Chắc hẳn máy chấn không còn xa lạ với mọi người trong lĩnh vực gia công cơ khí. Nhưng trong sản xuất, việc sử dụng phương pháp chấn Air beding – chấn không chạm đáy cối cho hiệu quả tốt nhất, luôn là một bài toán mà các bác chủ doanh nghiệp luôn tìm hiểu để giải quyết. Hôm nay, mời mọi người cùng VNTECH tìm hiểu phương pháp chấn air bending như nào, ưu nhược điểm của phương pháp chấn này trong bài viết dưới đây.
Nội dung bài viết
Air bending là gì?
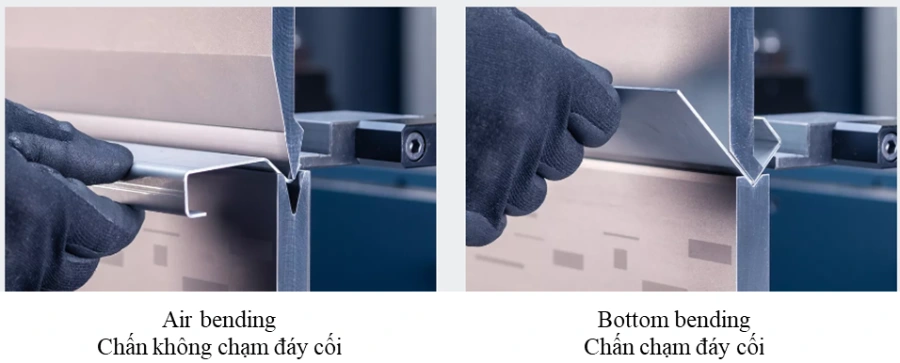
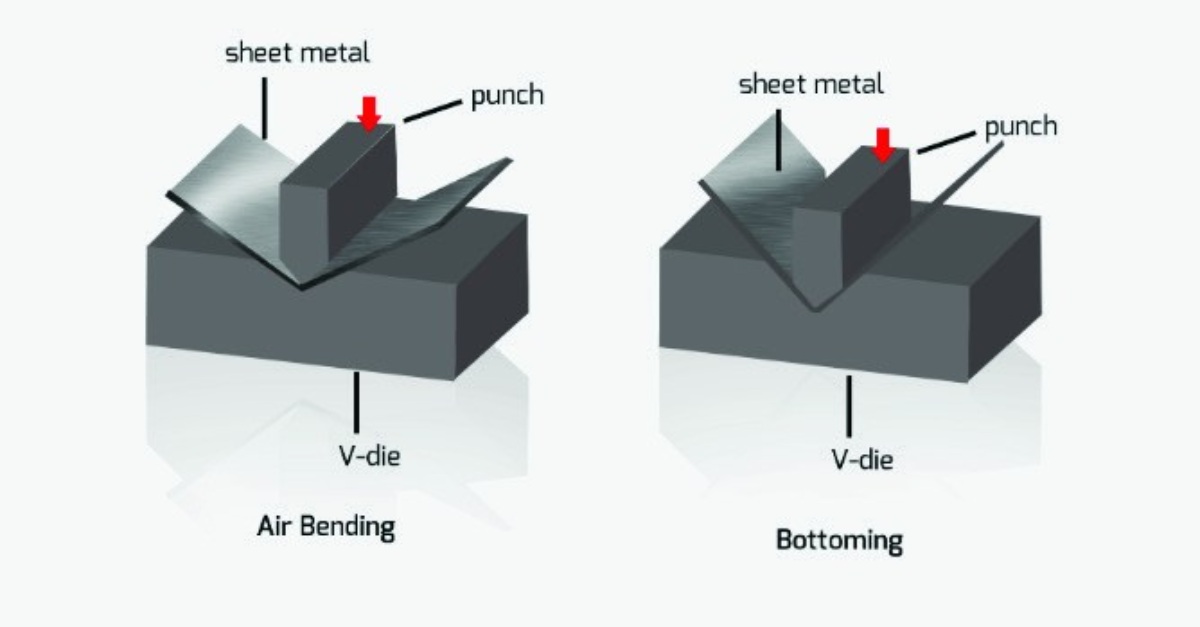
Air Bending hay còn gọi là chấn hở đáy – một kỹ thuật chấn gấp kim loại tấm phổ biến trong ngành gia công kim loại. Phương pháp này sử dụng lực ép của dao chấn để uốn cong tấm kim loại theo hình dạng mong muốn, mà không cần ép sát vào đáy khuôn. Với air bending chỉ có 3 điểm tiếp xúc trong quá trình chấn: Mỗi điểm ở 2 bên cối V và điểm tiếp xúc với dao chấn.
Với phương pháp chấn không chạm đáy, cùng một bộ dao cối có thể được sử dụng để chấn được nhiều góc khác nhau. Bất kỳ bán kính, góc nào phù hợp với biên dạng dao và độ sâu đều có thể đạt được. Và có thể chấn đa dạng các vật liệu khác nhau.
Một khó khăn chung với chấn không chạm đáy (chấn air bending) là các tấm phôi có thể đàn hồi trở lại hình dạng ban đầu khi chấn.
Ưu điểm của phương pháp chấn Air bending
– Linh hoạt: Có thể tạo ra nhiều góc chấn khác nhau với cùng một bộ khuôn, chỉ cần điều chỉnh hành trình của dao chấn.
– Tiết kiệm chi phí: Giảm chi phí đầu tư khuôn mẫu, do không cần nhiều bộ khuôn cho các góc chấn khác nhau.
– Đơn giản: Dễ dàng vận hành và kiểm soát, không yêu cầu kỹ thuật quá phức tạp.
– Ít gây hư hại bề mặt: Do không ép sát vào đáy khuôn nên ít gây trầy xước, biến dạng bề mặt kim loại.
– Thích hợp với nhiều loại vật liệu: Có thể áp dụng cho nhiều loại kim loại tấm khác nhau, từ thép, nhôm, đồng, đến inox,…
– Có thể chấn được hầu hết các vật liệu và độ dày khác nhau.
– Chấn nhanh hơn so với chấn chạm đáy (Bottom bending).
– Ít tiếp xúc với dao cối hơn, dẫn đến ít hư hỏng bề mặt.
– Kéo dài tuổi thọ cho bộ dao cối chấn.
Nhược điểm của Air bending
– Độ chính xác của góc chấn phụ thuộc vào độ chính xác của hành trình dao chấn và khả năng điều chỉnh của máy.
– Đòi hỏi người vận hành có kinh nghiệm để điều chỉnh lực chấn, hành trình dao chấn và lựa chọn khuôn phù hợp.
– Đối với các góc chấn rất nhỏ (dưới 20 độ), việc kiểm soát độ chính xác có thể gặp khó khăn.
– Phôi dễ bị đàn hồi lại hình dạng ban đầu.
Nguyên lý hoạt động của Air Bending
Air Bending hoạt động dựa trên nguyên tắc tạo lực ép lên tấm kim loại, khiến nó uốn cong theo hình dạng của dao chấn và khuôn chấn. Điểm đặc biệt của phương pháp này là dao chấn không ép sát vào đáy khuôn, tạo ra một khoảng hở nhất định.
Quy trình chấn Air Bending:
1/ Đặt phôi: Tấm kim loại được đặt lên cối chấn (die), canh chỉnh vị trí chính xác.
2/ Ép phôi: Dao chấn (punch) di chuyển xuống, tác dụng lực ép lên tấm kim loại, đẩy nó vào khuôn chấn.
3/ Tạo góc: Tấm kim loại bị uốn cong theo hình dạng của dao và khuôn, tạo thành góc mong muốn.
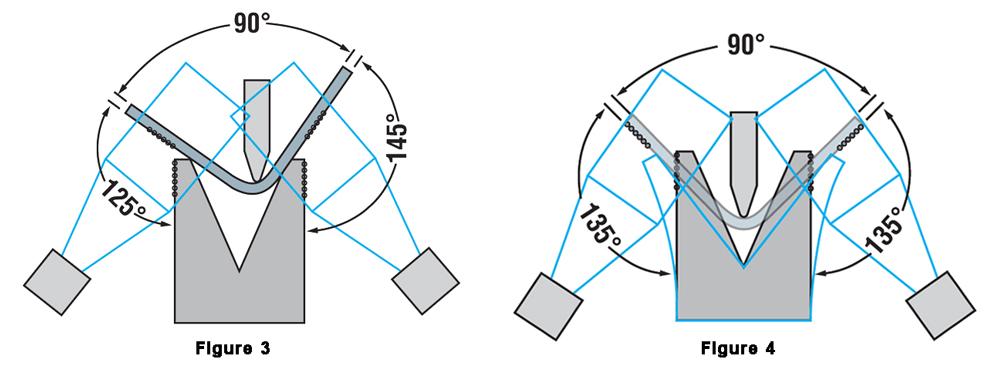
– Góc chấn được xác định bởi hành trình của dao chấn, không phụ thuộc vào góc của khuôn.
– Dao chấn càng đi sâu vào khuôn, góc chấn càng nhỏ.
4/ Hoàn thành: Dao chấn trở về vị trí ban đầu, tấm kim loại được lấy ra khỏi khuôn.

Các yếu tố ảnh hưởng đến chất lượng chấn Air Bending
Để đạt được chất lượng chấn tốt nhất với phương pháp Air Bending, cần lưu ý đến các yếu tố sau:
– Chất lượng máy chấn: Máy chấn phải đảm bảo độ cứng vững, độ chính xác cao, khả năng điều chỉnh hành trình dao chấn linh hoạt.
– Lựa chọn khuôn chấn phù hợp với độ dày, chiều dài, loại vật liệu cần chấn.
+ Khuôn chấn phải đảm bảo độ chính xác, độ bền và khả năng chịu lực.
– Dao chấn phải có hình dạng, kích thước phù hợp với yêu cầu chấn, đảm bảo độ sắc bén và độ bền.
– Thông số chấn: Lựa chọn lực chấn, hành trình dao chấn, khe hở khuôn phù hợp với độ dày và loại vật liệu.
– Người vận hành cần có kinh nghiệm, am hiểu về phương pháp Air Bending, biết cách điều chỉnh các thông số chấn để đạt được góc chấn mong muốn.
Khi nào nên sử dụng phương pháp air bending
Phương pháp chấn không chạm đáy cối (Air bending) phù hợp với các hoạt động sản xuất cần ít độ chính xác và muốn chấn được đa dạng các sản phẩm mà không muốn thay đổi bộ dao cối khác nhau. Nếu bạn cần sản xuất hàng loạt các sản phẩm có góc khác nhau và muốn tiết kiệm chi phí trong sản xuất thì air bending là phương pháp tốt nhất.
Khi độ chính xác không còn quan trọng
Air bending thích hợp trong trường hợp không cần độ chính xác cao. Air bending thường có mức độ chính xác thấp hơn nên chỉ sử dụng để sản xuất các sản phẩm cần độ chính xác thấp (sai số khoảng ± 0,5°). Đổi lại, phương pháp này lại dễ dàng chấn theo nhiều góc độ khác nhau.
Phương pháp này có thể gặp nhiều khó khăn hơn trong việc tính toán sự biến đổi của vật liệu và trong từng quá trình chấn khác nhau. Tuy nhiên, vẫn đạt được nhiều hiệu quả tốt hơn nhiều so với chấn chạm đáy khi không yêu cầu cao về độ chính xác.
Để sản xuất nhanh hơn
Trước hết, quá trình hoàn thành air bending nhanh hơn quá trình hoàn thành Bottom bending do phôi không cần phải ép hoàn toàn vào cối, cần ít áp lực và thời gian hơn để hoàn thành việc chấn.
Thứ hai, thay vì đổi dao, cối chấn khác thì với Air Bending bạn chỉ cần ép tấm kim loại vào cối ở độ sâu khác để tạo ra góc chấn khác. Điều này giúp tiết kiệm thời gian thiết lập vì cối và máy chấn không cần phải thay đổi cho các góc chấn khác nhau.
Giảm chi phí và sản xuất dễ dàng hơn
Lợi ích khác mà phương pháp air bending mang lại là giảm chi phí, giảm số lượng dụng cụ và bảo trì máy móc cần thiết. Air bending cũng có thể được sử dụng khi người vận hành cần kiểm soát góc chấn trong quá trình chấn.
Ứng dụng của phương pháp Air Bending
Phương pháp Air Bending được ứng dụng rộng rãi trong gia công kim loại tấm, chế tạo các sản phẩm đa dạng như:
– Thùng chứa, hộp kim loại: Chế tạo các loại thùng chứa, hộp đựng bằng kim loại với kích thước và hình dạng đa dạng.
– Tủ điện, vỏ máy: Gia công vỏ máy, tủ điện, bảng điều khiển,…
– Linh kiện ô tô, xe máy: Chế tạo các chi tiết, linh kiện cho ngành công nghiệp ô tô, xe máy.
– Kết cấu thép xây dựng: Gia công các thanh giằng, dầm, cột,… trong xây dựng.
– Đồ gia dụng, nội thất: Sản xuất các sản phẩm gia dụng, nội thất bằng kim loại như bàn ghế, tủ kệ,…
Lưu ý khi sử dụng phương pháp Air Bending
– Lựa chọn máy chấn và khuôn chấn phù hợp: Cần xem xét kỹ lưỡng các yếu tố như lực chấn, chiều dài bàn máy, loại khuôn chấn để đảm bảo phù hợp với yêu cầu gia công.
– Điều chỉnh thông số chấn chính xác: Lực chấn, hành trình dao chấn, khe hở khuôn cần được điều chỉnh chính xác để đạt được góc chấn mong muốn và tránh gây hư hỏng cho máy móc, khuôn mẫu.
– Kiểm tra chất lượng sản phẩm: Thường xuyên kiểm tra góc chấn, kích thước, hình dạng sản phẩm để đảm bảo chất lượng.
– Bảo trì máy móc định kỳ: Thực hiện bảo trì máy chấn định kỳ để đảm bảo máy hoạt động ổn định, kéo dài tuổi thọ.
Air Bending là phương pháp chấn kim loại tấm linh hoạt, hiệu quả và tiết kiệm chi phí. Bằng cách hiểu rõ nguyên lý hoạt động, ưu nhược điểm và các lưu ý kỹ thuật, doanh nghiệp có thể áp dụng phương pháp này một cách hiệu quả, nâng cao năng suất và chất lượng sản phẩm.
—————————————
Được thành lập bởi các kỹ sư có kinh nghiệm trên 10 năm trong ngành gia công tấm với nền tảng kỹ thuật và uy tín cao trên thị trường, Công ty Cổ phần Giải pháp cơ khí VNTECH là đơn vị chuyên cung cấp dịch vụ, máy móc, thiết bị và giải pháp gia công tấm tại Việt Nam.
VNTECH - Đơn vị cung cấp máy móc gia công cơ khí chính hãng, uy tín, đa dạng về chủng loại, đáp ứng mọi nhu cầu sản xuất. Để được tư vấn chi tiết và nhận báo giá tốt nhất, quý khách vui lòng liên hệ theo thông tin bên dưới.

________________
THÔNG TIN LIÊN HỆ
- Địa chỉ văn phòng:
- Địa chỉ Hà Nội: NO-05A23, Khu/Ngõ 1 Nguyễn Khắc Viện, Khu tái định cư Giang Biên, Hà Nội
- Chi Nhánh Đà Nẵng: Lô 11, Khu A4, Nguyễn Sinh Sắc, Hoà Minh, Liên Chiểu, Đà Nẵng
- Chi Nhánh HCM: 43 Đường N2, KP Thống Nhất, Dĩ An, Bình Dương
- SĐT: 0984.537.333
- Email: sale@vntechcnc.vn
- Facebook: https://www.facebook.com/vntechcnc
- Website: https://thietbivntech.vn