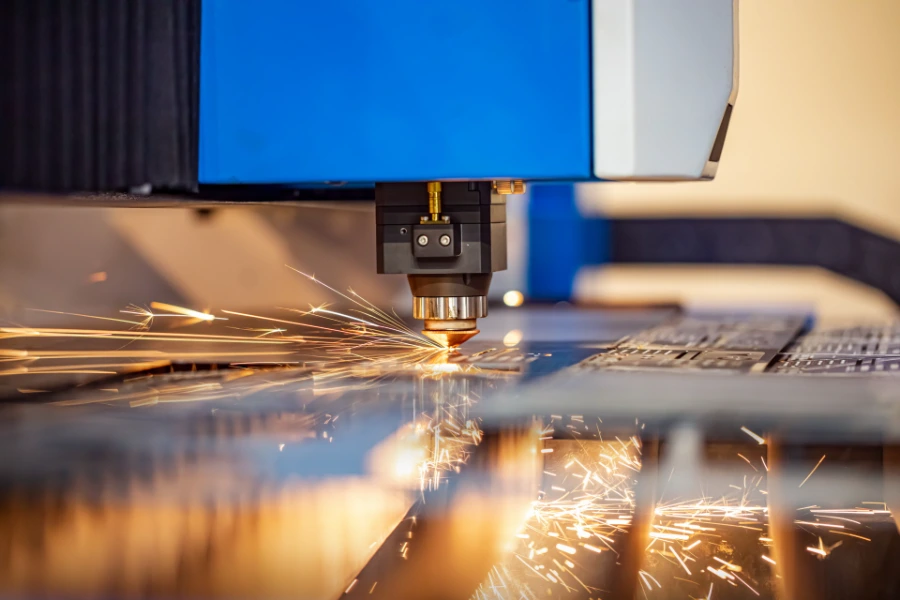
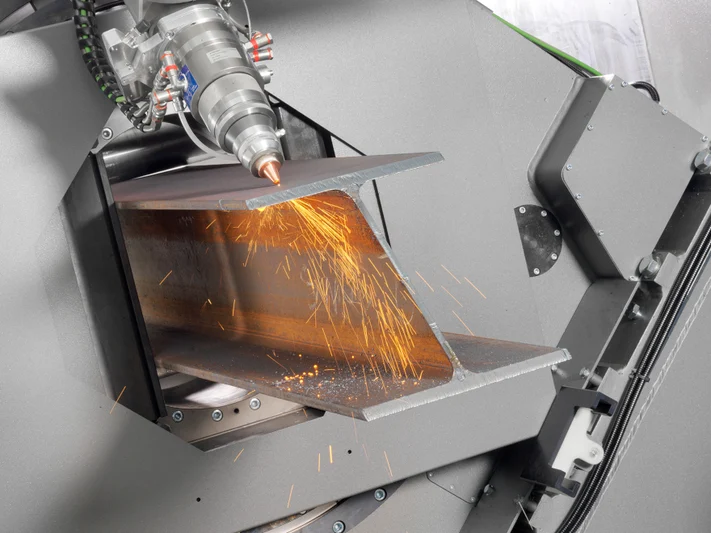
Máy Cắt Laser 6000W có thể cắt các vật liệu khác nhau dày bao nhiêu? Trong kỷ nguyên công nghiệp 4.0, nơi mà tốc độ, độ chính xác và hiệu quả là những yếu tố then chốt để duy trì lợi thế cạnh tranh, công nghệ cắt laser đã khẳng định vị thế không thể thay thế trong lĩnh vực gia công kim loại tấm. Với công suất 6000W, Máy cắt Laser ILM có thể cắt được vật liệu với độ dày bao nhiêu?
Với công suất cao, máy cắt laser 6000W có thể dễ dàng cắt xuyên qua nhiều loại vật liệu có độ dày: 25mm đối với thép carbon, 20mm đối với thép không gỉ, 16mm đối với nhôm và 12mm đối với đồng thau.
Nội dung bài viết
Máy cắt laser 6000W cắt vật liệu dày bao nhiêu?
Máy cắt laser fiber 6000W có khả năng cắt vật liệu với độ dày khác nhau tùy thuộc vào loại vật liệu.
Khả năng cắt kim loại
1/ Thép Carbon: là một trong những vật liệu được cắt phổ biến nhất bằng cách sử dụng laser sợi quang.
– Thép nhẹ: Lên đến 25 mm (1 inch)
– Thép cacbon cao: Lên đến 20 mm (0,79 inch)
– Cắt đẹp: 20 – 25 mm
– Cắt tối đa: Có thể lên đến 25 – 30 mm hoặc hơn.
>>> Xem thêm: Máy cắt ống laser cắt thép hình H, I, U, V
2/ Thép Không Gỉ: Thép không gỉ yêu cầu đường cắt sạch sẽ, chính xác để tránh quá trình oxy hóa và duy trì tính toàn vẹn của vật liệu.
– Cắt đẹp: 18 – 20 mm
– Cắt tối đa: có thể lên đến 20 – 30 mm.
>>> Xem thêm: Máy cắt laser inox 6000W

3/ Nhôm: Đặc tính phản chiếu của nhôm có thể đặt ra thách thức cho việc cắt laser.
– Lên đến 16 mm (cắt đẹp khoảng 12 – 14 mm).
>>> Xem thêm: Máy cắt nhôm cnc 6000W
4/ Đồng/Đồng Thau: Đồng và đồng thau có tính phản chiếu và dẫn điện cao nên khó cắt hơn.
– Đồng: Lên đến 10 mm (0,39 inch)
– Đồng thau: Lên tới 10 mm (0,39 inch)
– Cắt tối đa có thể đạt 10 – 14 mm.
>>> Xem thêm: Làm thế nào để cắt laser đồng hiệu quả

Khả năng cắt phi kim loại
1/ Nhựa: Laser sợi có thể cắt nhiều loại nhựa khác nhau một cách dễ dàng.
– Acrylic: Lên đến 20 mm (0,79 inch).
– Polycarbonate: Lên đến 15 mm (0,59 inch).
2/ Gỗ: Nguồn laser 6000W vẫn có thể cắt gỗ với các cài đặt phù hợp.
– Ván ép: Lên đến 20 mm (0,79 inch).
– Gỗ nguyên khối: Lên đến 15 mm (0,59 inch).
3/ Vật liệu tổng hợp: Chẳng hạn như polyme gia cố bằng sợi carbon (CFRP), có thể gặp khó khăn do cấu trúc phân lớp của chúng.
– CFRP: Lên tới 10 mm (0,39 inch).
– Polyme cốt sợi thủy tinh.
– (GFRP): Lên đến 12 mm (0,47 inch).
>>> Xem thêm: Cách kiểm tra máy cắt laser cũ thanh lý
Các yếu tố ảnh hưởng đến độ dày cắt
Một số yếu tố có thể ảnh hưởng đến độ dày cắt tối đa của laser sợi quang 6000W, bao gồm:
– Thành phần vật liệu: Các vật liệu khác nhau có mật độ, độ phản xạ và tính chất nhiệt khác nhau ảnh hưởng đến khả năng cắt.
– Cài đặt Laser: Cài đặt công suất, tốc độ và tiêu điểm phải được tối ưu hóa cho từng vật liệu để đạt được độ dày cắt tối đa.
– Khí hỗ trợ: Loại khí hỗ trợ (ví dụ: oxy, nitơ hoặc không khí) và áp suất của nó có thể ảnh hưởng đáng kể đến hiệu suất và chất lượng cắt.
– Chất lượng máy: Độ chính xác và ổn định của máy cắt laser cũng đóng vai trò quan trọng trong việc xác định khả năng cắt.
>>> Xem thêm: Máy cắt laser công suất cao: Giải pháp cho ngành công nghiệp nặng
Lưu ý khi sử dụng máy cắt laser 6000W
Để đảm bảo máy cắt laser 6000W hoạt động bình thường, công việc kiểm tra liên quan phải được thực hiện trước khi thiết bị hoạt động.
Kiểm tra độ sạch của ống kính đầu laser
Thấu kính laser trong đầu cắt rất quan trọng, độ sạch của nó ảnh hưởng trực tiếp đến hiệu suất xử lý và chất lượng của máy cắt laser.
– Nếu ống kính bị bẩn, nó không chỉ ảnh hưởng đến hiệu quả cắt mà còn gây cháy bên trong đầu cắt và đầu ra laser.
– Phương pháp phát hiện:
+ Tia laser hồng ngoại được cấu hình trong máy cắt laser sợi quang ILM có đèn báo màu đỏ khi được bật.
+ Đặt tờ giấy trắng cách đầu cắt khoảng 300mm để nhìn thấy tia hồng ngoại của máy cắt laser.
+ Nếu có đốm đen rõ ràng hoặc vật thể màu đen không đều trong ánh sáng đỏ, ống kính bị bẩn và cần được làm sạch trước khi cắt.
– Kiểm tra đồng trục, đồng tâm tia laser và bép cắt laser
+ Nếu bép cắt laser và tia laser có trục khác nhau, nó có thể ảnh hưởng đến bề mặt cắt không đồng nhất.
+ Trong trường hợp nghiêm trọng, tia laser sẽ đập vào vòi phun, khiến vòi nóng lên và cháy.

Phương pháp hiệu chỉnh tâm laser
Phương pháp:
1. Điều chỉnh đồng trục tại tiêu cự là 0 sao cho tia laze nằm ở giữa đầu bép.
2. Chấm sáng tại tiêu điểm ±6mm.
– Nếu tiêu điểm 0 và điểm sáng ±6 mm đều nằm ở giữa vòi phun thì đó là điều bình thường.
– Nếu không, hãy thay thế đầu cắt hoặc đường đi của ánh sáng laser bị lệch.
>>> Xem thêm: Hướng dẫn sử dụng máy cắt laser
Kiểm tra sự phân bố điểm laser
Hình dạng điểm trực tiếp cung cấp lại sự phân bố năng lượng laser theo chiều ngang.
– Độ tròn của điểm thể hiện tính đồng nhất của sự phân bố năng lượng theo các hướng khác nhau.
– Độ tròn cao của điểm có sự phân bố năng lượng như nhau theo mọi hướng.
– Khi cắt, nó có thể đảm bảo tính nhất quán của bề mặt cắt, tốc độ cắt theo mọi hướng và đảm bảo chất lượng của sản phẩm cắt.
– Phương pháp:
+ Đặt giấy cách vòi của đầu cắt laser khoảng 300mm và điểm phát ra ánh sáng.
+ Nếu có đốm đen rõ ràng trong đốm sáng, thì ống kính bị bẩn;
+ Nếu điểm không tròn và tâm bị dịch chuyển, thì sự phân bố điểm laser kém.
Kiểu tra tiêu cự thực tế
Vị trí tiêu cự của cắt laser là một dữ liệu rất quan trọng trong các thông số cắt laser. Các vật liệu và độ dày cắt khác nhau cần được điều chỉnh theo các tiêu điểm khác nhau.
– Trước khi cắt, hãy đo tiêu điểm 0 thực tế và tham khảo các thông số cắt laser để xác định tiêu điểm cắt phù hợp nhất.
+ Nếu độ dịch chuyển tiêu điểm 0 thực tế quá lớn, phạm vi tiêu cự cắt sẽ không đủ và không thể cắt được các tấm dày.
– Phương pháp phát hiện:
+ Cố định chiều cao cắt 0,5 mm, thay đổi vị trí lấy nét 0,5 mm mỗi lần và ghi dấu trên thép không gỉ 1 mm.
+ So sánh độ rộng đường của các vị trí lấy nét khác nhau, tiêu điểm tương ứng với độ rộng đường nhỏ nhất là tiêu điểm 0 thực tế.
+ Tiêu cự điểm 0 thực tế phải nằm trong phạm vi ±1.
+ Nếu độ dịch chuyển tiêu điểm 0 quá lớn, đầu cắt cần được điều chỉnh hoặc thay thế.
>>> Xem thêm: Cách chỉnh tiêu cự máy cắt laser

Kiểm tra phạm vi làm nóng bép cắt laser
Máy cắt laser 6000W ILM lựa chọn đầu phun thép carbon như sau:
| Độ dày | Khí hỗ trợ | Số bép cắt laser | Hiệu ứng cắt |
| 1-12mm | Khí nén, nito | 1.5-4.0mm | Bề mặt mờ |
| 14-16mm | Khí oxy | 1.2/1.4mm | Bề mặt bóng |
| 18-30mm | Khí oxy | 1.4/1.6mm | Bề mặt bóng |
| 32-50mm | Khí oxy | 1.8mm | Bề mặt mờ |
Vấn đề lớn nhất đối với các tấm dày bằng thép carbon cắt bằng laser ILM là các đầu phun bị nóng. Do đó, trước khi cắt, cần kiểm tra độ nóng của các bép cắt.
Thử nghiệm:
– Điều chỉnh đồng trục sao cho điểm sáng nằm ở giữa bép và đầu ra.
– Lắp đặt không khí làm mát bép cắt laser.
Phương pháp phát hiện:
– Đặt một xô sắt (có một lượng nước thích hợp bên trong) dưới đầu cắt của tia laser.
– Thổi khí phụ (loại khí và áp suất theo khí cắt thực tế), phát ra ánh sáng trong 30 giây ở công suất tối đa và đo sự thay đổi nhiệt độ của bép cắt.
+ Thay đổi vị trí lấy nét và tiếp tục kiểm tra theo phương pháp trên.
+ Thay đổi kích thước bép cắt laser và tiếp tục thử nghiệm theo phương pháp trên.
– Tóm tắt các điều kiện gia nhiệt của các bép cắt khác nhau để cung cấp tài liệu tham khảo cho việc gỡ lỗi quy trình cắt tiếp theo.
+ Nếu đầu phun không tạo nhiệt trong phạm vi hẹp, hãy kiểm tra đầu cắt, đầu phun, thấu kính và tia laser.
Sau khi khắc phục sự cố, hãy chuyển sang bước tiếp theo của quá trình gỡ lỗi quy trình cắt bảng.
VNTECH - Đơn vị cung cấp máy móc gia công cơ khí chính hãng, uy tín, đa dạng về chủng loại, đáp ứng mọi nhu cầu sản xuất. Để được tư vấn chi tiết và nhận báo giá tốt nhất, quý khách vui lòng liên hệ theo thông tin bên dưới.

________________
THÔNG TIN LIÊN HỆ
- Địa chỉ văn phòng:
- Địa chỉ Hà Nội: NO-05A23, Khu/Ngõ 1 Nguyễn Khắc Viện, Khu tái định cư Giang Biên, Hà Nội
- Chi Nhánh Đà Nẵng: Lô 11, Khu A4, Nguyễn Sinh Sắc, Hoà Minh, Liên Chiểu, Đà Nẵng
- Chi Nhánh HCM: 43 Đường N2, KP Thống Nhất, Dĩ An, Bình Dương
- SĐT: 0984.537.333
- Email: sale@vntechcnc.vn
- Facebook: https://www.facebook.com/vntechcnc
- Website: https://thietbivntech.vn