Trong thế giới khắc laser, nhựa (plastic) là một trong những vật liệu thú vị nhưng cũng đầy thách thức nhất. Khác với gỗ chỉ cháy thành than hay kim loại cần năng lượng cực lớn, nhựa là hợp chất polyme nhạy cảm, dễ dàng biến đổi trạng thái chỉ trong một phần triệu giây khi tia laser chạm vào.

Khắc laser nhựa không chỉ đơn thuần là việc tạo ra những vết hằn trên bề mặt, mà là sự cân bằng giữa năng lượng ánh sáng và cấu trúc hóa học của vật liệu. Một sai sót nhỏ trong việc chọn máy hoặc thông số có thể biến một linh kiện đắt tiền thành một mẩu nhựa chảy nhão, cháy đen và tỏa ra mùi khét độc hại.
Nội dung bài viết
Những lưu ý trước khi khắc laser nhựa
Để quá trình khắc laser nhựa đạt độ thẩm mỹ cao nhất và không gây hư hỏng thiết bị, bạn cần nắm rõ 5 lưu ý “xương máu” dưới đây trước khi nhấn nút bắt đầu:
1/ Phân loại nhựa: Không phải loại nhựa nào cũng có thể cho vào máy khắc laser.
– Việc nhầm lẫn có thể gây hỏng sản phẩm hoặc tạo ra khí độc:
+ Nhựa an toàn: Mica (Acrylic), ABS, POM, Polycarbonate (chỉ khắc UV), PP, PE.
+ Nhựa nguy hiểm (PVC): Tuyệt đối không khắc bằng laser nhiệt (CO2).
=> Nhựa PVC giải phóng khí Clo cực độc và Axit HCl gây rỉ sét, ăn mòn toàn bộ linh kiện máy móc chỉ trong vài ngày.

2/ Chọn đúng nguồn Laser: Mỗi loại nhựa có bước sóng hấp thụ nhiệt khác nhau:
+ Ưu tiên dùng cho Mica (Acrylic) và nhựa tấm dày.
+ Cắt cạnh bóng, khắc trắng mờ.
+ Là lựa chọn tốt nhất cho hầu hết các loại nhựa công nghiệp (PP, PE, PC, HDPE).
+ Đây là công nghệ khắc lạnh, không làm nóng chảy hay biến dạng bề mặt nhựa.
+ Phù hợp với các loại nhựa tối màu (ABS đen, nhựa kỹ thuật) để đạt tốc độ cao.
>>> Xem thêm: Hướng dẫn chọn máy khắc laser nhựa phù hợp

3/ Kiểm tra bề mặt & màu sắc vật liệu
– Màu sắc:
+ Nhựa trắng phản xạ ánh sáng mạnh.
+ Nhựa đen hấp thụ nhiệt nhanh.
=> Bạn không thể dùng chung một thông số cho hai màu nhựa khác nhau.
– Bề mặt:
+ Nhựa có lớp màng bảo vệ (nylon) nên được bóc ra hoặc để lại tùy vào việc bạn muốn ngăn chặn ám khói (thường dán băng keo giấy là cách tốt nhất).
4/ Thiết lập hệ thống hút khói & Trợ khí
– Nhựa khi bị đốt cháy tỏa ra mùi rất khét và khói có tính bám dính cao.
+ Hút khói: Phải đảm bảo quạt hút hoạt động mạnh để khói không bám ngược lại thấu kính và bề mặt nhựa (gây ám vàng/đen).
+ Trợ khí (Air Assist): Luồng khí thổi ra từ đầu khắc phải đủ mạnh để làm mát điểm khắc ngay lập tức, ngăn nhựa bị sun lại hoặc chảy nhão.
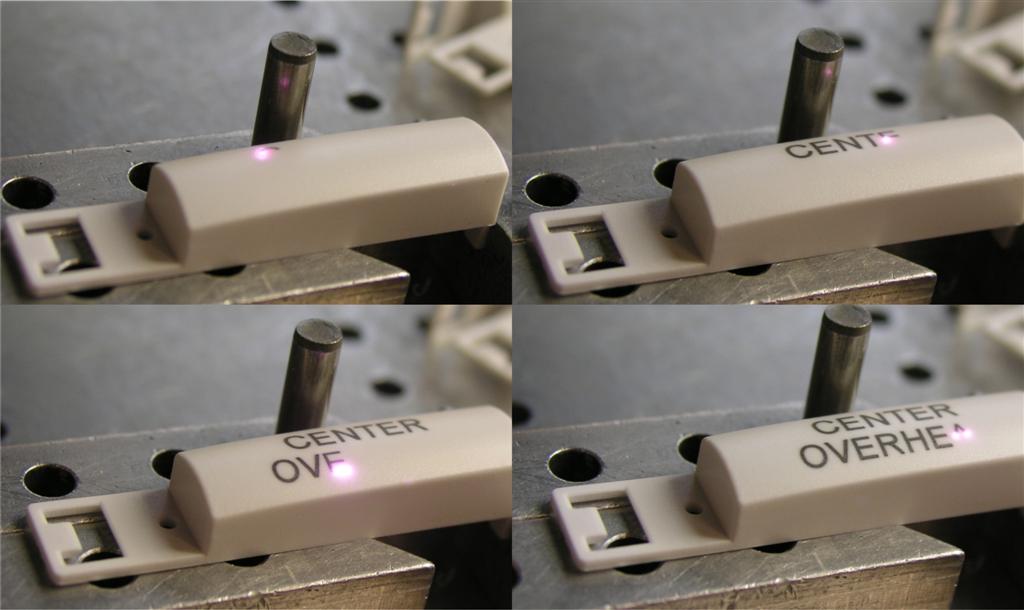
5/ Luôn luôn Khắc thử
– Nhựa có rất nhiều biến thể, trước khi khắc hàng loạt hãy dành một góc nhỏ trên phôi thừa để khắc test.
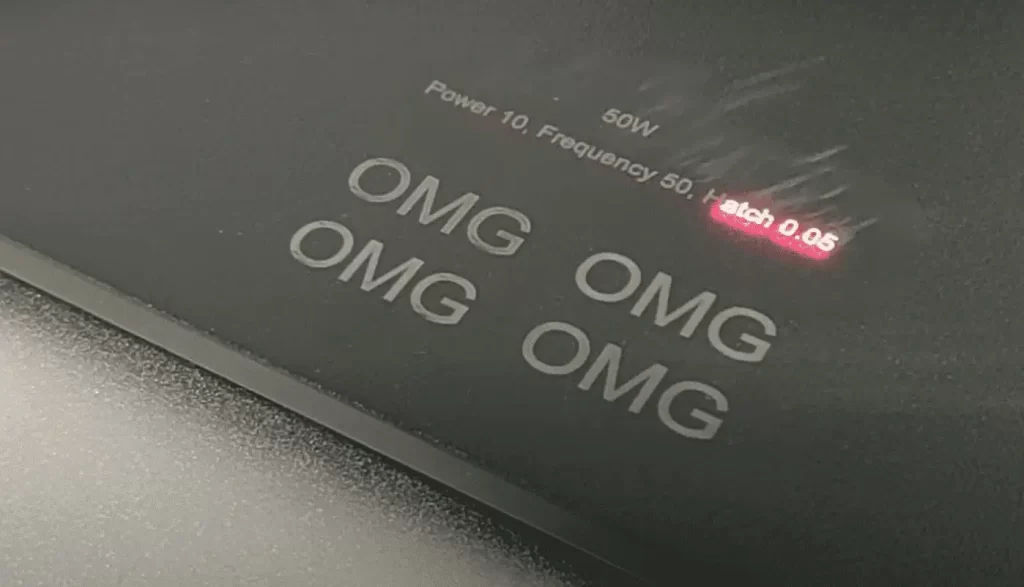
– Quy trình Test thông số trước khi khắc:
+ Bước 1: Giữ cố định Tốc độ (ví dụ 400mm/s).
+ Bước 2: Thay đổi Công suất tăng dần từ 10%, 15%, 20%… trên các ô vuông nhỏ (1x1cm).
+ Bước 3: Chọn ô vuông có vết khắc sạch nhất, không bị chảy và có độ tương phản tốt nhất để làm thông số chuẩn.
>>> Xem thêm: Máy khắc laser trên mọi chất liệu
Kinh nghiệm khắc laser nhựa hoàn hảo
Để có được sản phẩm khắc laser nhựa không bị cháy hay chảy nhão, bạn hãy tham khảo các kinh nghiệm thực tế sau:
1/ Ưu tiên Tốc độ cao – Công suất thấp: Đây là nguyên tắc vàng.
+ Chạy máy nhanh giúp nhiệt không tích tụ lâu tại một điểm.
=> Nét khắc sắc sảo và không làm nhựa bị biến dạng.
2/ Dán băng keo giấy bảo vệ:
+ Luôn dán một lớp băng keo giấy lên bề mặt nhựa trước khi khắc.
+ Lớp keo này sẽ hứng toàn bộ khói và bụi nhựa bay ra.
=> Ngăn chặn tình trạng ám vàng hoặc cháy sạm xung quanh vết khắc.
3/ Lấy tiêu cự chính xác:
+ Tiêu cự chuẩn giúp tia laser có điểm hội tụ nhỏ nhất.
+ Nếu sai tiêu cự, nét khắc sẽ bị to, nhòe và sinh nhiệt dư thừa làm hỏng bề mặt nhựa.
4/ Sử dụng trợ khí mạnh:
+ Luồng khí thổi từ đầu laser giúp làm mát bề mặt nhựa ngay lập tức.
+ Thổi bay khói bụi, giúp vết khắc sạch và trắng hơn.
5/ Khắc ngoài tiêu cự một chút:
+ Việc hạ bàn máy xuống 1-2mm (làm tia laser hơi to ra) sẽ giúp bề mặt khắc mượt mà hơn, giảm tình trạng răng cưa.
6/ Khắc nhiều lần khi muốn khắc sâu:
+ Nếu muốn khắc sâu, hãy chạy 2-3 lần với công suất vừa phải.
+ Cách này giúp nhựa có khoảng nghỉ để tản nhiệt, tránh bị chảy nhão như bã kẹo.

7/ Vệ sinh thấu kính thường xuyên để tránh tia bị lệch, khiến vết khắc không đều màu.
Bước 1: Dùng bóng bóp thổi sạch bụi rời trên bề mặt kính.
Bước 2: Thấm cồn 90 độ hoặc dung dịch lau kính chuyên dụng vào tăm bông sạch.
Bước 3: Lau nhẹ nhàng theo vòng tròn từ trong tâm ra ngoài.
Bước 4: Kiểm tra dưới ánh sáng, nếu kính trong suốt hoàn toàn là đạt yêu cầu.
8/ Để nguội trước khi lau chùi:
+ Sau khi khắc xong (đặc biệt là Mica), hãy đợi 1-2 phút cho nhựa nguội hẳn rồi mới lột băng keo hoặc vệ sinh bằng cồn để tránh tình trạng nứt chân chim.
9/ Thử nghiệm với bảng thông số:
+ Luôn dành một mẩu nhựa thừa để chạy thử các mức công suất từ thấp đến cao trước khi làm trên sản phẩm chính thức.
>>> Xem thêm: Máy khắc laser công nghiệp khổ lớn
Thông số khắc laser nhựa tham khảo
Dưới đây là bảng thông số khắc laser nhựa tham khảo cho các loại nhựa phổ biến nhất.
| STT | Tên vật liệu | Mục đích | Công suất | Tốc độ (mm/s) |
NHÓM NHỰA PHỔ BIẾN | ||||
| 1 | Mica trong (Acrylic) | Khắc trắng mờ | 15% – 20% | 400 – 500 |
| 2 | Mica trong (Acrylic) | Cắt đứt 2mm | 45% – 55% | 25 – 30 |
| 3 | Mica trong (Acrylic) | Cắt đứt 5mm | 65% – 85% | 10 – 15 |
| 4 | Nhựa ABS (Vỏ thiết bị) | Khắc logo | 12% – 18% | 500 – 600 |
| 5 | Nhựa POM (Trắng/Đen) | Khắc chi tiết | 20% – 30% | 300 – 400 |
| 6 | Nhựa POM (Trắng/Đen) | Cắt đứt 3mm | 70% – 85% | 15 – 20 |
| 7 | Nhựa 2 lớp (Bảng tên) | Khắc bóc lớp màu | 15% – 22% | 400 – 550 |
| 8 | Nhựa PP (Dạng tấm) | Khắc mờ | 10% – 15% | 500 – 650 |
| 9 | Nhựa PE (Dạng tấm) | Khắc mờ | 12% – 16% | 500 – 600 |
| 10 | Nhựa PET (Màng mỏng) | Cắt tạo hình | 15% – 20% | 150 – 200 |
NHÓM VẬT LIỆU PHI KIM KHÁC | ||||
| 11 | Gỗ MDF (3mm) | Cắt đứt | 60% – 75% | 20 – 30 |
| 12 | Gỗ MDF (3mm) | Khắc tranh | 25% – 35% | 300 – 450 |
| 13 | Gỗ thông/Gỗ thịt | Khắc sâu | 35% – 50% | 250 – 350 |
| 14 | Da thật (Bò/Cừu) | Khắc logo | 18% – 25% | 300 – 400 |
| 15 | Da Simili/PU | Khắc cháy sạm | 12% – 18% | 400 – 500 |
| 16 | Cao su (Làm con dấu) | Khắc sâu | 55% – 75% | 100 – 150 |
| 17 | Vải Jeans/Kaki | Khắc bạc màu | 15% – 25% | 500 – 700 |
| 18 | Giấy cứng/Thiệp | Cắt họa tiết | 15% – 22% | 80 – 120 |
| 19 | Thủy tinh/Pha lê | Khắc mờ bề mặt | 25% – 35% | 200 – 300 |
| 20 | Đá Marble/Granite | Khắc bia mộ | 40% – 60% | 150 – 250 |
Mẹo điều chỉnh thông số chuyên sâu từ VNTECH:
1/ Nếu vết khắc bị cháy đen, ám vàng:
– Giải pháp:
+ Tăng tốc độ lên thêm 10-20% hoặc giảm công suất xuống.
+ Ngoài ra, bạn nên dán một lớp băng keo giấy lên bề mặt nhựa trước khi khắc để khói không bám vào nhựa.
2/ Nếu vết khắc bị chảy nhão (mất chi tiết):
– Giải pháp:
+ Tăng Tần số nếu máy có hỗ trợ, hoặc thực hiện khắc 2 lần với công suất cực thấp.
+ Việc này giúp nhựa có thời gian nghỉ để tản nhiệt.
3/ Để đạt độ bóng cao nhất khi cắt Mica:
– Giải pháp:
+ Hạ thấp tiêu cự xuống khoảng 1mm so với bề mặt vật liệu.
+ Tăng lực thổi khí tối đa.
=> Điều này giúp đẩy nhựa lỏng ra khỏi đường cắt nhanh chóng, tạo bề mặt trong suốt.
4/ Vết cắt không đứt:
– Giữ nguyên tốc độ, tăng Công suất thêm 5% hoặc kiểm tra lại tiêu cự và độ sạch của thấu kính.
5/ Vết khắc quá nông:
– Giảm Tốc độ xuống để tia laser có thêm thời gian tác động nhiệt vào nhựa.
Các vấn đề thường gặp khi khắc laser nhựa
Khi khắc laser trên nhựa, bạn sẽ đối mặt với những vấn đề đặc thù do tính chất nhạy cảm với nhiệt của vật liệu này.
1/ Nhựa bị chảy nhão hoặc biến dạng
– Nguyên nhân: Nhiệt lượng tích tụ quá lớn do công suất cao hoặc tốc độ đầu khắc quá chậm.
– Cách khắc phục:
+ Giảm công suất xuống mức tối thiểu vẫn đủ ăn màu.
+ Tăng tốc độ khắc để tia laser lướt nhanh, không kịp làm nóng chảy vùng xung quanh.
+ Sử dụng chế độ khắc đứt quãng hoặc khắc nhiều lần.

2/ Vết khắc bị ám khói, đổi màu:
– Nhận biết: Xung quanh vết khắc thường xuất hiện vệt ám vàng, nâu hoặc đen làm mất thẩm mỹ.
– Nguyên nhân: Khói từ nhựa cháy bám ngược lại bề mặt hoặc do nhựa bị cháy sạm bởi nhiệt.
– Cách khắc phục:
+ Dán băng keo giấy: Đây là cách hiệu quả nhất để hứng khói.
+ Tăng lực trợ khí: Thổi bay khói và làm mát điểm khắc ngay lập tức.
+ Vệ sinh: Lau bằng dầu hỏa hoặc dung dịch vệ sinh nhựa chuyên dụng sau khi khắc.
3/ Hiện tượng nứt chân chim trên Mica
– Nhận biết: Trên bề mặt mica xuất hiện các vết nứt nhỏ li ti lan rộng ra từ đường khắc.
– Nguyên nhân: Ứng suất nhiệt đột ngột hoặc do sử dụng hóa chất (như cồn) để lau bề mặt khi nhựa vẫn còn nóng.
– Cách khắc phục:
+ Giảm công suất laser để giảm sốc nhiệt.
+ Để sản phẩm nguội tự nhiên hoàn toàn (5-10 phút) trước khi vệ sinh.
+ Tránh dùng cồn mạnh, nên dùng nước xà phòng loãng hoặc nước lau kính.
4/ Nét khắc không đều hoặc bị sọc
– Nhận biết: Vết khắc chỗ đậm chỗ nhạt hoặc có những đường kẻ sọc trên bề mặt nhựa.
– Nguyên nhân: Thấu kính/gương phản xạ bị bẩn, tiêu cự không chuẩn, hoặc độ phân giải (Interval) cài đặt quá lớn.
– Cách khắc phục:
+ Vệ sinh sạch sẽ hệ thống quang học (thấu kính, gương).
+ Kiểm tra lại tiêu cự chuẩn.
+ Giảm khoảng cách dòng trong phần mềm để các đường khắc gối lên nhau mịn hơn.
5/ Có mùi khét nồng nặc và khói độc
– Nguyên nhân: Đặc tính của nhựa khi gặp nhiệt hoặc hệ thống hút khói quá yếu.
– Cách khắc phục:
+ Kiểm tra kỹ xem có phải nhựa PVC không (Nếu là PVC thì phải dừng ngay).
+ Vệ sinh bộ lọc khói và kiểm tra quạt hút.
+ Nếu làm việc trong phòng kín, nên sử dụng máy lọc khói laser chuyên dụng của VNTECH.
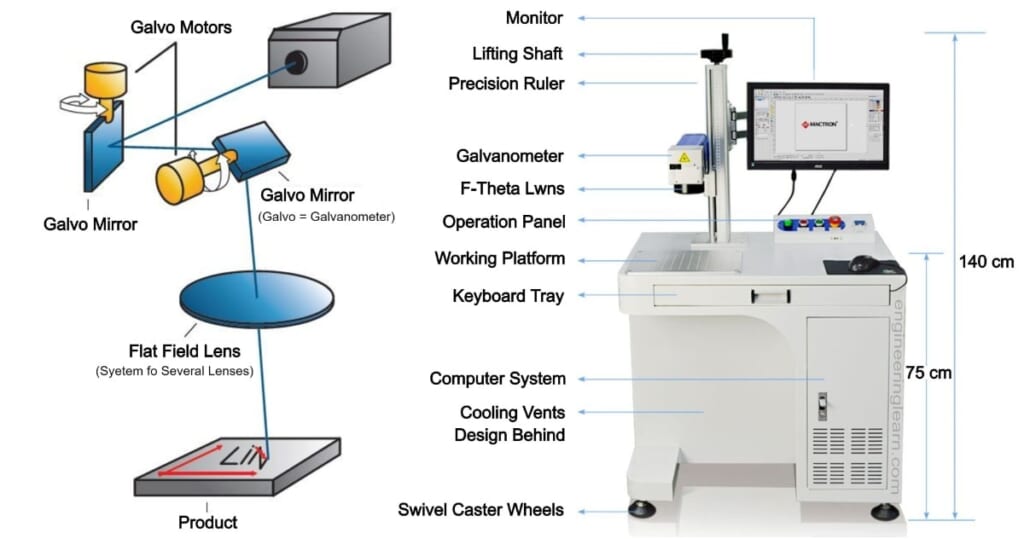
Cách chỉnh tiêu cự để khắc laser nhựa
Tiêu cự là khoảng cách từ thấu kính hội tụ đến bề mặt vật liệu nhựa. Khi tiêu cự chuẩn, điểm laser sẽ nhỏ nhất (< 0.1mm), năng lượng tập trung cao nhất giúp khắc nhựa không bị cháy lan.
1/ Sử dụng thước đo tiêu cự:
– Mỗi máy laser VNTECH đi kèm một miếng mica đo tiêu cự chuẩn (thường là 10mm, 20mm tùy thấu kính).
– Hãy đặt thước lên bề mặt nhựa và hạ đầu laser sát mặt thước.
2/ Kỹ thuật Khắc dốc (Ramp Test) để tìm tiêu cự thực tế:
– Đặt tấm nhựa nằm nghiêng một góc 15 độ.
– Khắc một đường thẳng dọc theo tấm nhựa.
– Tìm vị trí đường khắc mảnh nhất, sắc nét nhất.
=> Đó chính là khoảng cách tiêu cự lý tưởng cho loại nhựa đó.
3/ Mẹo khắc mịn:
– Đối với nhựa cứng cần bề mặt mịn phẳng, bạn hãy nâng đầu laser lên cao hơn mức chuẩn khoảng 1mm.
– Việc này làm tia laser to ra một chút, giúp các đường quét gối lên nhau mượt mà hơn, không bị lộ sọc.

Cảnh báo quan trọng khi khắc nhựa PVC
Việc khắc nhựa PVC bằng các dòng máy laser nhiệt là một trong những sai lầm nguy hiểm nhất trong kỹ thuật laser.
– Tạo ra khí Clo độc hại (Cl2):
+ Khi bị đốt cháy, nhựa PVC giải phóng khí Clo nồng độ cao.
+ Gây kích ứng mạnh hệ hô hấp, làm bỏng niêm mạc mắt và mũi của người vận hành.
– Hình thành Axit ăn mòn (HCl):
+ Khí Clo kết hợp với độ ẩm trong không khí tạo thành Axit Clohydric.
+ Axit này sẽ ăn mòn toàn bộ linh kiện kim loại, làm rỉ sét ray dẫn hướng.
+ Làm hỏng lớp mạ trên thấu kính/gương phản xạ chỉ sau vài ngày sử dụng.
– Làm giảm tuổi thọ máy nhanh chóng:
+ Các bộ phận cơ khí chính xác sẽ bị kẹt, mất độ chính xác do bề mặt kim loại bị rỗ bởi axit.
=> Dẫn đến chi phí sửa chữa và thay thế linh kiện cực kỳ đắt đỏ.
– Chất lượng vết khắc rất kém:
+ Khác với Mica, nhựa PVC khi gặp laser nhiệt thường bị cháy đen, chảy nhão loang lổ.
+ Tạo ra nhiều muội than bám bẩn, không thể đạt được độ sắc nét.
– Nguy cơ cháy nổ:
+ Bụi và khói PVC có khả năng bắt lửa cao trong quá trình gia công nếu hệ thống trợ khí không đủ mạnh.
– Giải pháp an toàn:
+ Hãy chuyển sang dùng Máy khắc Laser UV (khắc lạnh) hoặc sử dụng Máy phay CNC để đảm bảo an toàn tuyệt đối cho người và máy.

Thành công trong việc khắc laser nhựa không đến từ việc sở hữu một chiếc máy khắc đắt tiền, mà đến từ sự hiểu biết về vật liệu và kinh nghiệm kiểm soát thông số kỹ thuật. Hãy luôn bắt đầu bằng việc thử nghiệm trên phôi thừa, tuân thủ các quy tắc an toàn về khí thải và lựa chọn một đối tác cung cấp máy uy tín để được hỗ trợ lâu dài.
Liên hệ ngay tới VNTECH để được tư vấn chi tiết về dòng máy khắc phù hợp với sản phẩm nhựa của bạn.
VNTECH - Đơn vị cung cấp máy móc gia công cơ khí chính hãng, uy tín, đa dạng về chủng loại, đáp ứng mọi nhu cầu sản xuất. Để được tư vấn chi tiết và nhận báo giá tốt nhất, quý khách vui lòng liên hệ theo thông tin bên dưới.

________________
THÔNG TIN LIÊN HỆ
- Địa chỉ văn phòng:
- Địa chỉ Hà Nội: NO-05A23, Khu/Ngõ 1 Nguyễn Khắc Viện, Khu tái định cư Giang Biên, Hà Nội
- Chi Nhánh Đà Nẵng: Lô 11, Khu A4, Nguyễn Sinh Sắc, Hoà Minh, Liên Chiểu, Đà Nẵng
- Chi Nhánh HCM: 43 Đường N2, KP Thống Nhất, Dĩ An, Bình Dương
- SĐT: 0984.537.333
- Email: sale@vntechcnc.vn
- Facebook: https://www.facebook.com/vntechcnc
- Website: https://thietbivntech.vn