Đầu đột lỗ thủy lực là một trong những thiết bị then chốt trong việc tạo ra các lỗ tròn, lỗ oval hay lỗ vuông trên bề mặt kim loại. Thay vì sử dụng máy khoan bàn truyền thống tốn nhiều thời gian, máy đột lỗ sẽ tạo ra lực ép khổng lồ lên bộ khuôn đột nhằm xuyên thủng các tấm thép, thanh đồng hay thép hình chỉ trong vài giây.

Nếu như trước đây, việc tạo lỗ trên những thanh đồng dày hay thép tấm hình chữ V, chữ U là một cực hình, thì sự ra đời của đầu đột lỗ thủy lực đã thay đổi hoàn toàn cuộc chơi. Bài viết này, VNTECH sẽ giúp bạn khám phá mọi ngóc ngách về thiết bị đầy quyền năng này.
Nội dung bài viết
- 1 Đầu đột lỗ thủy lực là gì?
- 2 Tại sao nên dùng đầu đột thay vì máy khoan?
- 3 So sánh đầu đột thủy lực vs máy khoan
- 4 Cấu tạo của đầu đột thủy lực
- 5 Các loại đầu đột lỗ thủy lực thông dụng
- 6 Kinh nghiệm chọn mua đầu đột thủy lực
- 7 Hướng dẫn sử dụng đầu đột lỗ an toàn
- 8 Lịch bảo trì định kỳ cho đầu đột lỗ
- 9 Các lỗi thường gặp với đầu đột lỗ thủy lực
Đầu đột lỗ thủy lực là gì?
Đầu đột lỗ thủy lực (Hydraulic Hole Puncher) là một thiết bị gia công cơ khí chuyên dụng trong máy đột thủy lực, sử dụng áp suất chất lỏng để tạo ra các lỗ trên các tấm kim loại như thép, đồng, nhôm hoặc inox.

Đầu đột hoạt động dựa trên nguyên lý truyền áp suất chất lỏng.
– Khi dầu thủy lực được bơm vào xilanh của đầu đột, nó tạo ra một lực ép cực lớn đẩy piston đi xuống.
– Đầu piston này gắn với một bộ phận gọi là Chày và Cối.
– Lực ép này sẽ xuyên thủng tấm kim loại đặt giữa chày và cối, tạo ra một lỗ cắt gọn gàng.
Tại sao nên dùng đầu đột thay vì máy khoan?
Trong gia công công nghiệp, đầu đột thủy lực được ưu tiên nhờ những lợi thế vượt trội sau:
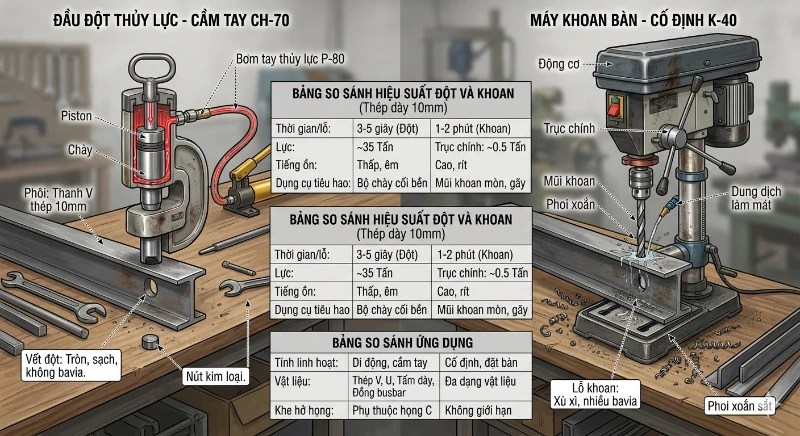
1/ Tốc độ gia công siêu nhanh
– Máy khoan: Với thép dày 10mm, việc khoan có thể mất từ 1-2 phút/lỗ.
+ Bạn phải định tâm, mồi lỗ.
+ Sau đó chờ mũi khoan cắt từng lớp kim loại.
– Đầu đột: Chỉ mất khoảng 3-5 giây để hoàn thành một lỗ.
+ Tốc độ này giúp năng suất làm việc tăng gấp hàng chục lần.
+ Đặc biệt quan trọng khi phải xử lý số lượng lỗ lớn trên thanh đồng hoặc thép hình.

2/ Chất lượng lỗ đạt chuẩn
– Lỗ khoan:
+ Thường để lại nhiều phoi sắt và bavia lớn ở mặt dưới của phôi.
+ Nếu mũi khoan không sắc hoặc thợ không chắc tay, lỗ có thể bị oval hoặc lệch tâm.
– Lỗ đột:
+ Cho ra đường cắt gọn gàng, sắc nét và đồng nhất.
+ Lỗ đột rất ít bavia, giúp bạn bỏ qua công đoạn mài dũa sau khi tạo lỗ.
3/ Khả năng gia công vật liệu dày và cứng
– Đầu đột lỗ thủy lực sở hữu lực ép từ 30 tấn đến hơn 100 tấn.
+ Cho phép xuyên thủng các tấm thép dày hoặc thép hình (V, U, L) một cách nhẹ nhàng.
– Máy khoan cầm tay rất khó để xuyên qua thép dày.
+ Máy khoan bàn thì đòi hỏi thay đổi nhiều loại mũi khoan và tư thế gá đặt phức tạp.

4/ Tiết kiệm sức lực, an toàn lao động
– Ít tiếng ồn: Đầu đột vận hành bằng hệ thống thủy lực nên cực kỳ êm ái.
– Không bắn phoi vụn: Đầu đột chỉ tạo ra một “hạt nút” kim loại rơi gọn xuống dưới.
=> Giúp môi trường làm việc sạch sẽ, an toàn hơn.
– Giảm mệt mỏi: Người thợ chỉ cần nhấn nút thay vì phải dùng lực tì đè liên tục như khi dùng máy khoan.
5/ Tuổi thọ phụ kiện
– Mũi khoan rất dễ bị cháy, gãy hoặc cùn nếu không được tưới nguội liên tục.
– Bộ khuôn đột lỗ (Chày và Cối): Được làm từ thép hợp kim siêu cứng, có độ bền cực cao.
+ Có thể đột hàng ngàn lỗ trước khi cần mài lại hoặc thay thế.
=> Giúp tối ưu chi phí vật tư tiêu hao.
>>> Xem thêm: Bí quyết chọn khuôn đột lỗ tròn phù hợp
>>> Xem thêm: Khuôn đột lỗ Oval là gì?
So sánh đầu đột thủy lực vs máy khoan
Dưới đây là bảng so sánh chi tiết giữa đầu đột lỗ thủy lực và máy khoan để giúp bạn có cái nhìn rõ ràng nhất về ưu, nhược điểm của từng loại:
| Tiêu chí so sánh | Đầu đột lỗ thủy lực | Máy khoan (Bàn/Cầm tay) |
| Tốc độ gia công | – Cực nhanh.
– Chỉ mất 3 – 5 giây cho mỗi lỗ đột. |
– Chậm.
– Mất từ 1 – 3 phút tùy độ dày và đường kính lỗ. |
| Chất lượng lỗ | – Lỗ đột sắc nét, đồng đều, bề mặt trong nhẵn mịn. | – Dễ bị lệch tâm, lỗ có thể bị oval nếu không chắc tay. |
| Bavia | – Rất ít.
– Gần như không cần xử lý lại sau khi đột. |
– Nhiều.
– Để lại phoi sắt dính ở mép lỗ, cần mài dũa lại. |
| Độ chính xác | – Rất cao nhờ khuôn định hình sẵn (Chày – Cối). | – Phụ thuộc nhiều vào tay nghề thợ và độ sắc mũi khoan. |
| Tiếng ồn | – Vận hành êm ái, chỉ có tiếng “tạch” nhẹ khi xuyên phôi. | – Tiếng rít cắt kim loại chói tai và rung lắc mạnh. |
| Vật tư tiêu hao | – Bộ khuôn đột (bền, đột được hàng ngàn lỗ mới cần thay). | – Mũi khoan (dễ cùn, gãy hoặc cháy nếu không làm mát tốt). |
| Khả năng di động | – Cao (nếu dùng bơm tay hoặc bơm điện nhỏ gọn). | – Thấp (với máy khoan bàn) hoặc Cao (với khoan pin). |
| Độ dày vật liệu | – Ưu thế tuyệt đối với thép tấm, thép V, U, thanh đồng dày. | – Khó khăn khi gặp thép dày (đòi hỏi máy công suất lớn). |
| Tính đa năng | – Chỉ đột được các size lỗ theo khuôn có sẵn. | – Có thể khoan được mọi kích thước lỗ tùy theo mũi khoan. |
| An toàn lao động | – An toàn, phoi rơi gọn thành hạt nút kim loại. | – Nguy hiểm do phoi sắt xoắn bắn ra xung quanh khi quay. |
| Chi phí đầu tư | – Cao hơn (cần cả đầu đột và bơm thủy lực). | – Thấp hơn (chỉ cần máy khoan và bộ mũi khoan). |
Kết luận:
1/ Chọn đầu đột lỗ thủy lực khi:
– Cần gia công số lượng lỗ lớn (sản xuất hàng loạt).
– Yêu cầu tiến độ công việc cực gấp (như thi công tủ điện, kết cấu thép).
– Gia công trên các vật liệu đặc thù như: Thanh đồng, thép V, thép U, thép tấm dày.
– Muốn sản phẩm sạch sẽ, chuyên nghiệp, không mất thời gian mài bavia.
2/ Chọn Máy khoan khi:
– Cần tạo các lỗ có kích thước lẻ hoặc không phổ biến (ví dụ lỗ 11.2mm, 15.8mm…).
– Tần suất làm việc thấp, chỉ thỉnh thoảng mới cần tạo lỗ.
– Ngân sách đầu tư ban đầu hạn hẹp.
– Gia công trên các bề mặt cong hoặc vị trí hẹp mà đầu đột chữ C không đưa vào được.
Lời khuyên: Đối với các xưởng chuyên về inox, máng xối hay kết cấu thép, việc trang bị đầu đột lỗ thủy lực là khoản đầu tư thông minh, mang lại hiệu quả kinh tế cao hơn hẳn so với máy khoan truyền thống.
Cấu tạo của đầu đột thủy lực
Cấu tạo của một đầu đột lỗ thủy lực thực chất là một cơ cấu xilanh thủy lực cực kỳ tối giản nhưng siêu cứng vững.
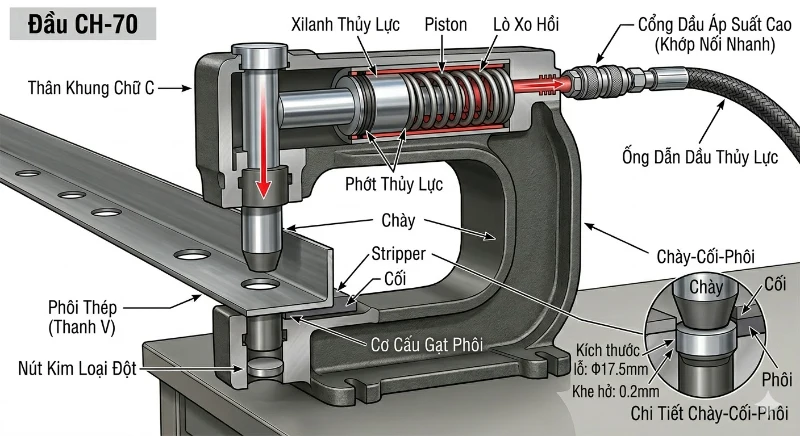
1/ Thân đầu đột:
– Thường là thép hợp kim đúc nguyên khối hoặc thép rèn cường độ cao.
– Thân máy có thiết kế họng chữ C (hoặc chữ U) để tạo không gian đưa phôi vào.
2/ Xilanh và Piston
– Xilanh: Là khoang rỗng chứa dầu cao áp.
– Piston: Là trục thép hình trụ chạy bên trong xilanh.
+ Piston của đầu đột tốt thường được mạ Crom cứng và mài bóng để chịu ma sát và không làm hỏng phớt.
– Cơ chế hồi:
+ Loại 1 chiều: Có một lò xo nén cực mạnh nằm bên trong. Khi xả áp dầu, lò xo này sẽ đẩy piston rút về vị trí cũ.
+ Loại 2 chiều: Không dùng lò xo, có 2 khoang dầu riêng biệt để đẩy xuống và kéo lên bằng áp lực thủy lực.
3/ Bộ khuôn đột
– Chày: Là phần trụ thép nằm phía trên, được gắn chặt vào đầu piston thông qua một khớp ren hoặc lẫy cài.
– Cối: Là phần đế nằm phía dưới, có lỗ rỗng lớn hơn chày một khoảng rất nhỏ (khe hở kỹ thuật).
4/ Hệ thống gioăng phớt
– Giữ cho dầu thủy lực không bị rò rỉ ra ngoài khi áp suất lên cao.
+ Đây là bộ phận hay bị mòn nhất và cần thay thế nếu đầu đột bị yếu hoặc chảy dầu.
5/ Đầu nối nhanh
– Dùng để kết nối nhanh với dây dẫn dầu từ bơm thủy lực.
– Thường có nắp nhựa chắn bụi để tránh bẩn lọt vào làm hỏng hệ thống phớt bên trong.
6/ Thanh gạt phôi
– Là một miếng thép nhỏ hoặc cơ cấu lò xo nằm quanh chày.
– Sau khi chày xuyên qua phôi, phôi thường bị bó chặt vào chày.
+ Thanh gạt này có nhiệm vụ giữ phôi lại khi piston rút lên.
=> Giúp giải phóng tấm kim loại ra khỏi đầu đột một cách dễ dàng.
Các loại đầu đột lỗ thủy lực thông dụng
– Đặc điểm:
+ Tích hợp sẵn bơm thủy lực và động cơ điện ngay trên thân máy.
+ Trọng lượng nhẹ (thường từ 12kg – 25kg).
– Cơ chế: Cắm điện trực tiếp, bóp cò là Piston tự động ép khuôn xuống.
– Ứng dụng: Đột sắt V, xà gồ, bản mã mỏng (dưới 10mm).

2/ Đầu đột thủy lực rời
– Đặc điểm:
+ Thân máy đúc hình chữ C cực dày bằng thép hợp kim.
+ Họng đột thường sâu hơn máy cầm tay, giúp đột được vào giữa các tấm bản mã lớn.
– Cơ chế: Lực ép được truyền từ bơm điện qua dây dẫn, tạo ra sức mạnh từ 35 tấn đến hơn 100 tấn.
– Ứng dụng: Chuyên trị thép tấm dày (10mm – 25mm), dầm I, dầm H trong đóng tàu và kết cấu thép hạng nặng.
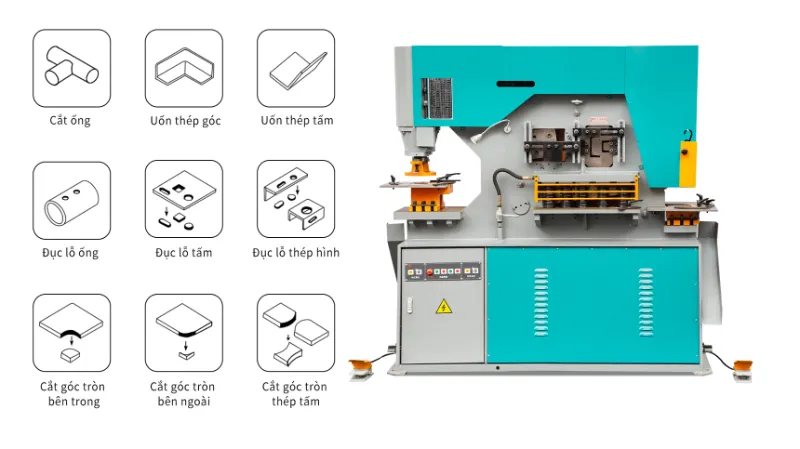
3/ Máy cắt đột liên hợp
– Đặc điểm: Một thân máy tích hợp nhiều trạm làm việc: Trạm đột lỗ, trạm cắt thép V, trạm cắt sắt tấm, trạm chấn góc.
– Ứng dụng: Dành cho nhu cầu gia công đa năng, tiết kiệm diện tích và nhân công.
– Ưu điểm: Một máy thay thế cho 4-5 loại máy đơn lẻ, cực kỳ kinh tế cho xưởng quy mô vừa và lớn.

4/ Máy đột CNC
– Đặc điểm:
+ Đầu đột được điều khiển bởi hệ thống máy tính (CNC).
+ Tấm thép được kẹp trên bàn máy và di chuyển tự động theo trục X, Y.
– Cơ chế: Máy tự động thay khuôn và đột lỗ tại các tọa độ đã lập trình sẵn.
– Ứng dụng:
+ Sản xuất vỏ tủ điện, thang máng cáp, lưới loa.
+ Hoặc các chi tiết máy có hàng nghìn lỗ đột phức tạp (Tròn, Oval, Vuông xen kẽ).
– Lợi ích: Không cần lấy dấu thủ công, tốc độ đột cực nhanh (lên đến hàng trăm nhát/phút) và sai số gần như bằng không.
>>> Các dòng máy đột dập CNC tự động:
- Máy đột dập CNC tự động ER-300
- Máy đột dập cơ khí bàn cấp liệu CNC J21S
- Máy đột lỗ điện D-ER300 Nhanh – Mạnh – Êm ái
Kinh nghiệm chọn mua đầu đột thủy lực
Với kinh nghiệm lâu năm, VNTECH đúc kết 5 kinh nghiệm để chọn được đầu đột lỗ thủy lực phù hợp:
1/ Xác định độ dày và loại thép cần đột
– Thép V, xà gồ mỏng (< 8mm): Chọn dòng máy đột cầm tay tích hợp sẵn bơm cho linh hoạt.
– Bản mã, dầm I/H dày (10mm – 25mm): Bắt buộc dùng Đầu đột rời chữ C phối hợp với bơm điện thủy lực công suất lớn (750W – 3kW).
– Đột Inox: Nếu định đột Inox 10mm, nên chọn đầu đột có năng lực đột thép thường 14-16mm.
2/ Chú ý đến độ sâu họng đột
– Nếu chỉ đột mép thép V hoặc bản mã nhỏ, họng 40-60mm là đủ.
– Nếu cần đột lỗ ở giữa các tấm thép lớn thì phải chọn loại họng sâu (95mm, 110mm hoặc hơn).
3/ Chọn bơm thủy lực phù hợp với đầu đột lỗ
– Bơm điện thủy lực 1 vòi: Giá rẻ, phù hợp cho nhu cầu đột đơn giản.
– Bơm điện thủy lực 2 vòi: Cơ chế này giúp Piston rút về nhanh chóng bằng áp lực dầu, không lo bị kẹt chày khi đột thép dày hoặc thép dai.
4/ Kiểm tra khả năng thay thế linh kiện
– Ưu tiên máy dùng chuẩn khuôn phổ thông.
+ Có đường kính thân cối và kiểu đuôi chày dễ tìm trên thị trường.
Tại VNTECH, chúng tôi luôn sẵn kho đủ các size khuôn Tròn, Oval, Vuông cho các dòng máy phổ biến giúp khách hàng không bao giờ bị gián đoạn sản xuất.
5/ Đừng ham rẻ
– Máy rẻ tiền:
+ Thân máy thường đúc bằng gang hoặc thép tạp.
+ Dễ bị nứt vỡ khi dập quá tải.
+ Đường dầu hay bị rò rỉ sau một thời gian ngắn.
– Máy chất lượng:
+ Thân máy đúc bằng thép hợp kim cường độ cao.
+ Bề mặt gia công CNC mịn màng.
+ Piston được mạ chrome cứng chống trầy xước.
Hướng dẫn sử dụng đầu đột lỗ an toàn
Đầu đột lỗ thủy lực luôn chịu lực ép hàng chục tấn, chỉ cần một chút lơ là hậu quả không chỉ là hỏng thiết bị mà còn gây nguy hiểm trực tiếp cho anh em thợ.
1/ Kiểm tra trước khi vận hành
– Độ đồng tâm:
+ Xoay tay hoặc nhấp nhẹ để chày đi xuống xem có lọt khít vào lòng cối không.
+ Nếu chày đâm vào mép cối, tuyệt đối không được dập.
– Độ chặt của khuôn:
+ Kiểm tra ốc hãm chày và đai ốc siết cối.
+ Nếu khuôn bị rơ lắc, chày sẽ bị “vả” và nổ khuôn ngay lập tức.
– Dây tuy-ô thủy lực:
+ Kiểm tra xem dây có bị gập, xoắn hoặc rò rỉ dầu không.
+ Áp suất 700 bar nếu xì ra có thể xuyên thấu da tay.
2/ Chú ý quy tắc
– Quy tắc: Đường kính lỗ đột (d) phải lớn hơn hoặc bằng độ dày tấm thép (t).
– Ví dụ:
+ Thép dày 10mm thì không nên đột lỗ ϕ 8 hay ϕ 9.
+ Lực ép tập trung vào diện tích quá nhỏ sẽ làm chày bị uốn cong hoặc gãy vụn.
– Vật liệu:
+ Nếu đột Inox, hãy nhớ lực dập cần lớn hơn thép thường 50%.
+ Đừng cố ép máy khi thấy tiếng động cơ bơm kêu quá tải.
3/ Thao tác đột chuẩn kỹ thuật
– Lấy dấu chính xác:
+ Dùng mũi lấy dấu định vị tâm lỗ.
– Giữ phôi phẳng:
+ Tấm thép phải nằm phẳng hoàn toàn trên mặt cối.
+ Nếu tấm thép bị nghiêng, chày sẽ bị chịu lực ngang, rất dễ gây mẻ dao.
– Không đột chồng phôi:
+ Tuyệt đối không đột hai tấm chồng lên nhau nếu tổng độ dày vượt quá khả năng của máy.
4/ Kiểm tra phôi rơi:
– Sau mỗi nhát đột, hãy đảm bảo phôi đã rơi xuống khay.
+ Nếu phôi kẹt trong lòng cối mà dập nhát thứ 2, cối sẽ bị nổ tung.
+ Đặc biệt nguy hiểm với lỗ Oval và lỗ Vuông.
5/ Nhỏ dầu thường xuyên:
– Cứ khoảng 10-20 nhát đột thì nhỏ 1 giọt dầu máy vào đầu chày.
=> Việc này giúp giảm ma sát, tản nhiệt và phôi rơi ra “ngọt” hơn.
6/ Vệ sinh sau ca làm việc
– Xả áp:
+ Sau khi dùng xong, hãy điều khiển piston về vị trí thu hồi hoàn toàn.
+ Rồi mới tắt bơm và tháo dây tuy-ô.
– Vệ sinh rãnh định vị:
+ Với khuôn Oval hoặc Vuông, hãy dùng vòi xịt khí nén thổi sạch để đảm bảo độ chính xác cho lần sau.
Lịch bảo trì định kỳ cho đầu đột lỗ
Việc bảo trì đúng hạn giúp đầu đột lỗ thủy lực luôn đạt hiệu suất 100% và tránh những hư hỏng bất ngờ giữa ca làm việc.
| Thời điểm | Hạng mục cần kiểm tra | Thao tác thực hiện |
| Hàng ngày | Dầu thủy lực & Rò rỉ | – Kiểm tra mức dầu ở mắt thăm dầu của bơm.
– Lau sạch các đầu nối nhanh. |
| Hàng tuần | Độ rơ của Piston & Chốt | – Kiểm tra độ rơ lắc của trục Piston.
– Vệ sinh sạch mạt thép bám trong ổ gá khuôn. |
| Hàng tháng | Độ nhớt của dầu | – Nếu dầu có màu đục hoặc đen, cần xả sạch.
– Thay dầu thủy lực mới (thường là dầu 32 hoặc 46). |
| 6 tháng/lần | Hệ thống phớt & Dây | – Kiểm tra các gioăng phớt xem có bị chai cứng không.
– Thay dây tuy-ô nếu thấy lớp bố thép bị lộ ra. |
Các lỗi thường gặp với đầu đột lỗ thủy lực
1/ Lỗi Piston không rút về được (Kẹt chày)
– Nguyên nhân:
+ Đột thép quá dày hoặc quá dai (Inox) gây mút chặt đầu chày.
+ Lò xo hồi vị bị yếu (với máy 1 vòi) hoặc van đảo chiều của bơm bị kẹt.
– Cách xử lý:
Bước 1: Ngắt áp lực ngay lập tức.
+ Dừng bấm nút điều khiển.
+ Chuyển van bơm sang chế độ rút về (Return) nhưng không được ép quá 3 giây nếu piston không chuyển động.
Bước 2: Bôi trơn và Tác động lực.
+ Nhỏ thật nhiều dầu bôi trơn vào khe hở giữa chày và tấm thép.
+ Dùng búa đồng (hoặc búa nhựa) gõ nhẹ vào tấm thép xung quanh vị trí lỗ đột để làm giãn nở lực ép bám của vật liệu.
Bước 3: Sử dụng đòn bẩy.
+ Nếu là đầu đột rời, bạn có thể dùng xà beng bẩy nhẹ tấm thép xuống trong khi bấm nút rút piston lên.
Lưu ý: Nếu vẫn không lên, hãy tháo cả bộ đầu đột ra khỏi bơm, dùng máy mài cắt bỏ phần tấm thép xung quanh lỗ rồi đưa lên máy ép thủy lực lớn để ép chày ra ngoài.
– Tuyệt đối không dùng lửa đèn khò đốt nóng đầu chày vì sẽ làm mất độ cứng (non thép) của bộ khuôn.
2/ Lực đột yếu, không thủng thép
– Nguyên nhân:
+ Dầu thủy lực trong bơm bị thiếu hoặc quá bẩn.
+ Phớt dầu bị hở gây rò rỉ áp suất nội bộ.
+ Hoặc điện áp cấp cho mô tơ bơm bị sụt.
– Cách xử lý:
+ Kiểm tra mức dầu tại mắt thăm dầu của bơm.
+ Thay dầu mới nếu dầu đã chuyển màu đen/đục.
+ Kiểm tra lại đường dây điện nguồn.
3/ Đầu đột bị “há miệng” hoặc nứt thân
– Nguyên nhân:
+ Đột vật liệu vượt quá công suất cho phép của máy.
+ Hoặc đột lỗ quá sát mép gây lệch lực.
– Cách xử lý:
+ Ngừng sử dụng ngay lập tức.
+ Lỗi này cực kỳ nguy hiểm, có thể gây nổ máy.
+ Cần đưa về VNTECH để giám định độ an toàn hoặc thay thế thân máy mới.
4/ Rò rỉ dầu tại các đầu nối nhanh
– Nguyên nhân:
+ Gioăng cao su bên trong đầu nối bị rách do tháo lắp nhiều lần.
+ Hoặc do bụi bẩn bám vào làm xước bề mặt tiếp xúc.
– Cách xử lý:
+ Vệ sinh sạch sẽ đầu nối trước khi cắm.
+ Nếu vẫn rò rỉ, hãy thay bộ gioăng phớt mới (loại chịu áp 700 bar).
5/ Tiếng kêu lạ (Rung giật mạnh) khi dập
– Nguyên nhân: Có bọt khí trong hệ thống thủy lực (bị e khí) hoặc chày và cối bị lệch tâm nghiêm trọng.
– Cách xử lý:
+ Tiến hành xả e (xả khí) cho hệ thống bằng cách nhấp nhả piston vài lần ở chế độ không tải.
+ Kiểm tra lại độ đồng tâm của bộ khuôn.
6/ Chày đột bị mẻ hoặc vỡ vụn
– Nguyên nhân: Đột thép cứng (như thép nhíp, thép nhiệt luyện) hoặc lắp khuôn bị rơ lắc khiến chày đập vào mép cối.
– Cách xử lý:
+ Thay bộ khuôn mới.
+ Tuyệt đối không hàn đắp chày cũ vì sẽ làm hỏng mặt cắt và dễ gây tai nạn.
Đầu đột lỗ thủy lực là một khoản đầu tư “đáng đồng tiền bát gạo” cho bất kỳ xưởng cơ khí nào muốn nâng cao năng suất. Nó giúp biến những công việc nặng nhọc, tốn thời gian trở nên đơn giản và chuyên nghiệp hơn.
Liên hệ ngay tới VNTECH để được tư vấn chi tiết về giải pháp đột dập phù hợp nhất với sản phẩm của bạn.
VNTECH - Đơn vị cung cấp máy móc gia công cơ khí chính hãng, uy tín, đa dạng về chủng loại, đáp ứng mọi nhu cầu sản xuất. Để được tư vấn chi tiết và nhận báo giá tốt nhất, quý khách vui lòng liên hệ theo thông tin bên dưới.

________________
THÔNG TIN LIÊN HỆ
- Địa chỉ văn phòng:
- Địa chỉ Hà Nội: NO-05A23, Khu/Ngõ 1 Nguyễn Khắc Viện, Khu tái định cư Giang Biên, Hà Nội
- Chi Nhánh Đà Nẵng: Lô 11, Khu A4, Nguyễn Sinh Sắc, Hoà Minh, Liên Chiểu, Đà Nẵng
- Chi Nhánh HCM: 43 Đường N2, KP Thống Nhất, Dĩ An, Bình Dương
- SĐT: 0984.537.333
- Email: sale@vntechcnc.vn
- Facebook: https://www.facebook.com/vntechcnc
- Website: https://thietbivntech.vn