Khuôn đột lỗ thủy lực là linh kiện tiêu hao quan trọng nhất của một chiếc máy đột thủy lực, quyết định trực tiếp đến năng suất và độ thẩm mỹ trong quy trình gia công. Với độ chính xác cao và khả năng tạo ra những lỗ cắt sắc nét, không bavia,… đây chính là giải pháp tối ưu giúp các xưởng gia công kết cấu thép hiện đại.
Bài viết này, VNTECH sẽ đi sâu vào mọi khía cạnh kỹ thuật của bộ khuôn đột lỗ giúp bạn không chỉ chọn đúng thiết bị mà còn làm chủ công nghệ để tối ưu hóa chi phí sản xuất.
Nội dung bài viết
Khuôn đột lỗ là gì?
Khuôn đột lỗ là bộ công cụ cắt gọt kim loại không tạo phoi, thực hiện nhiệm vụ tách rời vật liệu theo một hình dạng xác định (tròn, vuông, oval,…) dưới tác động của áp lực tĩnh thủy lực hoặc xung lực cơ khí.
Một bộ khuôn đột lỗ thủy lực tiêu chuẩn luôn bao gồm 2 thành phần không thể tách rời:
1/ Chày (Punch): Đây là bộ phận nằm phía trên, trực tiếp lao xuống và xuyên thấu vật liệu.
– Đặc điểm: Được chế tạo từ thép công cụ cao cấp như SKD11, M2 hoặc DC53.
– Yêu cầu:
+ Phải có độ cứng cực cao.
+ Vẫn phải đảm bảo độ dẻo dai để không bị giòn, gãy khi va chạm mạnh.
2/ Cối (Die): Đây là bộ phận nằm phía dưới, cố định trên bàn máy để đỡ phôi và tạo lực phản chấn.
– Đặc điểm:
+ Cối có một lỗ rỗng có hình dạng tương ứng với chày.
+ Nhưng kích thước lớn hơn một chút (gọi là khe hở chày cối).
>>> Xem thêm các dòng máy đột hiện đại:
- Máy đột dập CNC Dadong ER300
- Máy đột dập cơ khí kết hợp bàn cấp liệu CNC
- Máy đột lỗ điện D-ER300 Nhanh – Mạnh – Êm ái
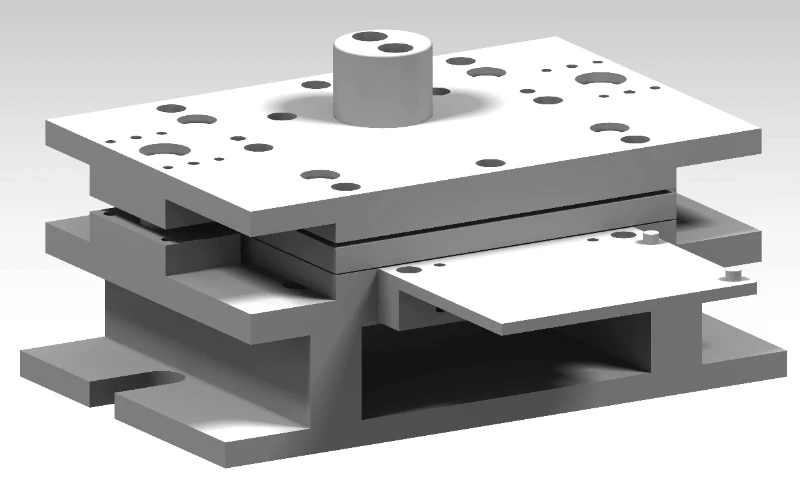
Cấu tạo của khuôn đột lỗ thủy lực
Về cơ bản, một bộ khuôn đột lỗ thủy lực tiêu chuẩn gồm 2 phần tách biệt nhưng phải đồng nhất tuyệt đối về tâm: Chày và Cối.
1/ Chày đột (Punch): Đây là bộ phận trực tiếp chịu ứng suất nén và ứng suất cắt cực lớn từ piston thủy lực truyền xuống.
– Thân chày: Phần chuôi để lắp vào đầu máy đột.
– Lưỡi cắt: Phần quan trọng nhất.
+ Để đột thép dày, lưỡi chày thường được mài phẳng hoặc mài vát.
+ Mài vát giúp chày tiếp xúc phôi theo kiểu “kéo cắt”, giảm tải trọng tức thời cho hệ thống thủy lực.
– Vật liệu: Thường là SKD11, M2 hoặc DC53.
*Mách nhỏ: Với máy thủy lực lực ép lớn, dùng thép DC53 sẽ chống mẻ mép tốt hơn SKD11.
– Độ cứng: Sau nhiệt luyện chân không phải đạt 58-62 HRC.
+ Nếu cứng quá sẽ giòn (dễ gãy), mềm quá sẽ nhanh cùn (tạo bavia).
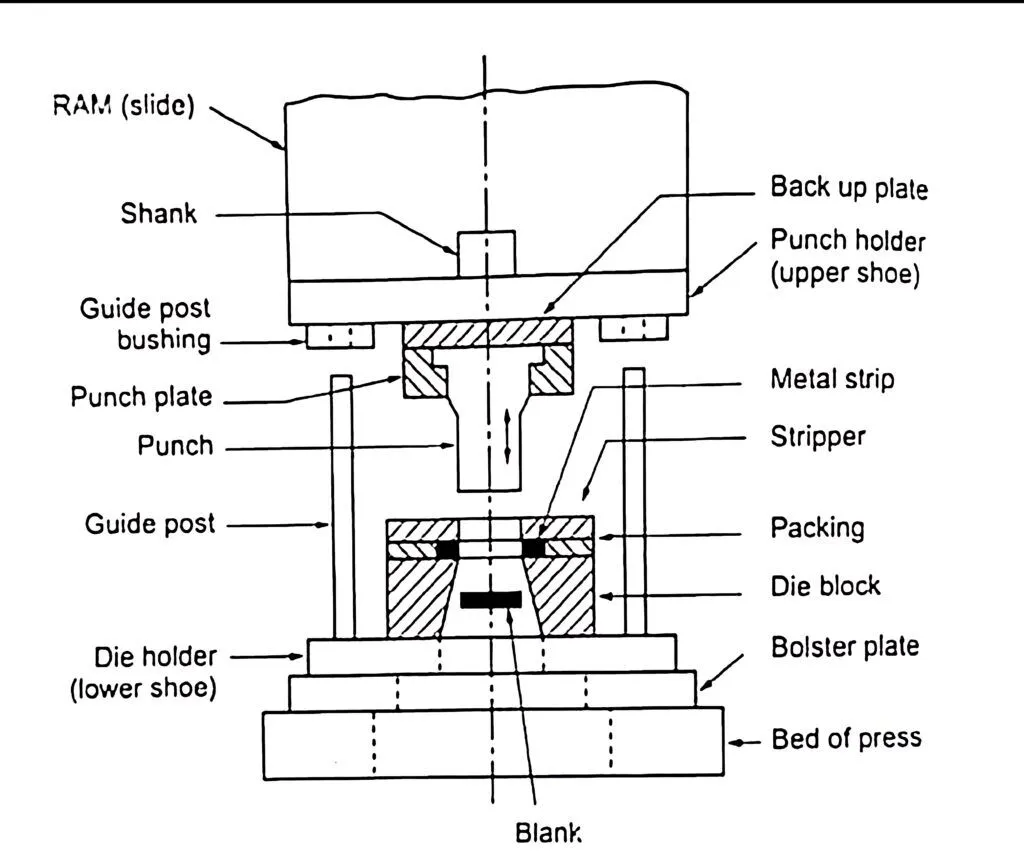
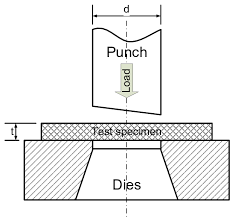
2/ Cối đột (Die): Nằm cố định trên bàn máy, có nhiệm vụ đỡ phôi và tạo ra phản lực để cắt đứt kim loại.
– Lỗ khuôn: Có hình dạng tương ứng với chày nhưng kích thước lớn hơn một chút (đây chính là khe hở chày cối).
– Độ côn thoát phôi:
+ Lòng cối thường có độ côn khoảng 1 – 2° về phía dưới.
+ Nếu không có độ côn này, phôi thừa sẽ bị kẹt cứng trong lòng cối, nhát đột sau ép xuống sẽ gây hỏng khuôn ngay lập tức.
– Mặt tì: Phải phẳng tuyệt đối để phôi không bị bập bênh khi dập.
=> Tránh hiện tượng lỗ đột bị lệch hoặc méo.
3/ Khe hở chày cối
Công thức chuẩn: C = (5 – 15%) * t (với t là độ dày phôi).
Ví dụ: Nếu đột thép bản mã dày 10mm, khe hở giữa chày và cối thường phải đạt từ 1.0mm đến 1.2mm.
+ Khe hở đúng giúp vết cắt phẳng, nhẵn và chày thoát ra khỏi phôi dễ dàng.
4/ Các bộ phận hỗ trợ
– Vòng đệm tháo phôi:
+ Một tấm thép có lò xo bao quanh chày.
+ Khi piston rút lên, tấm này giữ phôi lại để chày không bị dính chặt vào tấm thép.
=> Giúp quá trình đột liên tục và an toàn.
– Mũi tâm: Một cái chấm nhỏ ở đỉnh chày để thợ đặt đúng vào vị trí đã đục tâm.
=> Đảm bảo độ chính xác tuyệt đối.
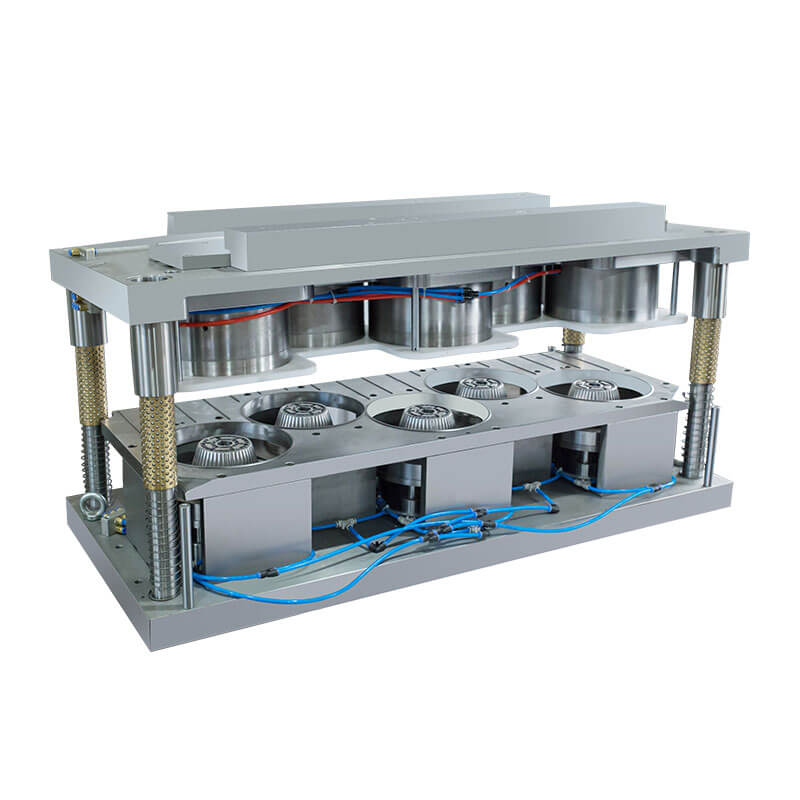
Các loại khuôn đột lỗ thủy lực
Dưới đây là các loại khuôn đột lỗ thủy lực phổ biến nhất mà VNTECH thường xuyên tư vấn cho anh em thợ:
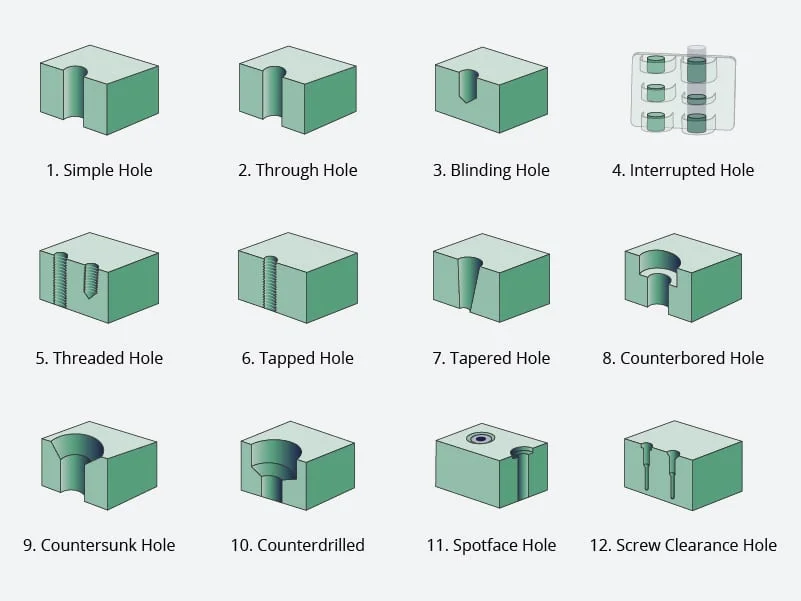
1/ Phân loại theo hình dáng lỗ
– Khuôn đột lỗ tròn: Loại phổ biến nhất (chiếm 80%).
+ Dùng để đột lỗ xỏ bu-lông trên bản mã, thép V, dầm I.
– Khuôn đột lỗ Oval: Cực kỳ quan trọng trong kết cấu thép.
+ Lỗ oval cho phép sai số khi lắp ghép.
=> Giúp căn chỉnh dầm thép dễ dàng hơn lỗ tròn cố định.
– Khuôn đột lỗ vuông:
+ Thường dùng cho các thanh cài, lỗ luồn dây điện hoặc các chi tiết cơ khí chính xác.
+ Loại này yêu cầu căn chỉnh độ đồng tâm cực khắt khe để tránh mẻ góc chày.
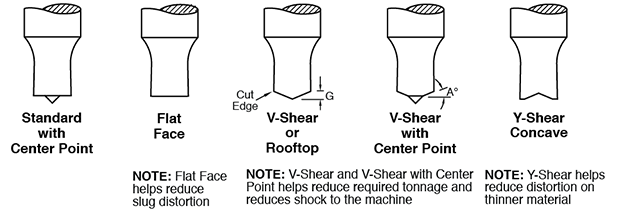
2/ Phân loại theo cấu tạo đầu chày
– Chày mặt phẳng (Flat Face): Dùng cho thép mỏng và trung bình.
+ Lực đột phân bổ đều, lỗ ra rất phẳng.
– Chày mặt vát (Shear/Angled Punch): Đầu chày được mài nghiêng một góc nhỏ.
+ Giúp chày tiếp xúc vật liệu từ từ (như kéo cắt).
+ Làm giảm lực đột từ 30% – 50%.
– Chày có mũi tâm (Center Point):
+ Đầu chày có một mấu nhọn nhỏ ở giữa để định vị vào lỗ đục tâm.
=> Giúp đột chính xác 100% vị trí đã lấy dấu.
3/ Phân loại theo mục đích chuyên dụng
– Khuôn đột thép hình (V, U, I):
+ Chày thường có thân dài hơn để có thể vươn vào đột ở phần bụng của thép chữ U hoặc chữ I mà không bị vướng thân máy.
– Khuôn đột thanh cái đồng (Busbar Die):
+ Được mài bóng cực kỹ và khe hở cực nhỏ để đảm bảo mặt cắt nhẵn mịn, không có bavia.
+ Đảm bảo khả năng dẫn điện tốt nhất cho tủ điện.
– Khuôn đột Inox:
+ Được làm từ thép đặc biệt (thường là DC53 hoặc M2).
+ Được xử lý bề mặt để chống dính kim loại.
Kinh nghiệm chọn khuôn đột lỗ
Dưới đây là những kinh nghiệm thực tế để chọn được bộ khuôn đột lỗ chất lượng:
1/ Chọn mác thép theo vật liệu phôi
– Đột thép hình, thép tấm dày (SS400, A36): Hãy chọn khuôn làm từ SKD11 hoặc DC53.
+ DC53 có độ dẻo dai cao hơn SKD11
=> Giúp chống mẻ mép cực tốt khi đột các tấm bản mã dày trên 15mm.
– Đột Inox (SUS304): Nên chọn chày làm từ thép gió M2 hoặc chày có mạ phủ bề mặt.
=> Để thoát phôi nhanh, không cháy mép.
– Đột thanh cái đồng/nhôm: Chỉ cần thép SKD11.
+ Nhưng yêu cầu mặt cắt khuôn phải được mài bóng gương.
= >Để lỗ đột nhẵn mịn, không bavia, đảm bảo tiếp xúc điện tốt.
2/ Thông số khe hở giữa chày – cối
– Quy tắc 10%:
+ Với thép thường, khe hở (tổng 2 bên) thường chiếm khoảng 10% – 12% độ dày phôi.
Ví dụ: Đột thép 10mm, lỗ cối phải lớn hơn đầu chày khoảng 1.0mm – 1.2mm.
– Hậu quả của việc chọn sai:
+ Khe hở quá nhỏ: Lực đột tăng vọt, máy nhanh nóng dầu, chày nhanh cùn.
+ Khe hở quá lớn: Lỗ đột bị côn (miệng loe), bavia lớn, tấm thép bị kéo lõm xuống.
3/ Kết cấu đầu chày
– Chày mặt phẳng: Dùng tốt cho thép mỏng (dưới 10mm).
– Chày mặt vát:
+ Nếu dùng máy công suất nhỏ (ví dụ 60 tấn) mà muốn đột thép 16-20mm, hãy chọn chày vát.
+ Kết cấu này giúp cắt vật liệu theo kiểu cuốn chiếu, giảm tải cho máy đến 30%.
+ Tiếng đột sẽ êm hơn.
4/ Kiểm tra chất lượng gia công
– Độ côn thoát phôi của cối:
+ Lòng cối phải có độ côn cho phôi rơi xuống.
+ Nếu lòng cối thẳng tuột, phôi thừa sẽ kẹt cứng và làm nổ khuôn ngay nhát dập thứ hai.
– Độ đồng tâm:
+ Chuôi chày và lưỡi cắt phải đồng tâm tuyệt đối.
+ Có thể kiểm tra bằng cách xoay nhẹ chày trong cối (khi chưa lắp vào máy), cảm giác khe hở đều tăm tắp là khuôn xịn.
– Công nghệ nhiệt luyện:
+ Khuôn xịn phải nhiệt luyện chân không.
+ Nếu thấy màu thép không đều hoặc có vết cháy lửa thì đó là nhiệt luyện thủ công.
=> Độ cứng sẽ không đều, rất dễ vỡ.
Lời khuyên từ VNTECH: Đừng bao giờ tiết kiệm vài trăm nghìn để mua khuôn rẻ tiền làm từ thép tạp. Một bộ khuôn gãy có thể kéo theo hỏng cả xi-lanh thủy lực hoặc làm gián đoạn tiến độ đơn hàng.
Tại sao nên chọn khuôn đột của VNTECH?
Trên thị trường hiện nay có rất nhiều loại khuôn giá rẻ chỉ vài trăm nghìn đồng. Tuy nhiên, rủi ro đi kèm là rất lớn. Tại VNTECH, mỗi bộ khuôn đều được tính toán để chịu được áp lực thủy lực tĩnh đặc thù của máy đột.

– VNTECH ưu tiên sử dụng thép DC53 cho các dòng khuôn đột thép dày.
+ Độ dẻo dai cao gấp đôi SKD11 ở cùng độ cứng.
+ Tuổi thọ cao hơn 30% – 50% so với khuôn thông thường.
– Khuôn được tôi trong môi trường chân không, giúp độ cứng đạt 58-62 HRC.
+ Không bị hiện tượng vỏ cứng nhưng trong mềm hay biến dạng nhiệt.
– Thiết kế thoát phôi thông minh
+ Phôi thừa sẽ rơi ngay lập tức, không có cơ hội bám dính gây kẹt khuôn.
+ Lòng cối và mặt chày được mài bóng gương
=> Giảm ma sát tối đa, giúp máy đột chạy êm hơn và giảm nhiệt độ dầu thủy lực.
VNTECH không bán một bộ khuôn cho tất cả, mà chúng tôi sẽ tư vấn:
– Khuôn cho Inox: Khe hở nới lỏng, chày có mũi tâm và góc thoát lớn.
– Khuôn cho Thép hình: Chuôi chày dài chuyên dụng để đột bụng dầm U, I.
– Chày mặt vát: Thiết kế đặc biệt giúp giảm 30% tải trọng cho máy khi cần đột quá khổ.
Đầu tư vào một bộ khuôn đột lỗ thủy lực chất lượng không chỉ là mua một phụ kiện, mà là đầu tư vào hiệu suất của cả xưởng cơ khí. Hãy luôn ưu tiên các sản phẩm có nguồn gốc rõ ràng, thông số kỹ thuật chuẩn để bảo vệ máy móc và nâng cao chất lượng sản phẩm đầu ra.
Bảng tra cứu khe hở giữa chày và cối
Dưới đây là bảng tra cứu khe hở giữa chày và cối do đội ngũ kỹ thuật của VNTECH đúc kết:
| Độ dày phôi | Thép mềm / Bản mã | Inox 304 / Thép cứng | Nhôm / Đồng đỏ |
| 2 mm | 0.2 | 0.3 | 0.16 |
| 4 mm | 0.4 | 0.6 | 0.32 |
| 6 mm | 0.6 | 0.9 | 0.48 |
| 8 mm | 0.8 | 1.2 | 0.64 |
| 10 mm | 1.0 | 1.5 | 0.80 |
| 12 mm | 1.2 | 1.8 | 0.96 |
| 16 mm | 1.6 | 2.4 | 1.28 |
| 20 mm | 2.0 | 3.0 | 1.60 |
| 25 mm | 2.5 | 3.7 | 2.00 |
Công thức cho dân trong nghề:
Nếu gặp một loại thép lạ hoặc độ dày không nằm trong bảng, hãy áp dụng công thức này của VNTECH: C = t * K
– C: Khe hở tổng (mm).
– t: Độ dày vật liệu (mm).
– K: Hệ số vật liệu.
+ K = 0.08 (Nhôm, đồng, thép rất mềm).
+ K = 0.10 (Thép SS400, thép tấm cán nóng phổ biến).
+ K = 0.15 – 0.20 (Inox 304, thép hợp kim cứng).
Những lỗi khi gia công đột
1/ Lỗ đột bị bavia lớn
– Biểu hiện: Mép dưới lỗ có gờ sắt sắc nhọn, mặt cắt không phẳng.
– Nguyên nhân: Khe hở chày cối quá lớn hoặc lưỡi chày đã bị cùn.
– Khắc phục: Thay cối có đường kính nhỏ hơn (đúng tỉ lệ 10% độ dày phôi) hoặc mài lại mặt chày.
2/ Thành lỗ bị “vết cắt kép”
– Biểu hiện: Thành lỗ xuất hiện hai dải bóng loáng, phôi thừa hay bị kẹt trong cối.
– Nguyên nhân: Khe hở chày cối quá nhỏ, chày phải “nhồi” hai lần mới đứt phôi.
– Khắc phục: Tăng kích thước đường kính cối (nới lỏng khe hở).
3/ Chày bị mẻ mép hoặc gãy ngang
– Biểu hiện: Đầu chày bị sứt sẹo hoặc gãy lìa khi đang dập.
– Nguyên nhân: Lệch tâm chày cối; đột vật liệu quá cứng; hoặc nhiệt luyện khuôn bị giòn.
– Khắc phục:
+ Căn chỉnh lại độ đồng tâm.
+ Dùng chày DC53 dẻo dai hơn.
+ Tưới dầu làm mát khi đột Inox.
4/ Lỗ đột bị méo hoặc không đồng đều
– Biểu hiện: Lỗ không tròn trịa, bavia một bên dày, một bên mỏng.
– Nguyên nhân: Gá đặt khuôn bị rơ lỏng hoặc phôi bị trượt khi piston đi xuống.
– Khắc phục:
+ Siết chặt các ốc hãm khuôn.
+ Dùng chày có mũi tâm để định vị chính xác.
5/ Nổ cối (Vỡ cối đột)
– Biểu hiện: Cối nứt toác hoặc vỡ vụn ngay nhát dập.
– Nguyên nhân: Phôi thừa bị kẹt đầy trong lòng cối do cối không có độ côn thoát phôi.
– Khắc phục:
+ Chọn cối có độ côn lòng 1° – 2°.
+ Yêu cầu thợ vệ sinh mạt sắt gầm máy thường xuyên.
6/ Lỗi phôi bị biến dạng (Cong vênh tấm)
– Biểu hiện: Tấm thép sau khi đột bị cong lên hoặc vặn vẹo, không còn phẳng như ban đầu.
– Nguyên nhân: Lực rút chày lên quá lớn do chày bị bó chặt vào phôi, hoặc tấm chặn phôi không đủ lực ép.
– Khắc phục:
+ Sử dụng dầu bôi trơn đầu chày.
+ Kiểm tra lò xo của bộ tháo phôi.
+ Nếu đột lỗ to trên tấm mỏng, hãy tăng khe hở chày cối thêm 2-3% để giảm lực bám dính.
7/ Lỗi bước nhảy phôi
– Biểu hiện:
+ Phôi thừa thay vì rơi xuống lại bị hút ngược lên theo chày.
+ Nhát đột sau ép xuống sẽ gây hỏng khuôn ngay lập tức.
– Nguyên nhân: Do lực hút chân không giữa mặt chày và phôi, hoặc do dầu bôi trơn quá dính.
– Khắc phục:
+ Sử dụng chày có mũi tâm hoặc chày có lò xo đẩy phôi ở giữa.
+ Mài mặt chày hơi nhám một chút để phá lực hút chân không.
FAQ về khuôn đột lỗ thủy lực
1/ Tại sao lỗ đột xuất hiện bavia quá lớn?
– Giải đáp: Đây là lỗi phổ biến nhất. Có 2 nguyên nhân chính:
+ Khe hở quá lớn: Khoảng cách giữa chày và cối vượt quá 15% độ dày phôi, khiến vật liệu bị kéo lún vào lòng cối trước khi đứt.
+ Chày bị cùn: Mép cắt của chày không còn sắc, thay vì cắt đứt nó lại “nhai” vật liệu.
– Khắc phục: Chọn lại cối có kích thước chuẩn (10% độ dày phôi) hoặc mài lại mặt phẳng đầu chày.
2/ Tại sao chày đột hay bị mẻ mép hoặc gãy ngang?
– Giải đáp:
+ Lệch tâm: Chày không đâm thẳng vào tâm cối mà bị liếc sang một bên, va vào mép cối.
+ Vật liệu quá cứng: Đột thép hợp kim hoặc Inox dày mà dùng chày thép thường, không tăng khe hở.
+ Nhiệt luyện lỗi: Thép khuôn bị tôi quá giòn, không có độ dẻo dai (HRC quá cao trên 62).
– Khắc phục: Kiểm tra độ đồng tâm của gá khuôn; chuyển sang dùng chày DC53 có độ dẻo dai cao hơn.
3/ Có nên dùng dầu bôi trơn khi đột không?
– Giải đáp: CỰC KỲ NÊN. Đặc biệt là khi đột Inox, nhôm hoặc thép dày trên 10mm.
– Tác dụng: Giảm ma sát, làm mát đầu chày, ngăn hiện tượng kim loại dính vào chày và giúp rút chày lên dễ dàng hơn.
4/ Khi nào thì cần mài lại khuôn?
– Giải đáp:
+ Chiều cao bavia vượt quá 10% độ dày phôi.
+ Tiếng đột nghe “chát” và máy rung mạnh hơn bình thường.
+ Mép cắt của chày xuất hiện các vết xước hoặc mòn vẹt nhìn thấy bằng mắt thường.
Mẹo: Mỗi lần mài chỉ cần hớt đi 0.2mm – 0.5mm mặt đầu là khuôn lại sắc như mới.
5/ Tại sao phôi thừa bị hút ngược lên trên bàn máy?
– Giải đáp: Do lực hút chân không hoặc dầu bôi trơn quá dính làm phôi dính chặt vào mặt chày và đi ngược lên.
+ Nguy hiểm: Nhát đột sau ép lên phôi cũ sẽ làm vỡ khuôn ngay lập tức.
+ Khắc phục: Dùng chày có mũi tâm để phá lực hút, hoặc mài mặt chày hơi nghiêng nhẹ.
6/ Tôi có thể dùng khuôn của hãng này lắp cho máy hãng khác không?
– Giải đáp: Có thể, nếu thông số chuôi chày và đường kính ngoài của cối khớp nhau.
+ Tuy nhiên, mỗi hãng thường có tiêu chuẩn gá kẹp riêng.
Lời khuyên: Nên đo kỹ đường kính chuôi và chiều cao chày cũ trước khi đặt mua lẻ để đảm bảo lắp vừa khít, tránh rơ lỏng gây lệch tâm.
Hãy liên hệ ngay với kỹ thuật viên VNTECH để được tư vấn giải pháp đột dập phù hợp nhất với sản phẩm của bạn.
VNTECH - Đơn vị cung cấp máy móc gia công cơ khí chính hãng, uy tín, đa dạng về chủng loại, đáp ứng mọi nhu cầu sản xuất. Để được tư vấn chi tiết và nhận báo giá tốt nhất, quý khách vui lòng liên hệ theo thông tin bên dưới.

________________
THÔNG TIN LIÊN HỆ
- Địa chỉ văn phòng:
- Địa chỉ Hà Nội: NO-05A23, Khu/Ngõ 1 Nguyễn Khắc Viện, Khu tái định cư Giang Biên, Hà Nội
- Chi Nhánh Đà Nẵng: Lô 11, Khu A4, Nguyễn Sinh Sắc, Hoà Minh, Liên Chiểu, Đà Nẵng
- Chi Nhánh HCM: 43 Đường N2, KP Thống Nhất, Dĩ An, Bình Dương
- SĐT: 0984.537.333
- Email: sale@vntechcnc.vn
- Facebook: https://www.facebook.com/vntechcnc
- Website: https://thietbivntech.vn