Mũi cắt CNC là thành phần quyết định trực tiếp đến năng lực cạnh tranh của một xưởng gia công cơ khí chính xác. Dù bạn sở hữu những model máy phay CNC trị giá hàng tỷ đồng, thì việc bóc tách kim loại vẫn phải cần đến phần lưỡi cắt nhỏ bé này.

Thực tế, rất nhiều xưởng cơ khí lắp đặt máy, do chưa nắm rõ cấu trúc và phân loại hình học của hệ thống dao cụ, đã sử dụng sai chủng loại mũi cắt CNC cho từng mác vật liệu. Hậu quả là máy thường xuyên bị mẻ dao, gãy mũi cắt giữa chừng, phoi kim loại bị cuốn ngược gây xước bề mặt phôi, hoặc làm hư hỏng động cơ phay (Spindle) đắt đỏ.
Bài viết này, VNTECH sẽ chia sẻ toàn bộ các loại mũi cắt CNC trong ngành cơ khí hiện nay.
Nội dung bài viết
Mũi cắt CNC là gì?
Mũi cắt CNC (hay dao phay ngón – End Mill) là bộ phận tiêu hao, trực tiếp thực hiện quá trình bóc tách vật liệu (kim loại, hợp kim,…) trên các máy phay đứng, máy phay giường, máy phay ngang,… nhằm tạo ra chi tiết có hình dáng, kích thước và độ bóng bề mặt theo yêu cầu của bản vẽ kỹ thuật.

Cơ chế bóc tách kim loại
Mũi cắt CNC không hoạt động theo cơ chế “mài” hay “gọt” đơn thuần, mà vận hành dựa trên sự tập trung ứng suất lớn cắt xén nguội.
Khi trục chính quay với tốc độ cực cao và bàn máy di chuyển với tốc độ tiến dao, lưỡi cắt (me dao) sẽ đâm xuyên vào bề mặt phôi. Áp lực khổng lồ tại đỉnh lưỡi cắt sẽ vượt qua giới hạn bền trượt của vật liệu, làm biến dạng dẻo lớp kim loại đầu mồi và đẩy chúng thoát ra ngoài dọc theo rãnh xoắn dưới dạng phoi.
Các thông số hình học cốt lõi
Theo tiêu chuẩn cơ khí chế tạo, một mũi cắt CNC được cấu thành từ các góc hình học vô cùng tinh vi:
- Góc cào/Góc trước (Rake Angle):
- Quyết định độ sắc bén của lưỡi dao và hướng thoát phoi.
- Góc cào lớn giúp dao cắt ngọt, giảm lực cản nhưng làm yếu lưỡi cắt.
- Góc sát/Góc sau (Relief Angle):
- Giảm thiểu tối đa sự ma sát giữa mặt sau của dao với bề mặt phôi đã gia công.
- Ngăn chặn tình trạng hiện tượng lẹo dao và sinh nhiệt.
- Rãnh xoắn (Helix Angle):
- Thường dao động từ 30, 35 đến 45 độ.
- Góc xoắn này quyết định lực cắt dọc trục và tốc độ đẩy phoi ra khỏi vùng cắt.
Vật liệu làm mũi cắt CNC
Mũi cắt CNC không làm từ thép thường mà bắt buộc phải làm từ các mác vật liệu chịu nhiệt, chịu mài mòn siêu hạng:
- Solid Carbide (Hợp kim cứng nguyên khối):
- Được cấu thành từ các hạt mịn Vonfram Carbide liên kết bằng chất dính Coban.
- Đạt độ cứng từ 70 – 85 HRC.
- Giúp dao giữ nguyên biên dạng sắc bén khi cắt các mác thép cứng.

- Lớp phủ bề mặt (Coating):
- Được mạ bằng công nghệ mạ PVD với các hợp chất nano như AlTiN (Alumium Titanium Nitride) hoặc DLC (Diamond-Like Carbon).
- Lớp phủ này là màng bọc cách nhiệt, chịu được nhiệt độ gần 1000 độ C.
Mũi cắt CNC theo hình dáng
Hình dáng hình học của phần đầu mũi cắt CNC là yếu tố đầu tiên và quan trọng nhất quyết định đến biên dạng sản phẩm sau gia công.
Mũi cắt CNC đầu bằng (Flat End Mill)
Mũi cắt CNC đầu bằng (hay dao phay ngón đầu bằng) là dòng mũi cắt phổ biến trong mọi xưởng cơ khí chính xác. Đặc điểm nhận dạng là phần đáy của đầu dao được mài phẳng tuyệt đối, tạo thành một góc 90 độ sắc nét với phần thân trục của dao.

- Cơ chế cắt gọt: Khi di chuyển theo phương ngang (trục X, Y) hoặc cắm xuống theo phương đứng (trục Z), dòng dao này bóc tách các lớp kim loại và để lại một bề mặt đáy phẳng hoàn hảo cùng các vách hông vuông góc tuyệt đối.
- Công dụng:
- Chuyên dụng cho các nguyên công phay phá thô để loại bỏ lượng lớn kim loại.
- Phay rãnh các rãnh then, rãnh hở.
- Phay hốc các lòng khuôn vuông góc.
>>> Xem thêm: Các loại dao tiện CNC thông dụng
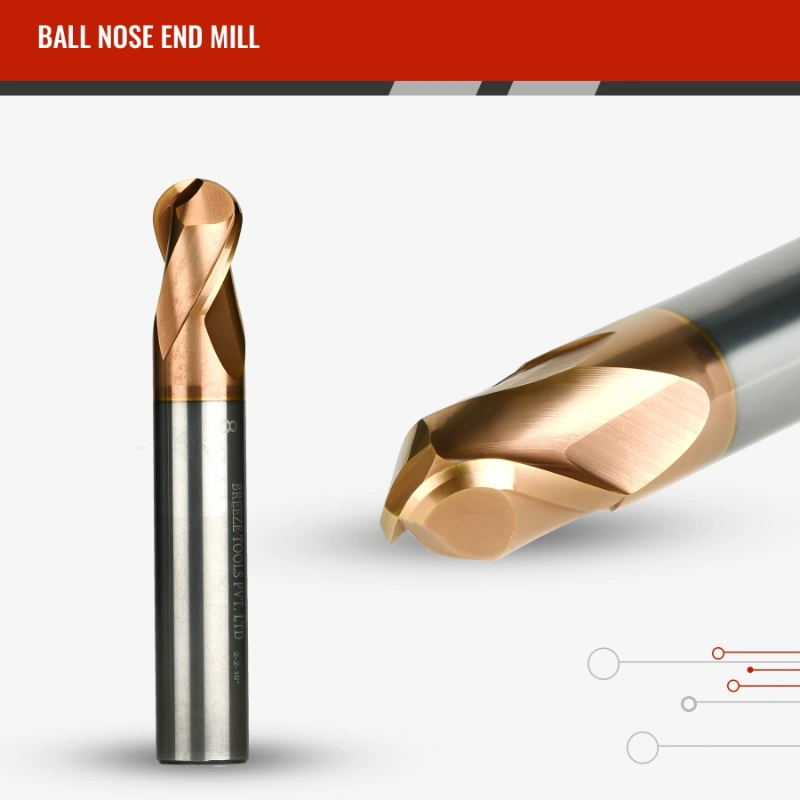
Mũi cắt CNC đầu cầu (Ball Nose End Mill)
Mũi cắt CNC đầu cầu có phần đỉnh dao được mài thành một biên dạng hình bán cầu tròn mượt mà và đồng tâm tuyệt đối.
- Cơ chế cắt gọt: Do phần đỉnh có hình cầu, diện tích tiếp xúc giữa dao và phôi tại một thời điểm là rất nhỏ. Khi dao di chuyển quét liên tục trên bề mặt, nó sẽ tạo ra các đường chạy dao siêu nhỏ chồng lấp lên nhau, tạo ra các cung vòm lượn 3D phẳng mịn.
- Công dụng:
- Sử dụng trong các nguyên công phay tinh các bề mặt cong phức tạp.
- Chế tạo khuôn mẫu (khuôn dập ô tô, khuôn đúc nhựa).
- Cắt các rãnh tròn, vát góc bo tròn nghệ thuật.
- Hoặc gia công các chi tiết có biên dạng lồi lõm không đối xứng.
Mũi cắt CNC bo góc (Corner Radius End Mill)
Mũi cắt CNC bo góc là một sự kết hợp giữa dao đầu bằng và dao đầu cầu, được thiết kế để giải quyết bài toán dung hòa giữa năng suất cắt gọt và độ bền cơ học của mũi dao.
- Đặc điểm hình học:
- Đáy dao vẫn phẳng như dao đầu bằng, giúp phay phẳng đáy hốc cực tốt.
- Tại các cạnh sắc vuông góc 90 độ, nhà sản xuất đã mài bo tròn thành một bán kính góc uốn nhỏ.
- Ký hiệu là góc R, thường từ R0.2, R0.5, R1.0 cho đến R3.0mm.
- Công dụng:
- Thiết kế bo tròn góc giúp phân bổ đều lực cắt dọc theo biên dạng hình học.
- Loại bỏ điểm tập trung ứng suất chí mạng của dao đầu bằng.
- Cực kỳ mạnh mẽ trong các nguyên công phay phá thô tốc độ cao trên các mác vật liệu siêu cứng.

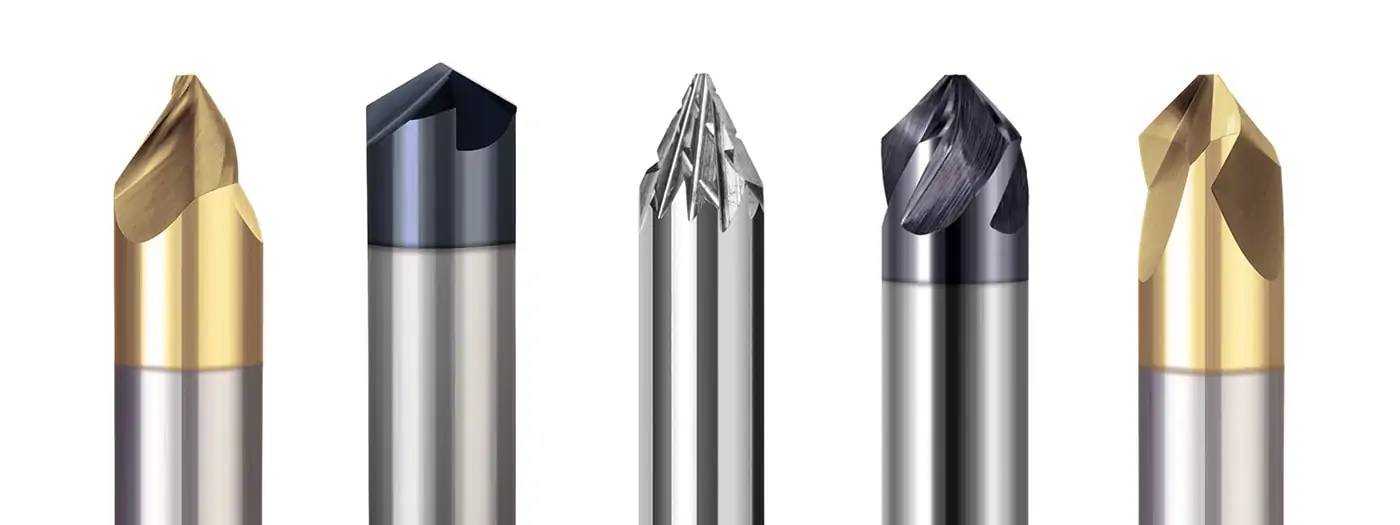
Mũi phay vát cạnh (Chamfer Mill)
Mũi phay vát cạnh có phần đầu cắt được mài theo các góc chéo định hình cố định, phổ biến nhất là các góc 30, 45, 60 hoặc 90 độ.
- Công dụng:
- Chuyên dùng cho công đoạn vát mép sắc của phôi kim loại sau khi đã hoàn thành các nguyên công cắt gọt chính.
- Giúp chi tiết máy đạt tiêu chuẩn thẩm mỹ công nghiệp.
- Loại bỏ các góc sắc gây đứt tay cho công nhân lắp ráp.
- Dòng dao này còn dùng để phay rãnh chữ V, đục lỗ mồi vát góc cho ốc vít chìm.
Mũi khoan CNC
Thường là mũi khoan hợp kim nguyên khối với phần đỉnh được mài góc chuẩn xác (từ 118 đến 140 độ), tích hợp lỗ thoát nước/khí xuyên tâm từ đuôi dao lên đầu mũi. Máy CNC dùng mũi khoan này để đục lỗ mồi thẳng tắp, không bị lệch tâm như khoan tay hay khoan bàn cơ khí.

Mũi Taro tạo ren
Sau khi lỗ đã được khoan mồi, mũi taro xoắn hoặc taro nén sẽ di chuyển xuống theo đúng bước ren được lập trình tự động để tạo ra hệ ren trong tinh xảo cho các mối liên kết bu lông, ốc vít của chi tiết máy.

Mũi cắt CNC theo số lưỡi cắt
Một thông số kỹ thuật cực kỳ quan trọng nằm trên phần thân di động của mũi cắt CNC chính là số me dao – số lượng lưỡi cắt chạy dọc theo rãnh xoắn của thân dao. Số me dao quyết định trực tiếp đến khoảng không gian thoát phoi và tốc độ tiến dao cho phép.
Mũi cắt CNC 2 me (2 Flutes)
Mũi cắt CNC 2 me có cấu trúc chỉ gồm 2 lưỡi cắt đối xứng nhau qua tâm, tạo ra hai rãnh xoắn cực rộng và sâu dọc thân dao.
- Ưu điểm: Giúp thoát phoi ngay lập tức sau khi lưỡi dao cắt qua vật liệu.
- Ứng dụng: Gia công các vật liệu mềm, có độ dẻo cơ học cao: nhôm, đồng, nhựa.

Mũi cắt CNC 3 me (3 Flutes)
Mũi cắt CNC 3 me là dòng dao cân bằng lý tưởng, được thiết kế để kết hợp giữa khả năng thoát phoi tốt của dao 2 me và độ cứng vững của dao nhiều me.
- Ứng dụng: Gia công nhôm định hình công nghiệp, nhôm tấm nguyên khối cho ngành hàng không, ô tô tốc độ cao.
Mũi cắt CNC 4 me hoặc hơn
Mũi cắt CNC 4 me trở lên có cấu trúc dày đặc các lưỡi cắt đan xen giúp phần lõi thép của thân dao phình to và vô cùng cứng cáp.
- Ưu điểm:
- Độ cứng vững cơ học của thân dao đạt mức tối đa.
- Giúp dao chịu được lực uốn, lực vặn xoắn cực lớn mà không bị lệch tâm hay gãy ngang.
- Bề mặt phôi sau khi cắt rất mịn và có độ láng bóng hoàn hảo.
- Ứng dụng:
- Chuyên dụng cho các nguyên công phay tinh, phay vách đứng.
- Gia công các mác vật liệu cứng như thép carbon trung bình, thép hợp kim chịu nhiệt, inox 304, inox 316.

Mũi cắt CNC theo chất liệu
Vật liệu làm nên mũi cắt CNC quyết định giới hạn chịu nhiệt và độ cứng tối đa của lưỡi cắt trước khi nó bị mài mòn hoàn toàn bởi lực ma sát với phôi kim loại.
Mũi cắt CNC thép gió cao cấp (High Speed Steel)
Thép gió là hợp kim của sắt với các thành phần carbon, vonfram, molybdan, crom.
- Đặc tính:
- Độ cứng ở mức vừa phải (thường dưới 62HRC).
- Độ dẻo dai cơ học cực cao, chịu được những va đập mạnh, rung lắc lớn.
- Giá thành của dao thép gió rất rẻ.
- Hạn chế:
- Khả năng chịu nhiệt kém <500 độ C.
- Phù hợp với các xưởng cơ khí dân dụng nhỏ, máy phay CNC cũ có tốc độ vòng quay thấp, chuyên dùng cắt các mác sắt mềm, đồng, nhôm thanh hoặc nhựa cứng.

Mũi cắt CNC hợp kim (Solid Carbide)
Hợp kim cứng Carbide là vật liệu tiêu chuẩn công nghiệp và là “ông vua” trong các xưởng cơ khí chính xác hiện đại.
- Đặc tính:
- Độ cứng tự nhiên cực cao (đạt từ 70 – 80HRC.
- Dễ dàng ăn sâu vào các mác thép khuôn mẫu đã qua tôi cứng.
- Khả năng chịu nhiệt tuyệt vời lên tới 800 – 900 độ C.
- Tốc độ cắt gọt cho phép nhanh gấp 3 đến 5 lần so với mũi cắt thép gió.
- Hạn chế:
- Nhược điểm duy nhất của hợp kim Carbide là tính giòn.
- Máy CNC bắt buộc phải có kết cấu cơ khí cực kỳ cứng vững, hệ thống đồ gá phay (kẹp phôi) chắc chắn.
- Nếu máy bị rung lắc, mũi cắt Carbide sẽ bị mẻ ngay lập tức.
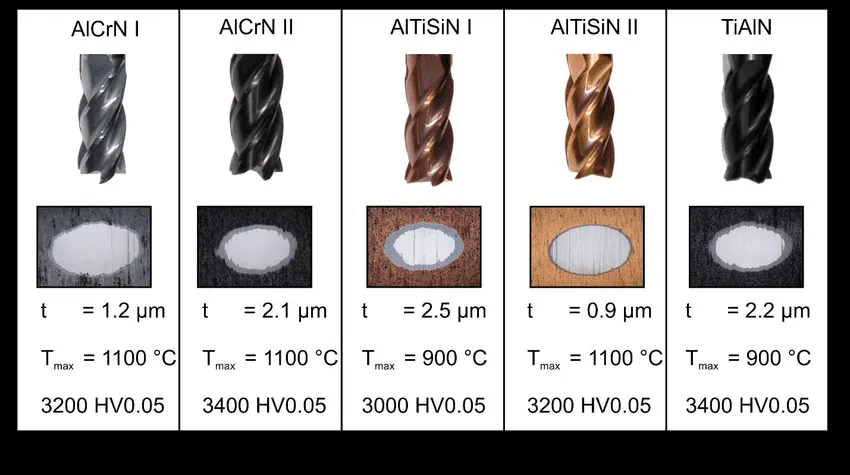
Mũi cắt CNC cao cấp (Coated Tools)
Để đẩy giới hạn chịu nhiệt và độ cứng của dao Carbide lên mức tối đa, các nhà sản xuất dao cụ đã ứng dụng công nghệ phủ PVD hoặc CVD để phủ lên lưỡi cắt những lớp màng bọc nano siêu mỏng chỉ vài micromet. Các lớp phủ phổ biến bao gồm:
- Lớp phủ TiAlN / AlTiN (Titanium Aluminum Nitride):
- Lớp phủ này sẽ tự động oxy hóa tạo thành một màng bọc nhôm oxit cứng.
- Cách nhiệt hoàn hảo, chịu được nhiệt độ cắt lên tới 900 – 1000 độ C.
- Chuyên dụng để phay khô trên các mác thép cứng và inox.
- Lớp phủ DLC (Diamond-Like Carbon):
- Lớp phủ carbon vô định hình có độ cứng gần như kim cương tự nhiên.
- Hệ số ma sát cực kỳ thấp.
- Phù hợp cho máy phay nhôm tốc độ siêu cao.

Kinh nghiệm chọn mũi cắt CNC cho nhà xưởng
Việc lựa chọn mũi cắt CNC không phải là chọn loại dao đắt nhất, mà là chọn loại dao phù hợp nhất với dải vật liệu gia công và cấu hình máy của nhà xưởng. Dưới đây là bảng tổng hợp kinh nghiệm chọn dao thực chiến từ các kỹ sư ứng dụng của VNTECH:
| Vật liệu gia công | Loại mũi cắt | Số me dao | Vật liệu & Lớp phủ | Chế độ cắt khuyến nghị | Hiện tượng thực tế |
| Nhôm tấm, Nhôm định hình, Đồng đỏ, Đồng thau | – Đầu bằng (Phá thô/Phay hốc phẳng). – Đầu cầu (Quét biên dạng 3D, mặt cong). | 2 me / 3 me | Solid Carbide nguyên khối. – Không phủ (được đánh bóng rãnh). – Hoặc phủ lớp DLC (Chống dính phôi). | – Vận tốc cắt: 150 – 400 m/phút – Lượng ăn dao: 0.05 – 0.15 mm/răng – Tốc độ trục chính: Cài đặt ở mức cao (>12.000rpm). | – Hiện tượng: Nhôm nóng chảy dính chặt vào me dao. – Bí quyết: + Bắt buộc dùng vòi khí nén áp cao hoặc phun sương. + Lớp phủ DLC siêu trơn giúp phoi trượt ra ngoài tức thì. |
| Thép Carbon mềm, Thép kết cấu (SS400, S45C, S50C, CT3, V góc…) | – Đầu bằng (Phá thô/Phay rãnh). – Bo góc (Chạy High-Feed, phá thô nhanh). | 4 me | – Solid Carbide hoặc Thép gió HSS (Nếu dùng máy cơ/máy CNC đời cũ tốc độ thấp). – Lớp phủ khuyên dùng: TiAlN hoặc TiCN. | – Vận tốc cắt: 90 – 180 m/phút – Lượng ăn dao: 0.04 – 0.1 mm/răng – Tốc độ trục chính: 4000 – 8000 rpm. | – Hiện tượng: Phoi sắt dải dài, quấn vào trục chính gây xước phôi. – Bí quyết: + Nên lập trình các chu trình phay băm phoi. + Có thể phay khô kết hợp khí nén cao áp từ máy OPPAIR để thổi phoi thoát nhanh. |
| Thép khuôn mẫu cứng, Thép hợp kim sau tôi (SKD11, SKD61, SCM440…) | – Đầu Bo góc nhỏ (R0.5 – R2.0) để bảo vệ cạnh dao, chống mẻ góc 90 độ khi chịu tải lớn. | 4 me – 6 me | – Hợp kim siêu mịn chịu va đập. – Lớp phủ bắt buộc: Nano AlTiN hoặc TiAlN. | – Vận tốc cắt: 40 – 80 m/phút – Lượng ăn dao: 0.02 – 0.06 mm/răng – Tốc độ trục chính: 2500 – 4500 rpm. | – Hiện tượng: Dao bị mòn mặt sau nhanh do ma sát lớn, mẻ hạt hợp kim. – Bí quyết: + Tuyệt đối không tưới nước nguội ngắt quãng (gây sốc nhiệt nứt dao). + Khuyên dùng phương pháp phay khô kết hợp vòi xịt khí nén áp lực cao liên tục để giải nhiệt êm dịu. |
| Inox / Thép không gỉ (SUS 304, SUS 316, Inox tấm/ống) | – Đầu bằng phay ngón dòng chuyên dụng cho Inox. | 4 me | – Carbide cao cấp đặc biệt. – Lớp phủ bắt buộc: Lớp phủ dải Nano chịu mài mòn hóa học tốt (như AlTiN hoặc lớp phủ đa tầng). | – Vận tốc cắt: 60 – 120 m/phút – Lượng ăn dao: 0.03 – 0.08 mm/răng – Tốc độ trục chính: 3500 – 5500 rpm. | – Hiện tượng: Inox bị chai cứng bề mặt (biến cứng), dao nhanh cùn, lực cắt dội lớn. – Bí quyết: + Cài đặt bước tiến dứt khoát, lượng ăn dao me không được quá nhỏ để lưỡi dao cắt đứt hẳn qua lớp vật liệu trước khi nó kịp biến cứng. + Luôn dùng khí nén sạch OPPAIR thổi bay phoi, tránh lỗi cắt lại phoi cũ gây gãy mũi. |
Các dạng hao mòn mũi cắt CNC
Trong quá trình sản xuất hàng loạt, mũi cắt CNC sẽ bị hao mòn theo thời gian. Dưới đây là các dạng hư hỏng phổ biến nhất:
- Hiện tượng mẻ lưỡi cắt
- Dấu hiệu: Trên lưỡi cắt của me dao xuất hiện các vết sứt mẻ li ti như răng cưa, mạch cắt trên phôi bị xước sần sùi bavia.
- Nguyên nhân:
- Hệ thống gá kẹp phôi không chặt gây ra hiện tượng rung động khi dao ăn vào kim loại.
- Hoặc do hiện tượng cuộn ngược phoi (mũi dao đè lên hạt phoi cũ để cắt lần hai).
- Giải pháp:
- Kiểm tra lại độ cứng vững của ê-tô hoặc đồ gá.
- Giảm bớt chiều sâu cắt mỗi lớp.
- Bắt buộc lắp hệ thống vòi phun khí nén áp lực cao từ máy nén khí cao áp OPPAIR để thổi bay phoi ra khỏi vùng cắt tức thì.
- Mòn mặt sau mặt sát
- Dấu hiệu: Khi cắt phát ra tiếng rít chói tai và sinh ra rất nhiều nhiệt lượng, đầu phôi có vết cháy sẫm màu.
- Nguyên nhân:
- Tốc độ vòng quay trục chính quá cao.
- Hoặc hệ thống làm mát giải nhiệt không đáp ứng kịp.
- Giải pháp:
- Giảm tốc độ vòng quay trục chính.
- Tăng dung dịch tưới nguội.
- Hoặc chuyển sang sử dụng dòng mũi cắt CNC có lớp phủ chịu nhiệt.
- Hiện tượng lẹo dao dính phôi
- Dấu hiệu: Phôi bị nóng chảy cục bộ, bám dính chặt, hàn chết vào đỉnh lưỡi cắt.
- Nguyên nhân: Nhiệt độ cắt quá cao kết hợp với ma sát lớn khiến kim loại dẻo bị chảy dính.
- Giải pháp:
- Tăng tốc độ cắt, giảm bớt lượng ăn dao.
- Sử dụng các dòng mũi cắt có góc cào lớn, biên dạng rãnh bóng và được phủ lớp nano DLC chống dính.
- Tăng tối đa áp lực khí nén xịt trực tiếp để làm mát nhanh vùng cắt.
Quy trình bảo dưỡng mũi cắt CNC tại xưởng
Mũi cắt CNC chiếm một phần tỷ trọng không nhỏ trong chi phí vật tư tiêu hao hằng tháng của doanh nghiệp. Để tối ưu hóa dòng vốn, kéo dài tuổi thọ dao và giữ cho các mũi dao cũ vẫn vận hành hoàn hảo như mới, xưởng cơ khí của bạn cần áp dụng quy trình bảo dưỡng nghiêm ngặt sau:
Bước 1: Vệ sinh làm sạch ➔ Bước 2: Kiểm tra vi sai ➔ Bước 3: Dầu bôi trơn chống rỉ ➔ Bước 4: Lưu trữ phân loại
Bước 1: Vệ sinh làm sạch ngay sau khi hạ dao:
- Thợ dùng bàn chải sợi đồng mềm và dung dịch tẩy rửa chuyên dụng để làm sạch bụi kim loại, mạt bavia.
Bước 2: Kiểm tra khuyết tật dưới kính lúp:
- Trước khi đưa dao trở lại tủ lưu trữ, hãy dùng kính lúp kỹ thuật để soi kỹ phần đỉnh mũi và các me dao.
- Giúp bạn loại bỏ kịp thời các cây dao lỗi.
Bước 3: Tra dầu chống rỉ bảo vệ bề mặt:
- Thoa một lớp dầu chống rỉ nhẹ (như RP7 hoặc dầu bảo dưỡng chuyên dụng) lên toàn bộ phần thân và lưỡi cắt.
Bước 4: Phân loại và lưu trữ khoa học:
- Tuyệt đối không vứt các mũi cắt CNC nằm chồng chéo lên nhau trong hộp dụng cụ.
- Hãy cắm dao vào các khay nhựa chuyên dụng, phân chia rõ ràng theo dải đường kính và theo mác vật liệu gia công.

Các câu hỏi thường gặp về mũi cắt CNC
Dưới đây là tổng hợp các câu hỏi thường gặp nhất về mũi cắt CNC được các kỹ sư VNTECH tổng hợp:
Tại sao mũi cắt CNC chuyên cắt inox có giá đắt hơn?
- Trả lời: Dao cắt inox đắt hơn vì được làm từ hạt hợp kim siêu mịn có độ cứng cao, bắt buộc phải mạ lớp phủ nano chịu nhiệt đỉnh cao (như AlTiN) và có thiết kế góc xoắn lưỡi dao không đối xứng để triệt tiêu rung động chí mạng khi cắt.
Khi nào nên chọn dao phay CNC 2 me, 4 me?
- Trả lời:
- Chọn dao 2 me khi phay các vật liệu mềm, dẻo (nhôm, đồng, nhựa) vì khoang chứa phoi rộng, giúp thoát bạt nhôm cực nhanh, không lo dính phôi.
- Chọn dao 4 me khi phay vật liệu cứng (thép, inox) vì lõi dao to, cứng vững, chịu lực uốn tốt và cho bề mặt phôi láng bóng hơn.
Hiện tượng lẹo dao khi cắt nhôm xử lý thế nào?
- Trả lời: Hiện tượng này xảy ra do nhiệt độ cắt cao làm nhôm nóng chảy bám vào dao.
- Cách xử lý:
- Tăng tốc độ vòng quay, giảm lượng ăn dao trên me.
- Ưu tiên dùng dòng dao hợp kim đánh bóng rãnh xoắn.
- Hoặc chọn dao có lớp phủ DLC siêu trơn.
- Kết hợp vòi xịt khí nén áp lực cao liên tục để tống phoi ra ngoài tức thì.
Tại sao phay phá thô bề mặt lớn nên dùng dao gắn mảnh?
- Trả lời: Để tối ưu chi phí.
- Khi phay phá thô bề mặt lớn, dao chịu tải nặng và rất nhanh cùn/mẻ.
- Dùng dao gắn mảnh giúp chủ xưởng chỉ cần lật mặt chip cắt hoặc thay thế mảnh chip nhỏ với chi phí rẻ.
- Thay vì phải vứt bỏ cả một cây dao nguyên khối cỡ lớn trị giá vài triệu đồng.
Độ đảo tâm của bầu kẹp dao ảnh hưởng gì đến mũi cắt CNC?
- Trả lời: Nếu bầu kẹp Collet bị bẩn hoặc mòn gây đảo tâm, lực cắt sẽ dồn không đều khiến các me quá tải cục bộ.
- Kết quả là dao bị mòn lệch, mẻ hạt và gãy mũi cắt rất nhanh dù chế độ cắt cài đặt rất nhẹ.
Hãy liên hệ ngay với đội ngũ kỹ sư ứng dụng chiều sâu của VNTECH để nhận được giải pháp tư vấn kỹ thuật thực chiến và báo giá ưu đãi nhất ngay hôm nay!
VNTECH - Đơn vị cung cấp máy móc gia công cơ khí chính hãng, uy tín, đa dạng về chủng loại, đáp ứng mọi nhu cầu sản xuất. Để được tư vấn chi tiết và nhận báo giá tốt nhất, quý khách vui lòng liên hệ theo thông tin bên dưới.

________________
THÔNG TIN LIÊN HỆ
- Địa chỉ văn phòng:
- Địa chỉ Hà Nội: NO-05A23, Khu/Ngõ 1 Nguyễn Khắc Viện, Khu tái định cư Giang Biên, Hà Nội
- Chi Nhánh Đà Nẵng: Lô 11, Khu A4, Nguyễn Sinh Sắc, Hoà Minh, Liên Chiểu, Đà Nẵng
- Chi Nhánh HCM: 43 Đường N2, KP Thống Nhất, Dĩ An, Bình Dương
- SĐT: 0984.537.333
- Email: sale@vntechcnc.vn
- Facebook: https://www.facebook.com/vntechcnc
- Website: https://thietbivntech.vn