Đồng và các hợp kim đồng (đồng thau, đồng đỏ, đồng bạch, v.v.) được ứng dụng rộng rãi để tạo ra các bo mạch in, linh kiện dẫn điện, các chi tiết máy, ống dẫn, van,… Trong bối cảnh công nghệ gia công kim loại ngày càng phát triển, máy cắt laser fiber nổi lên như một phương pháp hiện đại, mang đến độ chính xác vượt trội, đường cắt sắc nét và khả năng tạo hình phức tạp.

Tuy nhiên, đồng có độ phản xạ cao, dẫn nhiệt nhanh nên việc ứng dụng công nghệ cắt laser để gia công đồng khá khó khăn. Bài viết này, VNTECH sẽ hé mở những yếu tố then chốt và bí quyết để đạt được chất lượng gia công đồng tối ưu nhất.
Nội dung bài viết
Cắt laser đồng là gì?
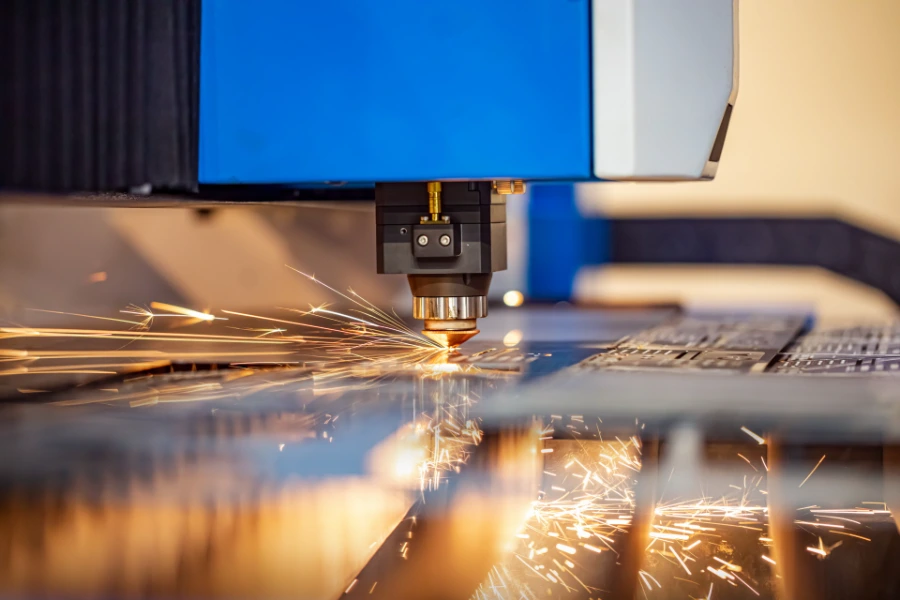
Công nghệ cắt laser đồng là một phương pháp gia công vật liệu tiên tiến, sử dụng chùm tia laser có năng lượng cao để đốt cháy, làm nóng chảy hoặc bay hơi vật liệu tại điểm tiếp xúc. So với các phương pháp cắt truyền thống như: cắt cơ khí (cưa, phay, tiện), cắt plasma hay cắt tia nước, cắt laser mang lại nhiều ưu điểm vượt trội:
– Độ chính xác cực cao => cho phép tạo ra các chi tiết phức tạp với dung sai chặt chẽ.
– Đường cắt sạch đẹp, ít hoặc không cần gia công nguội sau cắt.
– Khả năng cắt được các hình dạng phức tạp, đường cong mềm mại.
– Tốc độ cắt nhanh, giảm thiểu thời gian sản xuất và lãng phí vật liệu.

Tuy nhiên, cắt laser đồng lại đặt ra những thách thức riêng biệt do các đặc tính vật lý của nó. Không giống như cắt thép carbon hay thép không gỉ, việc cắt đồng hiệu quả đòi hỏi sự hiểu biết sâu sắc về tương tác giữa chùm tia laser và vật liệu đồng, cũng như việc lựa chọn, điều chỉnh các thông số máy cắt một cách tỉ mỉ.
>>> Xem thêm: Những lưu ý khi cắt laser thép tấm để đảm bảo chất lượng
Đặc tính vật liệu của đồng
Để có thể cắt laser đồng một cách hiệu quả, chúng ta nên nắm rõ những đặc tính riêng biệt của đồng:
Tính dẫn nhiệt cao
Đồng là một trong những kim loại có độ dẫn nhiệt cao nhất (khoảng 398 W/m·K). Điều này có nghĩa là khi chùm tia laser tác động lên bề mặt đồng, nhiệt lượng sẽ nhanh chóng bị truyền ra các vùng lân cận thay vì tập trung tại điểm cắt.
– Hậu quả: khó đạt được nhiệt độ nóng chảy hoặc bay hơi cần thiết để cắt vật liệu một cách hiệu quả.
– Để khắc phục: Cần sử dụng laser fiber có mật độ năng lượng cực cao tại điểm cắt, đòi hỏi công suất lớn và chùm tia có chất lượng tốt, được hội tụ chính xác.
Ngoài ra, việc lựa chọn thông số cắt và khí hỗ trợ cũng cần được điều chỉnh để tối ưu hóa quá trình loại bỏ vật liệu nóng chảy trước khi nó kịp truyền nhiệt ra xung quanh.
>>> Xem thêm: Thông số cắt laser chuẩn theo từng vật liệu
Độ phản xạ cao
Bề mặt đồng có khả năng phản xạ ánh sáng laser rất cao, đặc biệt là đối với các bước sóng laser truyền thống như CO2 (10.6 μm). Điều này có nghĩa là phần lớn năng lượng laser sẽ bị phản xạ trở lại thay vì được hấp thụ bởi vật liệu.
– Hậu quả: làm giảm hiệu quả cắt và có thể gây hư hỏng cho các bộ phận quang học của máy laser.
– Cách khắc phục: Sử dụng Laser sợi quang (1.07 μm) có bước sóng ngắn hơn, được hấp thụ tốt hơn so với laser CO2, do đó trở thành lựa chọn ưu tiên cho việc cắt đồng.

Tuy nhiên, ngay cả với laser sợi quang, độ phản xạ vẫn là một yếu tố cần được xem xét. Các biện pháp giảm phản xạ như: làm nhám bề mặt trước khi cắt, sử dụng góc chiếu laser nghiêng (phức tạp hơn) hoặc phủ một lớp vật liệu hấp thụ tạm thời.
Điểm nóng chảy thấp
So với thép, điểm nóng chảy của đồng (khoảng 1085 °C) tương đối thấp. Điều này có nghĩa là đồng dễ bị nóng chảy và biến dạng nhiệt nếu không kiểm soát tốt quá trình cắt.
– Việc sử dụng công suất laser quá cao hoặc tốc độ cắt quá chậm có thể dẫn đến lượng nhiệt tích tụ lớn, gây ra chảy xệ, biến dạng hình học của chi tiết cắt và ảnh hưởng đến độ chính xác.
=> Do đó, khi cắt laser đồng bạn cần tạo ra sự cân bằng giữa công suất và tốc độ cắt để đảm bảo vật liệu được cắt hiệu quả mà không bị quá nhiệt.
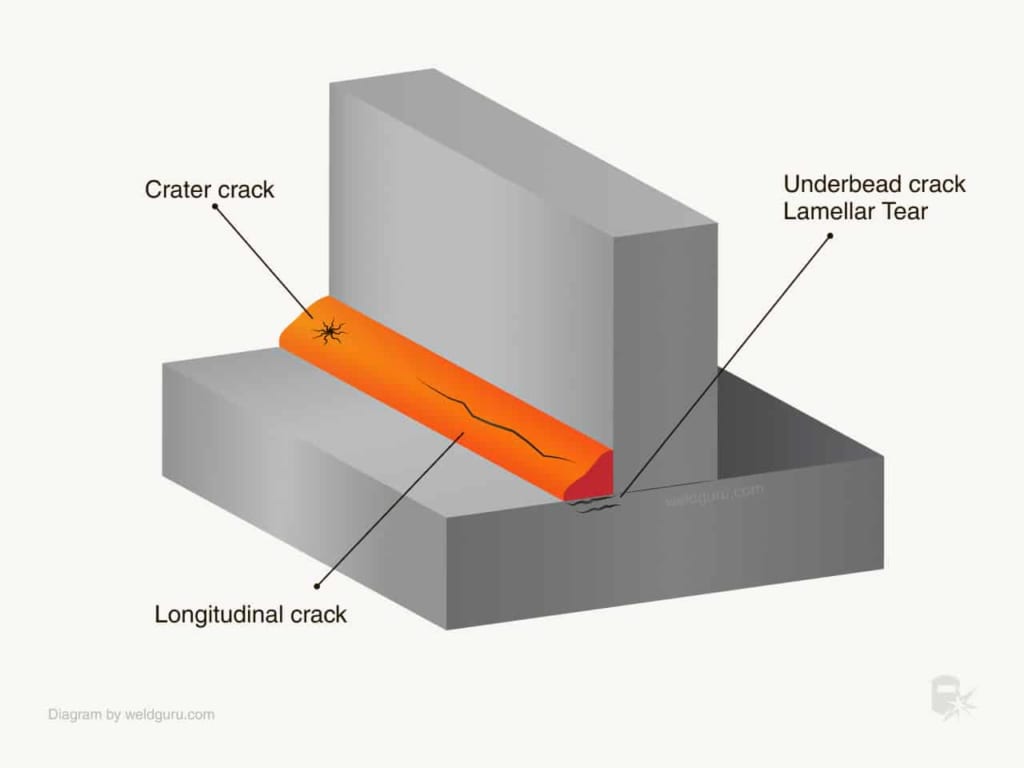
Tính dẻo của đồng
Tính dẻo của đồng mặc dù là một ưu điểm trong nhiều ứng dụng gia công khác, nhưng lại gây khó khăn trong quá trình cắt laser đồng. Khi nóng chảy, đồng sẽ có xu hướng bám lại trên cạnh cắt tạo thành bavia. Bavia không chỉ làm giảm chất lượng bề mặt mà còn có thể gây khó khăn trong các bước gia công tiếp theo.
– Việc lựa chọn khí hỗ trợ phù hợp với áp suất cao có vai trò quan trọng trong việc thổi bay vật liệu nóng chảy một cách hiệu quả.
Ngoài ra, việc điều chỉnh tốc độ cắt và công suất laser cũng có thể giúp giảm thiểu sự hình thành bavia.
Yếu tố ảnh hưởng đến hiệu quả cắt laser đồng.
Hiệu quả cắt laser đồng chịu ảnh hưởng bởi nhiều yếu tố:
Thông số máy cắt laser
– Công suất laser: Yếu tố quyết định khả năng cắt xuyên qua độ dày vật liệu và tốc độ cắt tối đa.
+ Đối với đồng sẽ cần công suất cao hơn so với cắt thép có cùng độ dày do độ phản xạ và dẫn nhiệt cao.
– Bước sóng laser ảnh hưởng đến khả năng hấp thụ năng lượng của vật liệu.
+ Laser sợi quang (bước sóng ngắn hơn, khoảng 1.07 μm) mang lại hiệu quả cắt cao hơn.
– Chế độ xung (Pulse Mode): Việc sử dụng chế độ xung có thể giúp kiểm soát lượng nhiệt đầu vào tốt hơn, đặc biệt khi cắt đồng mỏng hoặc các chi tiết phức tạp.
– Tốc độ cắt cần được điều chỉnh hài hòa với công suất laser và độ dày vật liệu.
+ Tốc độ quá nhanh có thể dẫn đến cắt không hết
+ Tốc độ quá chậm có thể gây quá nhiệt, cháy cạnh và tăng bavia.
– Tiêu cự (Focus): Vị trí tiêu cự của chùm tia laser ảnh hưởng trực tiếp đến mật độ năng lượng tại điểm cắt.
+ Tiêu cự cần được điều chỉnh chính xác tùy thuộc vào độ dày vật liệu và loại khí hỗ trợ.
+ Vị trí tiêu cự không đúng có thể làm giảm hiệu quả cắt, tạo ra đường cắt rộng hơn hoặc không đều.
– Kích thước và hình dạng chùm tia laser (Beam Quality): Chất lượng chùm tia laser ảnh hưởng đến khả năng hội tụ của chùm tia và kích thước điểm hội tụ.
+ Chùm tia có chất lượng tốt (M² gần bằng 1) có thể được hội tụ thành một điểm nhỏ hơn, tạo ra mật độ năng lượng cao hơn và đường cắt sắc nét hơn.
>>> Xem thêm sản phẩm liên quan:
- Máy cắt laser nhôm CNC
- Máy cắt laser inox mỏng đẹp
- Máy cắt CNC sắt thép hình H, I, U, V
- Máy cắt ống laser tự động cắt vát
Khí hỗ trợ (Assist Gas)
Loại khí và áp suất khí hỗ trợ đóng vai trò quan trọng trong việc loại bỏ vật liệu nóng chảy, làm mát vùng cắt và bảo vệ bề mặt khỏi bị oxy hóa. Các loại khí thường được sử dụng bao gồm: Nitrogen (N2), Argon (Ar), Oxy (O2) và khí nén.
– Oxy (O₂): Thường được sử dụng để cắt thép carbon do phản ứng hóa học tỏa nhiệt giữa oxy và kim loại nóng chảy, giúp tăng tốc độ cắt.
+ Khi cắt đồng, oxy có thể gây ra quá trình oxy hóa mạnh mẽ tạo ra lớp oxit trên bề mặt cắt, làm thay đổi màu sắc và có thể ảnh hưởng đến các tính chất khác của vật liệu.
– Nitrogen (N₂): Là một loại khí trơ, thường được sử dụng để cắt các kim loại màu như: thép không gỉ và nhôm.
+ Khi cắt đồng, nitrogen giúp thổi bay vật liệu nóng chảy một cách hiệu quả tạo ra bề mặt cắt sạch và giảm thiểu quá trình oxy hóa.

– Argon (Ar): Cũng là một loại khí trơ, thường được sử dụng khi cần bề mặt cắt chất lượng cao nhất.
+ Argon có khả năng bảo vệ tốt hơn nitrogen khỏi quá trình oxy hóa.
– Khí nén (Compressed Air): Đôi khi được sử dụng cho các ứng dụng cắt đồng mỏng hoặc không yêu cầu chất lượng bề mặt quá cao.
+ Đây không phải là lựa chọn tối ưu do có thể chứa hơi ẩm và các tạp chất gây ảnh hưởng đến quá trình cắt laser đồng.
– Áp suất khí hỗ trợ cần được điều chỉnh phù hợp với độ dày vật liệu và tốc độ cắt.
+ Áp suất quá thấp có thể không đủ để loại bỏ vật liệu nóng chảy hiệu quả, dẫn đến bavia và đường cắt kém chất lượng.
+ Áp suất quá cao có thể gây nhiễu loạn dòng khí, làm giảm hiệu quả cắt và thậm chí làm hỏng đầu cắt.
Thiết kế chi tiết cắt
1/ Độ phức tạp của hình dạng: Các chi tiết cắt có hình dạng phức tạp với nhiều góc nhọn, đường cong nhỏ hoặc các lỗ nhỏ sẽ có tốc độ cắt chậm hơn.
– Việc điều chỉnh thông số máy cũng cần cẩn thận hơn để đảm bảo độ chính xác.
2/ Kích thước và độ dày của chi tiết: Kích thước và độ dày của chi tiết sẽ quyết định công suất laser cần thiết và có thể ảnh hưởng đến lựa chọn khí hỗ trợ.
– Vật liệu càng dày thì càng cần công suất laser lớn hơn.
3/ Dung sai và yêu cầu về độ chính xác: Yêu cầu về dung sai và độ chính xác của chi tiết cắt sẽ quyết định mức độ tỉ mỉ trong việc lựa chọn và điều chỉnh các thông số cắt, cũng như có thể đòi hỏi các quy trình xử lý sau cắt để đạt được độ hoàn thiện mong muốn.
Kỹ năng của người vận hành
Người vận hành máy cắt laser đóng vai trò then chốt trong việc đảm bảo hiệu quả cắt đồng. Kinh nghiệm giúp họ có khả năng lựa chọn và điều chỉnh các thông số máy một cách tối ưu cho từng loại vật liệu và độ dày cụ thể.
Kỹ năng xử lý các vấn đề phát sinh trong quá trình cắt, như nhận biết và khắc phục các lỗi thường gặp (bavia, cháy cạnh, cắt không hết) là rất quan trọng để duy trì năng suất và chất lượng.
Kinh nghiệm cắt laser đồng hiệu quả
Dựa trên những yếu tố ảnh hưởng tới chất lượng cắt ở trên, VNTECH sẽ chia sẻ những kinh nghiệm cắt laser đồng hiệu quả, đúc kết từ thực tế và các nghiên cứu:
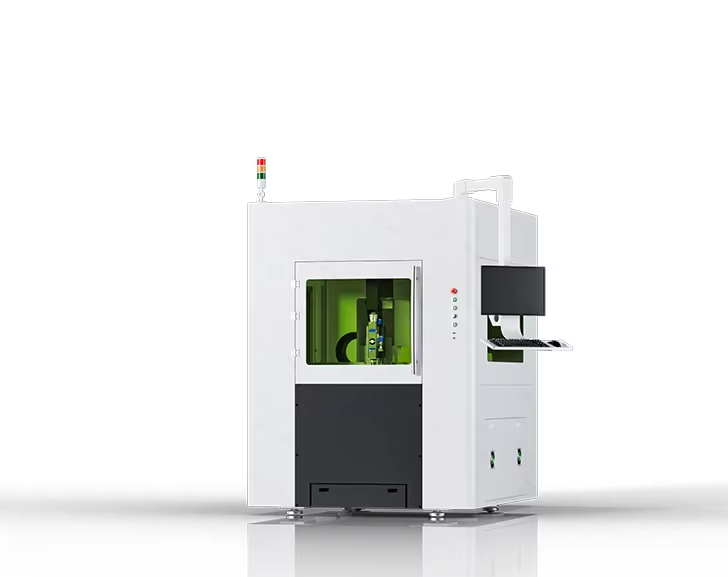
Lựa chọn máy cắt laser phù hợp
1/ Ưu tiên máy cắt laser sợi quang:
– Với bước sóng ngắn hơn, laser sợi quang mang lại khả năng hấp thụ năng lượng tốt hơn đáng kể so với laser CO2 khi cắt đồng.
=> Điều này cho phép cắt nhanh hơn, hiệu quả hơn và với chất lượng bề mặt tốt hơn.
2/ Chọn công suất laser phù hợp: Lựa chọn công suất laser dựa trên độ dày vật liệu đồng thường xuyên được gia công.
>>> Xem thêm: Giá máy cắt laser fiber 1000w
3/ Tính năng hỗ trợ cắt vật liệu phản xạ cao:
Một số máy laser sợi quang hiện đại được trang bị các tính năng đặc biệt để giảm thiểu tác động của ánh sáng phản xạ trở lại nguồn laser, bảo vệ các bộ phận quang học và tăng độ ổn định của quá trình cắt.

Tối ưu hóa thông số cắt
1/ Công suất laser: Bắt đầu với mức công suất khuyến nghị cho độ dày vật liệu và sau đó tinh chỉnh dựa trên kết quả thực tế.
– Mục tiêu là sử dụng công suất vừa đủ để cắt xuyên vật liệu một cách sạch sẽ mà không gây ra quá nhiều nhiệt dư thừa.
– Thử nghiệm với các mức công suất khác nhau và quan sát chất lượng đường cắt, tốc độ cắt để tìm ra điểm tối ưu.
2/ Tốc độ cắt: Tốc độ cắt cần được điều chỉnh hài hòa với công suất laser.
– Thực hiện các thử nghiệm với các tốc độ khác nhau để xác định tốc độ tối ưu cho từng độ dày và loại đồng.
3/ Khí hỗ trợ:
– Nitrogen hoặc Argon: Được sử dụng hầu hết cho các ứng dụng cắt đồng, đặc biệt là khi yêu cầu bề mặt cắt sạch và không bị oxy hóa.
– Áp suất khí cần đủ để thổi bay hiệu quả vật liệu nóng chảy ra khỏi rãnh cắt, ngăn ngừa bavia và đảm bảo đường cắt sạch đẹp.
– Thử nghiệm với các mức áp suất khác nhau để tìm ra cài đặt tối ưu cho từng độ dày và tốc độ cắt.
4/ Điều chỉnh tiêu cự: Xác định vị trí tiêu cự chính xác là rất quan trọng để đạt được mật độ năng lượng laser cao nhất tại điểm cắt.
– Vị trí tiêu cự thường được điều chỉnh dựa trên độ dày của vật liệu và loại đầu cắt được sử dụng.
Hãy liên hệ ngay tới đội ngũ kỹ thuật của VNTECH để tìm ra vị trí tiêu cự tối ưu cho từng ứng dụng cụ thể.
5/ Sử dụng chế độ xung: Thử nghiệm với các tần số và độ rộng xung khác nhau có thể mang lại kết quả tốt hơn khi cắt đồng mỏng hoặc các chi tiết có hình dạng phức tạp.
Chuẩn bị vật liệu kỹ lưỡng
1/ Làm sạch bề mặt: Bề mặt đồng cần được làm sạch hoàn toàn khỏi bụi bẩn, dầu mỡ, lớp oxit hoặc bất kỳ chất bẩn nào khác.
– Các chất này có thể hấp thụ năng lượng laser không đều, gây ra đường cắt không nhất quán và ảnh hưởng đến chất lượng bề mặt.
– Sử dụng các phương pháp làm sạch phù hợp như lau bằng dung môi, chải hoặc thậm chí mài nhẹ nếu cần.
2/ Cố định chắc chắn: Đảm bảo tấm đồng được cố định chắc chắn trên bàn cắt để tránh rung động trong quá trình cắt.
– Rung động có thể làm giảm độ chính xác của đường cắt và gây ra các lỗi không mong muốn.
– Sử dụng các kẹp hoặc hệ thống hút chân không phù hợp để giữ vật liệu ổn định.
Kỹ thuật cắt laser đồng đặc biệt
1/ Cắt nhiều lớp đồng cùng một lúc: Đối với các tấm đồng mỏng, việc xếp chồng nhiều lớp và cắt cùng một lúc có thể giúp tăng hiệu quả sản xuất.
– Tuy nhiên, cần đảm bảo rằng các lớp được kẹp chặt với nhau để tránh sự dịch chuyển trong quá trình cắt.
– Thông số cắt phải được điều chỉnh phù hợp với tổng độ dày.

2/ Sử dụng các kỹ thuật giảm phản xạ:
– Phủ lớp vật liệu hấp thụ tạm thời: Phủ một lớp sơn đen mờ ở phía trên sẽ tăng khả năng hấp thụ năng lượng cho tấm đồng.
+ Sau khi cắt, lớp phủ này cần được làm sạch.
+ Việc lựa chọn vật liệu phủ và phương pháp làm sạch cần được cân nhắc kỹ lưỡng để không ảnh hưởng đến bề mặt của sản phẩm cuối cùng.
– Sử dụng góc chiếu laser nghiêng: Thay vì chiếu vuông góc, việc điều chỉnh góc chiếu của chùm tia laser có thể làm giảm lượng năng lượng phản xạ trực tiếp trở lại nguồn laser.
+ Tuy nhiên, kỹ thuật này phức tạp hơn trong việc thiết lập và có thể ảnh hưởng đến hình dạng đường cắt.
3/ Cắt theo đường viền nhiều lần (Multipass): Đối với vật liệu đồng dày, việc cắt theo cùng một đường viền nhiều lần với công suất thấp hơn có thể mang lại chất lượng cắt tốt hơn so với việc cố gắng cắt hết độ dày trong một lần duy nhất.
+ Kỹ thuật này giúp kiểm soát nhiệt tốt hơn và giảm thiểu bavia.
+ Tuy nhiên, nó cũng làm tăng tổng thời gian cắt.
4/ Kỹ thuật “Pecking” hoặc “Drilling”: Đối với việc tạo các lỗ nhỏ trên tấm đồng dày, kỹ thuật “pecking” (đục lỗ) hoặc “drilling” (khoan) bằng laser (chùm tia laser được bật và tắt liên tục tại cùng một vị trí) có thể hiệu quả hơn so với việc cố gắng cắt theo đường tròn liên tục.
+ Kỹ thuật này giúp loại bỏ vật liệu nóng chảy hiệu quả hơn.

Bảo trì và vệ sinh máy thường xuyên
– Các bộ phận quang học như thấu kính, gương cần được kiểm tra và làm sạch thường xuyên để loại bỏ bụi bẩn.
+ Bề mặt bẩn sẽ hấp thụ hoặc tán xạ năng lượng laser, làm giảm hiệu suất cắt và có thể gây hư hỏng cho các bộ phận này.
+ Sử dụng các dụng cụ và dung dịch vệ sinh chuyên dụng theo hướng dẫn của nhà sản xuất.
– Đảm bảo các bộ phận cơ khí của máy, như hệ thống dẫn động, bàn cắt và hệ thống khí nén, hoạt động trơn tru và chính xác.
+ Bất kỳ sự cố nào ở các bộ phận này cũng có thể ảnh hưởng đến chất lượng cắt.
+ Thực hiện bảo trì định kỳ theo khuyến nghị của nhà sản xuất.

Các vấn đề thường gặp khi cắt laser đồng
Dưới đây là một số vấn đề thường gặp khi cắt laser đồng và cách khắc phục:
1. Đường cắt bị Bavia (Burr):
– Nguyên nhân:
+ Thông số cắt không tối ưu (tốc độ cắt quá chậm, công suất quá cao hoặc quá thấp)
+ Áp suất khí hỗ trợ không đủ
+ Loại khí hỗ trợ không phù hợp
+ Vật liệu bị nóng chảy lại do làm mát không hiệu quả.
– Cách khắc phục:
+ Điều chỉnh tốc độ cắt (thường tăng tốc độ), tối ưu hóa công suất laser
+ Tăng áp suất khí hỗ trợ, sử dụng khí Nitrogen hoặc Argon
+ Đảm bảo hệ thống làm mát hoạt động tốt.
Trong một số trường hợp, có thể cần giảm tốc độ và tăng công suất một chút để loại bỏ vật liệu nóng chảy hiệu quả hơn.
2. Tấm đồng bị cháy cạnh (Burning):
– Nguyên nhân:
+ Công suất laser quá cao so với tốc độ cắt
+ Tốc độ cắt quá chậm
+ Khí hỗ trợ không đủ hoặc không phù hợp (ví dụ sử dụng Oxy quá mức)
+ Hoặc tiêu cự không chính xác.
– Cách khắc phục:
+ Giảm công suất laser, tăng tốc độ cắt, đảm bảo áp suất và lưu lượng khí hỗ trợ đủ.
+ Chuyển sang sử dụng khí trơ như Nitrogen hoặc Argon.
+ Điều chỉnh lại vị trí tiêu cự.
3. Đường cắt không đều hoặc bị răng cưa:
– Nguyên nhân:
+ Tiêu cự không chính xác
+ Chất lượng chùm tia laser kém
+ Tốc độ cắt không ổn định
+ Vật liệu không được cố định chắc chắn gây rung động.
– Cách khắc phục:
+ Kiểm tra và điều chỉnh lại tiêu cự
+ Vệ sinh hoặc thay thế các bộ phận quang học bị bẩn hoặc hỏng
+ Đảm bảo tốc độ cắt ổn định và vật liệu được cố định chắc chắn.
4. Khó cắt xuyên vật liệu dày:
– Nguyên nhân:
+ Công suất laser không đủ cho độ dày vật liệu, tốc độ cắt quá nhanh
+ Tiêu cự không chính xác
+ Hoặc chùm tia laser bị suy yếu do các vấn đề về quang học.
– Cách khắc phục:
+ Sử dụng máy laser có công suất cao hơn
+ Giảm tốc độ cắt (có thể ảnh hưởng đến chất lượng bề mặt)
+ Điều chỉnh lại tiêu cự, kiểm tra và bảo trì hệ thống quang học.
+ Có thể cần sử dụng kỹ thuật cắt nhiều pass.
5. Phản xạ laser gây hư hỏng máy:
– Nguyên nhân: Cắt đồng với máy không được thiết kế cho vật liệu phản xạ cao, hoặc không sử dụng các biện pháp giảm phản xạ.
– Cách khắc phục:
+ Sử dụng máy laser sợi quang được trang bị hệ thống chống phản xạ
+ Áp dụng các biện pháp giảm phản xạ trên bề mặt vật liệu (nếu khả thi).
Cắt laser đồng đòi hỏi sự am hiểu về đặc tính cũng như tỉ mỉ kết hợp giữa việc lựa chọn thiết bị laser phù hợp, cài đặt thông số cắt một cách linh hoạt. Kinh nghiệm thực tế, khả năng quan sát và điều chỉnh liên tục trong quá trình gia công đóng vai trò then chốt để hạn chế những lỗi thường gặp như: bavia, cháy cạnh hay đường cắt không đều.
VNTECH - Đơn vị cung cấp máy móc gia công cơ khí chính hãng, uy tín, đa dạng về chủng loại, đáp ứng mọi nhu cầu sản xuất. Để được tư vấn chi tiết và nhận báo giá tốt nhất, quý khách vui lòng liên hệ theo thông tin bên dưới.

________________
THÔNG TIN LIÊN HỆ
- Địa chỉ văn phòng:
- Địa chỉ Hà Nội: NO-05A23, Khu/Ngõ 1 Nguyễn Khắc Viện, Khu tái định cư Giang Biên, Hà Nội
- Chi Nhánh Đà Nẵng: Lô 11, Khu A4, Nguyễn Sinh Sắc, Hoà Minh, Liên Chiểu, Đà Nẵng
- Chi Nhánh HCM: 43 Đường N2, KP Thống Nhất, Dĩ An, Bình Dương
- SĐT: 0984.537.333
- Email: sale@vntechcnc.vn
- Facebook: https://www.facebook.com/vntechcnc
- Website: https://thietbivntech.vn