Hàn MIG là một trong các phương pháp kim loại được sử dụng rộng rãi nhất trong ngành công nghiệp hiện đại. Nổi bật với khả năng tạo ra mối hàn chất lượng cao, tốc độ hàn nhanh và xử lý được nhiều loại vật liệu khác nhau, hàn MIG đã trở thành phương pháp không thể thiếu trong các lĩnh vực sản xuất ô tô, đóng tàu, chế tạo máy móc và xây dựng kết cấu thép.

Nội dung bài viết
- 1 Hàn MIG là gì?
- 2 So sánh hàn MIG dùng khí và không dùng khí
- 3 Hàn MIG dùng khí gì?
- 4 Hàn MIG inox dùng khí gì?
- 5 Ưu điểm của phương pháp hàn MIG
- 6 Hàn MIG có chắc không?
- 7 Nguyên lý hoạt động của hàn MIG
- 8 Các phương pháp hàn MIG thông dụng
- 9 Cách hàn MIG không dùng khí
- 10 Cấu tạo máy hàn MIG
- 11 Hướng dẫn cách hàn MIG đẹp, không bị đen
- 12 Các vấn đề thường gặp khi hàn MIG
- 13 Cách chọn khí bảo vệ cho từng vật liệu
- 14 So sánh chi tiết hàn MIG với hàn Laser
Hàn MIG là gì?
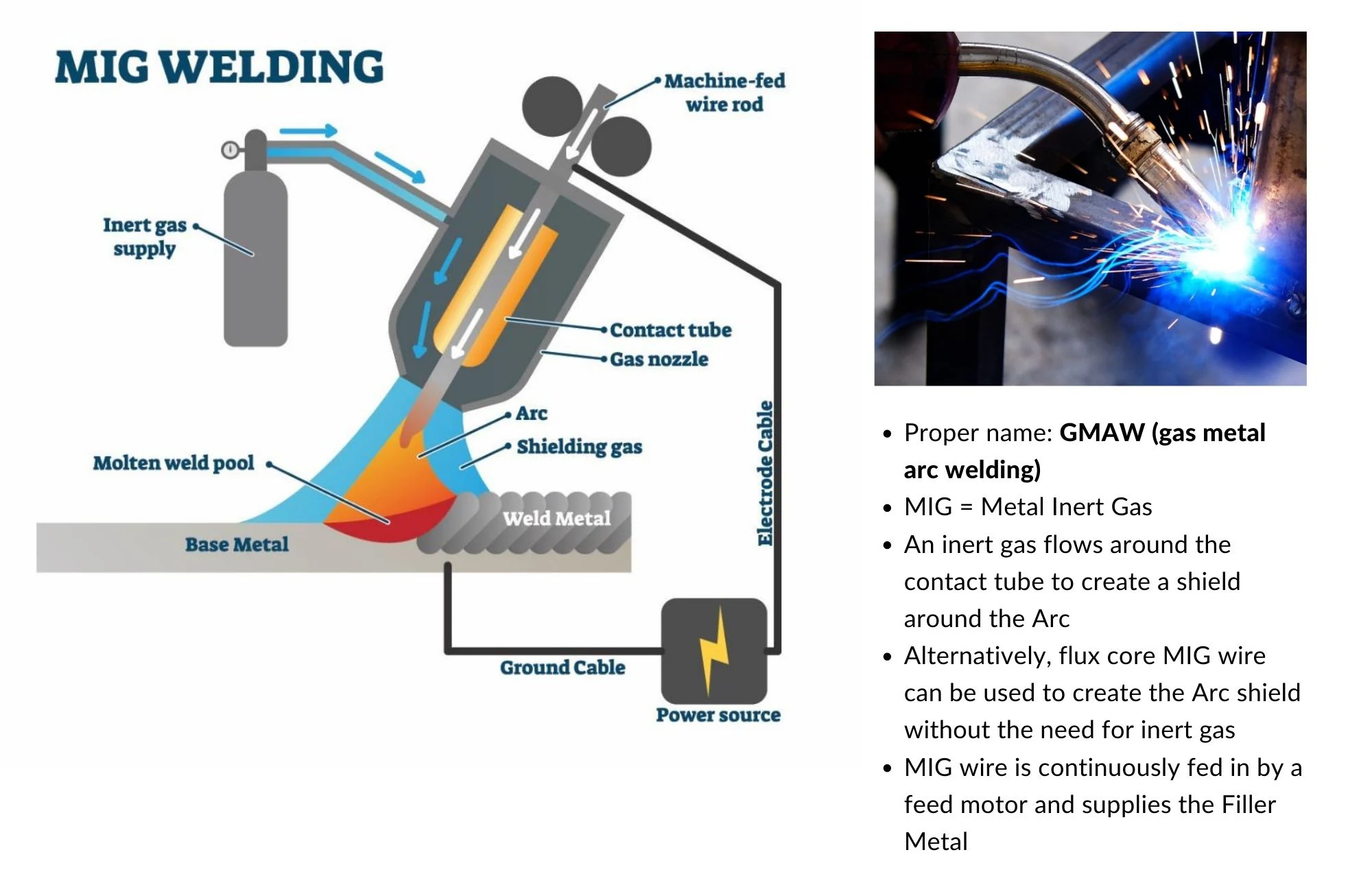
Hàn MIG (Metal Inert Gas) hay còn gọi là hàn GMAW (Gas Metal Arc Welding) là một phương pháp hàn hồ quang kim loại sử dụng hồ quang điện làm nóng chảy kim loại và dây điện cực để cung cấp vật liệu bổ sung trong quá trình hàn.

Điểm đặc biệt của hàn MIG là việc sử dụng một loại khí trơ hoặc khí hoạt tính để bảo vệ vũng hàn khỏi sự ô nhiễm từ không khí giúp tạo ra mối hàn chất lượng cao và liên tục.
>>> Xem thêm: Hàn MIG và hàn que cái nào tốt hơn?
Hàn MIG dùng khí là gì?
Hàn MIG dùng khí (GMAW – Gas Metal Arc Welding) là phương pháp hàn hồ quang nóng chảy, trong đó dây hàn được cấp liên tục và có sử dụng khí bảo vệ để che chắn vũng hàn khỏi tác động của không khí bên ngoài.
- Nguyên lý hoạt động:
- Khi hàn, một dòng khí bảo vệ (Argon, Heli, CO2, hỗn hợp khí Ar-CO2) được phun ra từ mỏ hàn.
- Tạo ra một lớp bảo vệ xung quanh hồ quang và vũng hàn.
- Lớp khí này giúp ngăn chặn oxy và nitơ trong không khí xâm nhập.
- Giảm nguy cơ mối hàn bị rỗ, oxy hóa và đảm bảo chất lượng mối hàn cao.
- Ưu điểm:
- Chất lượng mối hàn cao: Mối hàn mịn, đẹp, ngấu sâu và ít bị bắn tóe.
- Hàn được đa dạng vật liệu: Có thể hàn thép, thép không gỉ (inox), nhôm, đồng và các hợp kim khác.
- Năng suất cao: Tốc độ hàn nhanh, có thể hàn các mối hàn dài liên tục mà không bị gián đoạn.
- Nhược điểm:
- Cần phải mang theo bình khí bảo vệ, đồng hồ đo lưu lượng khí, kém linh hoạt khi di chuyển.
- Khi làm việc ngoài trời hoặc trong môi trường có gió, lớp khí bảo vệ có thể bị thổi bay, làm giảm chất lượng mối hàn.
- Cần đầu tư thêm bình khí và các phụ kiện đi kèm
Hàn MIG không dùng khí là gì?
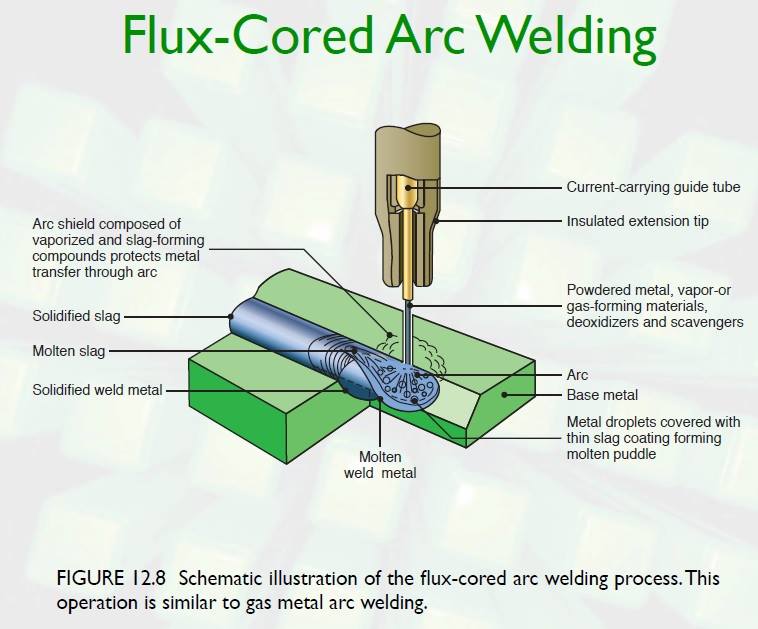
Máy hàn MIG không dùng khí (Flux-Cored Arc Welding – FCAW) là phương pháp hàn hồ quang điện làm nóng chảy kim loại mà không cần dùng bình khí bảo vệ. Nếu hàn MIG thông thường cần một bình khí trơ (CO2 hoặc Argon) thổi kèm theo để bảo vệ mối hàn khỏi bị oxy hóa bởi không khí, thì hàn MIG không dùng khí đã tích hợp sẵn lớp bảo vệ này vào bên trong sợi dây hàn.
Cách thức hoạt động của hàn MIG không dùng khí:
- Dây hàn lõi thuốc:
- Thay vì sử dụng dây hàn đặc như hàn MIG, hàn lõi thuốc sử dụng dây hàn có lõi chứa thuốc hàn.
- Thuốc hàn này khi nóng chảy sẽ tạo ra khí bảo vệ và xỉ giúp bảo vệ vũng hàn khỏi sự xâm nhập của không khí.
- Hồ quang điện:
- Hồ quang điện được tạo ra giữa dây hàn lõi thuốc và vật liệu cần hàn (tương tự như trong hàn MIG).
- Khí bảo vệ tự tạo:
- Khi hồ quang điện làm nóng chảy dây hàn, thuốc hàn trong lõi sẽ phân hủy và tạo ra khí bảo vệ (thay thế cho khí bảo vệ từ bình khí nén).
- Xỉ hàn tạo ra từ thuốc hàn sẽ bao phủ mối hàn (thêm một lớp bảo vệ nữa).
Ưu nhược điểm của hàn MIG không dùng khí:
- Ưu điểm:
- Tính di động cao:
- Không cần bình khí, máy gọn nhẹ và dễ dàng mang đi làm việc ở công trường, trên cao.
- Hoặc những nơi không tiện mang theo bình khí.
- Hàn tốt ngoài trời: Vì lớp khí bảo vệ được tạo ra trực tiếp từ lõi thuốc, nó ít bị ảnh hưởng bởi gió.
- Phù hợp với người mới học hàn hoặc các công việc sửa chữa gia đình, DIY.
- Nhược điểm:
- Chất lượng mối hàn thấp hơn:
- Mối hàn thường có xỉ (lớp thuốc nóng chảy tạo thành xỉ), bề mặt không được mịn và đẹp bằng hàn MIG dùng khí.
- Cần phải gia công lại mối hàn để đạt tính thẩm mỹ cao.
- Khó hàn vật liệu mỏng: Có thể dễ làm thủng vật liệu nếu không điều chỉnh dòng hàn phù hợp.
- Chi phí dây hàn cao hơn so với dây hàn đặc dùng cho máy có khí.
So sánh hàn MIG dùng khí và không dùng khí
Để giúp bạn có cái nhìn rõ ràng hơn, VNTECH sẽ so sánh chi tiết giữa phương pháp Hàn MIG dùng khí (GMAW) và Hàn MIG không dùng khí (FCAW-S):
| Tiêu chí | Hàn MIG dùng khí (GMAW) | Hàn MIG không dùng khí (FCAW-S) |
| Loại dây hàn sử dụng | – Dây hàn đặc (Solid Wire). – Thân dây đồng nhất bằng kim loại. – Thường được mạ một lớp đồng mỏng chống gỉ. | – Dây hàn lõi thuốc (Flux-Cored Wire). – Dây dạng ống rỗng, bên trong chứa các hạt hợp chất thuốc hàn. |
| Cơ chế bảo vệ mối hàn | – Khí bảo vệ (CO2, Argon hoặc hỗn hợp Mix). | – Thuốc hàn trong lõi dây bị đốt cháy bởi hồ quang. – Tự giải phóng ra khí bảo vệ và lớp xỉ phủ lên bề mặt. |
| Cực tính dòng điện | – Cực tính thuận (DCEP): Súng hàn cực Dương, kẹp mát cực Âm. | – Cực tính ngược (DCEN): Súng hàn cực Âm, kẹp mát cực Dương. |
| Chất lượng mối hàn | – Mối hàn sạch, bóng láng, không có xỉ, rất ít văng bắn. – Gần như không tốn công làm sạch sau khi hàn. | – Mối hàn có lớp xỉ bao phủ, lượng văng bắn nhiều hơn. – Cần dùng búa gõ xỉ và mài lại. |
| Tính cơ động | – Thấp. – Phải mang theo bình khí nặng và đồng hồ điều áp đi kèm. | – Cực kỳ cao. – Chỉ cần máy hàn và cuộn dây. |
| Môi trường làm việc | – Trong nhà xưởng, nơi kín gió. | – Ngoài trời, trên cao, công trình có gió. |
| Độ dày vật liệu | – Mỏng đến trung bình. – Hàn tôn mỏng cực đẹp, khó bị lủng. | – Vật liệu trung bình đến dày. – Độ ngấu sâu, hàn được cả thép có bề mặt bám gỉ sét nhẹ. |
| Chi phí tiêu hao | – Cuộn dây, đổi/thuê bình khí. | – Giá cuộn dây lõi thuốc đắt hơn gấp 2 – 3 lần. – Không tốn tiền khí. |
KẾT LUẬN:
- Nên chọn Hàn MIG dùng khí khi:
- Gia công cố định tại nhà xưởng.
- Chuyên làm các mặt hàng đòi hỏi tính thẩm mỹ cao như: bàn ghế, tủ kệ, đồ mạ kẽm, đồ nội thất.
- Hoặc hàn các loại kết cấu tôn mỏng cần độ mịn, đẹp.
- Không muốn tốn thời gian gõ xỉ, mài bavia.
- Nên chọn Hàn MIG không dùng khí khi:
- Là thợ đi công trình, thường xuyên phải di chuyển, leo trèo trên cao, hàn ngoài trời gió hoặc sửa chữa lưu động.
- Phù hợp cho các xưởng hàn kết cấu thép dày, hàng rào, cửa cổng ngoài trời.
- Cần độ ngấu cao mà không quá khắt khe về độ bóng láng bề mặt.
Hàn MIG dùng khí gì?
Hàn MIG dùng các loại khí sau: CO2, Argon (Ar), Heli (He), Oxi (O2). Các loại khí này được sử dụng tùy thuộc vào vật liệu:
- Nhóm Khí Trơ:
- Khí Argon (Ar): Là loại khí trơ phổ biến nhất.
- Khí Argon giúp hồ quang cực kỳ ổn định, luống hàn mịn màng, đẹp mắt và giảm thiểu tối đa hiện tượng văng bắn kim loại.
- Chuyên dùng để hàn các kim loại màu và hợp kim như: Nhôm, Đồng, Titan hoặc thép không gỉ (Inox).
- Khí Heli (He): Có nhiệt lượng hồ quang rất cao và khả năng dẫn nhiệt vượt trội hơn Argon.
- Tạo ra mối hàn có độ ngấu cực sâu và rộng, tốc độ hàn rất nhanh.
- Thường dùng cho các cấu kiện Nhôm hoặc Đồng tấm dày chịu lực nặng.
- Nhóm Khí Hoạt Tính
- Khí Cacbonic (CO2): Là loại khí hoạt tính phổ biến và rẻ tiền nhất tại các xưởng cơ khí Việt Nam.
- Ở nhiệt độ cao, CO2 phân hủy thành CO và O2, giúp tăng lượng nhiệt truyền vào vật hàn, tạo ra độ ngấu sâu tuyệt vời.
- Chuyên dùng để hàn thép các-bon thấp (thép đen, sắt hộp thông thường).
- Nhóm Hỗn Hợp Khí
- Hỗn hợp Argon + CO2 (80% Ar + 20% CO2 hoặc 85% Ar + 15% CO2):
- Khí Argon giúp hồ quang êm, luống hàn bóng phẳng, ít văng bắn.
- Khí CO2 bổ sung độ ngấu sâu vào chân mối hàn.
- Cực kỳ tối ưu cho các xưởng gia công kết cấu thép chất lượng cao, đồ gá chịu lực hoặc hàn tôn mỏng mà không sợ thủng.
- Hỗn hợp Argon + Oxy (Ar + 1 – 5%O2):
- Thêm Oxy giúp làm giảm sức căng bề mặt của giọt kim loại nóng chảy.
- Kim loại dịch chuyển vào vũng hàn mịn hơn.
- Chuyên dụng cho các mối hàn Inox, một số loại thép hợp kim thấp.
- Hỗn hợp Bộ Ba (Trio-Gas: Argon + Heli + CO2):
- Heli tăng nhiệt lượng và độ ngấu, Argon làm êm hồ quang.
- Còn CO2 tối ưu khả năng điền đầy và bám dính.
- Chuyên dùng trong công nghiệp đóng tàu, bồn áp lực.
- Hoặc hàn các loại thép hợp kim đặc biệt có độ dày lớn.
BẢNG TÓM TẮT ĐỂ CHỦ XƯỞNG LỰA CHỌN:
| Loại vật liệu hàn | Khí bảo vệ tối ưu nhất | Lý do lựa chọn |
| Sắt hộp, Thép đen | 100% CO2 | – Chi phí rất rẻ, độ ngấu đạt yêu cầu của xưởng gia công dân dụng. |
| Thép kết cấu | Hỗn hợp 80% Ar + 20% CO2 | – Mối hàn sạch đẹp, hầu như không phải mài bavia, năng suất cao. |
| Inox | 98% Ar + 2% CO2 (hoặc O2) | – Giữ màu sáng cho Inox, mối hàn phẳng mịn, không bị đen bẩn. |
| Nhôm, Đồng | 100% Ar hoặc Trộn Ar + He | – Khí trơ bắt buộc để phá bỏ lớp oxit bề mặt của nhôm/đồng. |
Hàn MIG inox dùng khí gì?
Khi hàn MIG Inox loại khí sử dụng tối ưu nhất là khí trộn Argon kết hợp với một tỷ lệ rất nhỏ khí hoạt tính (CO2 hoặc O2). Phổ biến nhất là hỗn hợp 98% Argon + 2% CO2 hoặc 98% Argon + 2% O2.
- Nếu dùng 100% Argon, hồ quang hàn MIG sẽ bị bóp nghẹt, không ổn định.
- Giọt kim loại nóng chảy khó dịch chuyển và vũng hàn có sức căng bề mặt lớn.
- Gây ra hiện tượng luống hàn bị cao, hẹp, bó sụp và thiếu độ ngấu ở hai bên cạnh biên.
- Nếu dùng 100% CO2 thì ở nhiệt độ cao sẽ phân hủy giải phóng ra Oxy.
- Oxy này sẽ phản ứng và đốt cháy các nguyên tố hợp kim quý trong Inox.
- Làm mối hàn bị rỗ khí nặng, văng bắn dữ dội và biến mối hàn thành màu đen xỉn.
- Làm mất hoàn toàn khả năng chống gỉ sét của Inox.
- Tác dụng của 2% CO2 hoặc O2 thêm vào:
- Làm chất hoạt tính làm giảm sức căng bề mặt của vũng lỏng.
- Giúp hồ quang xòe đều, giọt kim loại dịch chuyển dạng phun mượt mà.
- Luống hàn trải phẳng, chân mối hàn ngấu đều và giữ được màu sáng bóng cho Inox.
Ưu điểm của phương pháp hàn MIG
Phương pháp hàn MIG mang đến nhiều ưu điểm vượt trội, khiến nó trở thành lựa chọn hàng đầu trong nhiều ứng dụng hàn:
- Dây hàn được cấp tự động liên tục giúp tăng tốc độ hàn.
- Đặc biệt phù hợp với các công việc sản xuất hàng loạt.
- Khí bảo vệ tạo ra môi trường hàn sạch giảm thiểu nguy cơ oxy hóa và nhiễm bẩn.
- Từ đó tạo ra mối hàn chất lượng cao, ít khuyết tật.
- Có thể hàn được nhiều loại kim loại khác nhau như: thép carbon, thép không gỉ, nhôm và nhiều hợp kim khác.
- Có thể thực hiện hàn ở nhiều vị trí khác nhau: hàn ngang, hàn đứng và hàn trần.
- Quá trình hàn ổn định và có thể kiểm soát được, rất thích hợp để áp dụng các hệ thống hàn tự động.
- So với một số phương pháp hàn khác, hàn MIG tạo ra ít bắn tóe hơn giúp giảm thiểu công đoạn làm sạch sau khi hàn.
- So với hàn TIG, thì hàn MIG dễ học và dễ sử dụng hơn.
>>> Xem thêm: So sánh hàn TIG và hàn MIG
- Quá trình hàn diễn ra liên tục nhờ dây hàn được cấp tự động giúp tăng năng suất và chất lượng mối hàn.

Hàn MIG có chắc không?
Hàn MIG rất chắc chắn và có độ bền kết cấu cực kỳ cao. Thậm chí mối hàn MIG chuẩn kỹ thuật còn có độ chịu lực tương đương hoặc vượt trội hơn cả hàn que truyền thống. Độ chắc chắn của mối hàn MIG quyết định bởi 3 yếu tố kỹ thuật dưới đây:
- Độ ngấu của mối hàn
- Hàn MIG dùng khí:
- Cho độ ngấu sâu rất tốt trên các tấm thép từ dày đến mỏng.
- Mối hàn liên kết cực kỳ chặt chẽ.
- Hàn MIG không dùng khí:
- Độ ngấu sẽ phụ thuộc rất lớn vào tay nghề của thợ.
- Nếu thợ đi tay quá nhanh, kim loại chỉ kịp chảy bám dính trên bề mặt chứ chưa ngấu sâu vào trong chân phôi.
- Khi chịu lực rung lắc mạnh, mối hàn này rất dễ bị giòn và nứt.
- Loại khí bảo vệ
- Nếu bạn dùng khí trộn (80% Argon + 20% CO2):
- Hồ quang êm, mối hàn không bị rỗ khí.
- Kết cấu bên trong đặc khít, cực kỳ chắc và chịu lực nén, lực kéo tốt.
- Nếu dùng khí CO2 100%:
- Mối hàn vẫn rất chắc nhưng bề mặt sẽ văng bắn nhiều hơn.
- Vấn đề đảo cực
- Khi hàn dây lõi thuốc không khí, nếu thợ quên đảo cực tính súng hàn, hồ quang sẽ bị loang, thuốc hàn không cháy hết để tạo khí bảo vệ.
- Kết quả là mối hàn bị rỗ tổ ong.
- Mối hàn sẽ rất yếu và dễ gãy đôi khi bị đập mạnh.
Nguyên lý hoạt động của hàn MIG
Nguyên lý hoạt động của hàn MIG dựa trên sự kết hợp giữa hồ quang điện và khí bảo vệ để tạo ra mối hàn chất lượng.
1/ Tạo hồ quang điện:
– Khi người thợ hàn kích hoạt súng hàn, dòng điện từ nguồn điện hàn chạy qua dây điện cực (dây hàn) và tạo ra hồ quang điện giữa đầu dây điện cực với vật liệu cần hàn.
– Hồ quang điện này tạo ra nhiệt độ cực cao, làm nóng chảy cả dây điện cực và vật liệu cần hàn.
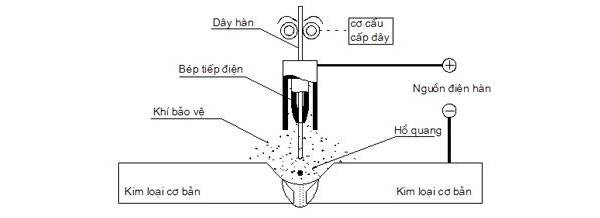
2/ Cấp dây điện cực:
– Một hệ thống cấp dây tự động đẩy dây điện cực liên tục qua súng hàn và vào vùng hồ quang.
+ Tốc độ cấp dây có thể được điều chỉnh để kiểm soát lượng kim loại bổ sung được đưa vào mối hàn.
– Dây điện cực nóng chảy cung cấp vật liệu để bù đắp vào chỗ khuyết của mối nối của hai vật liệu cần hàn.
3/ Bảo vệ mối hàn:
– Khí bảo vệ được cung cấp từ bình khí nén thông qua súng hàn.
+ Khí này tạo thành một lớp bảo vệ xung quanh hồ quang và vũng hàn nóng chảy, ngăn chặn sự tiếp xúc của chúng với không khí.
– Việc này giúp tránh oxy hóa và nhiễm bẩn mối hàn, đảm bảo chất lượng và độ bền của mối hàn.
– Khí bảo vệ này có thể là khí trơ (như Argon, Helium) hoặc khí hoạt tính (như CO2 hoặc hỗn hợp khí).
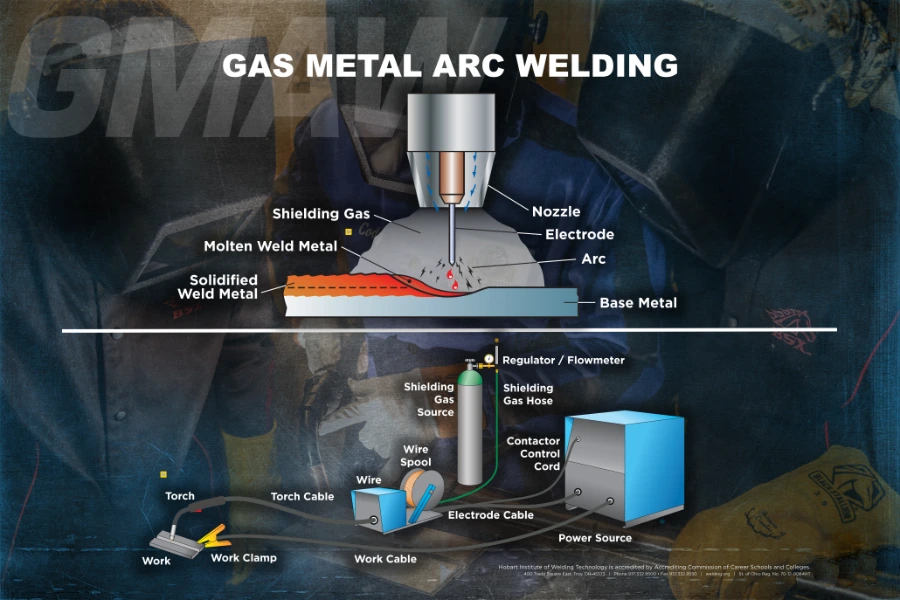
4/ Hình thành mối hàn:
– Kim loại nóng chảy từ dây điện cực và vật liệu cơ bản hòa trộn vào nhau tạo thành vũng hàn.
– Khi vũng hàn nguội đi, nó đông đặc lại và tạo thành mối hàn liên kết 2 mảnh kim loại.
>>> Xem thêm: Máy Hàn MIG Tự Động: Cấu Tạo, Nguyên Lý Hoạt Động Và Ứng Dụng Trong Công Nghiệp
Các phương pháp hàn MIG thông dụng
Hàn MIG (Metal Inert Gas) là một phương pháp hàn hồ quang kim loại linh hoạt, được phân loại dựa trên nhiều yếu tố khác nhau.
Phân loại theo loại khí bảo vệ
1/ Hàn MIG với khí trơ:
– Sử dụng khí trơ như: Argon (Ar) hoặc Helium (He) hoặc hỗn hợp của chúng.
+ Khí trơ không tham gia phản ứng hóa học với kim loại nóng chảy giúp bảo vệ mối hàn khỏi oxi hóa và nhiễm bẩn.
– Ứng dụng:
+ Hàn nhôm, magie, đồng và các hợp kim không chứa sắt.
+ Hàn thép không gỉ.
+ Tạo ra mối hàn sạch, chất lượng cao.
2/ Hàn MIG với khí hoạt tính:
– Sử dụng khí hoạt tính như CO2 hoặc hỗn hợp Argon/CO2.
+ Khí hoạt tính có một phần tham gia vào phản ứng hóa học với kim loại nóng chảy nên ảnh hưởng đến thành phần và tính chất của mối hàn.
– Ứng dụng:
+ Hàn thép carbon và thép hợp kim thấp.
+ Tạo ra mối hàn có độ ngấu sâu, năng suất cao.
+ Thường được sử dụng trong các ứng dụng kết cấu thép.
>>> Xem thêm: So sánh hàn MIG và hàn MAG
Phân loại theo phương thức chuyển dịch kim loại
1/ Chuyển dịch phun (Spray transfer):
– Tạo ra các giọt kim loại nhỏ, mịn và phun đều vào vũng hàn.
– Yêu cầu dòng điện và điện áp cao.
– Tạo ra mối hàn chất lượng cao, độ ngấu sâu, ít bắn tóe.
– Thích hợp cho hàn vật liệu dày.
2/ Chuyển dịch ngắn mạch (Short circuit transfer):
– Dây điện cực liên tục chạm và ngắt với vũng hàn, tạo ra các chu kỳ ngắn mạch.
– Yêu cầu dòng điện và điện áp thấp.
– Thích hợp cho hàn vật liệu mỏng và hàn ở các vị trí khó.
– Ít nhiệt đầu vào, giảm nguy cơ biến dạng vật liệu.
3/ Chuyển dịch cầu (Globular transfer):
– Tạo ra các giọt kim loại lớn, kém ổn định.
– Ít được sử dụng do chất lượng mối hàn không cao.
4/ Chuyển dịch xung (Pulsed transfer):
– Sử dụng dòng điện xung để kiểm soát quá trình chuyển dịch kim loại.
– Kết hợp ưu điểm của chuyển dịch phun và ngắn mạch.
– Tạo ra mối hàn chất lượng cao, ít bắn tóe, kiểm soát nhiệt tốt.
– Thích hợp cho hàn nhiều loại vật liệu và vị trí hàn.
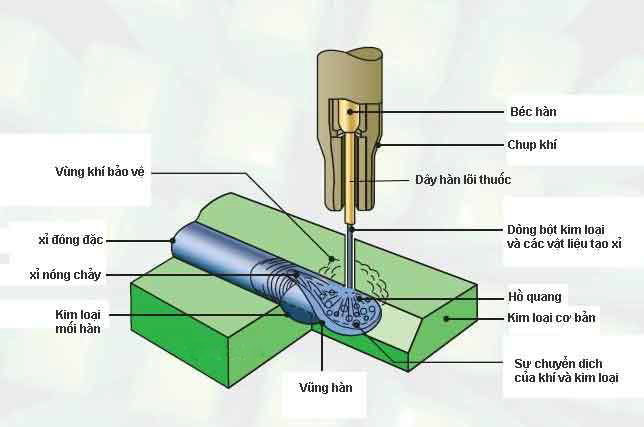
Hàn MIG với lõi thuốc (FCAW)
– Sử dụng dây hàn có lõi chứa thuốc hàn, thay vì dây hàn đặc. Thuốc hàn khi nóng chảy sẽ tạo ra khí bảo vệ và xỉ, bảo vệ mối hàn.
– Có 2 loại FCAW:
+ FCAW-G: Sử dụng khí bảo vệ từ nguồn cấp ngoài.
+ FCAW-S: Không sử dụng khí bảo vệ từ nguồn cấp ngoài, thuốc hàn tự tạo khí bảo vệ.
– Ưu điểm:
+ Tính di động cao, không cần bình khí bảo vệ (FCAW-S).
+ Khả năng hàn ngoài trời tốt.
+ Năng suất cao.
Việc lựa chọn loại hàn MIG phù hợp phụ thuộc vào loại vật liệu cần hàn, độ dày vật liệu, vị trí hàn, yêu cầu chất lượng mối hàn và điều kiện làm việc.
Cách hàn MIG không dùng khí
Hàn MIG không dùng khí (FCAW-S) là giải pháp cực kỳ tiện lợi cho thợ đi công trình hoặc hàn ngoài trời gió. Dưới đây là cách hàn MIG không dùng khí bền chắc và hạn chế tối đa văng bắn:
Bước 1: Đảo cực cho máy hàn (Bắt buộc)
Khi hàn MIG không khí, bạn phải chuyển máy sang cấu hình Cực tính nghịch (DCEN):
- Súng hàn (Mỏ hàn): Cắm vào giắc cắm Cực Âm (-).
- Kẹp mát: Cắm vào giắc cắm Cực Dương (+).
(Lưu ý: Ngược hoàn toàn so với khi bạn hàn MIG có khí CO2 là súng cực Dương, kẹp mát cực Âm).
Bước 2: Chuẩn bị vật liệu
- Dây hàn:
- Bắt buộc sử dụng cuộn dây hàn lõi thuốc chống gỉ (Flux-Cored Wire).
- Tuyệt đối không dùng dây hàn đặc của MIG có khí.
- Bánh xe con lăn cấp dây (Rulo):
- Bạn nên sử dụng bánh xe có rãnh khía hình chữ V có răng cưa hoặc rãnh chữ U.
- Vặn lực ép lò xo vừa phải để tránh làm móp, méo sợi dây gây kẹt ruột gà.
- Làm sạch phôi:
- Nên dùng máy mài đánh sạch lớp sơn bám hoặc gỉ sét nặng tại vị trí tiếp xúc kẹp mát.
Bước 3: Điều chỉnh thông số
Dây lõi thuốc cần nhiệt lượng tập trung cao ở vật hàn để đốt cháy thuốc từ bên trong lõi:
- Điện áp (Volt): Thiết lập Volt vừa phải, không để quá cao.
- Tốc độ dây (Amper): Để tốc độ đẩy dây ở mức trung bình.
- Nếu nghe tiếng nổ quá giòn và súng bị đẩy bật ngược lại, tức là dây ra quá nhanh -> cần giảm tốc độ dây hoặc tăng Volt.
Bước 4: Kỹ thuật thao tác tay súng
Khi hàn MIG không khí, có một nguyên tắc bất biến trong ngành cơ khí: “Có xỉ thì kéo, không xỉ thì đẩy”.
- Hướng di chuyển: Di chuyển súng từ trái sang phải.
- Tức là mỏ súng đi trước, ngọn lửa hồ quang đi sau.
- Không cho xỉ lẫn vào trong mối hàn gây ngậm xỉ.
- Góc độ súng:
- Nghiêng súng một góc từ 10 – 20 độ theo hướng kéo.
Bước 5: Gõ xỉ
- Sau khi kết thúc đường hàn, hãy đợi vài giây cho mối hàn ngả từ đỏ rực sang đen hẳn.
- Dùng búa gõ xỉ gõ nhẹ dọc theo đường hàn.
- Dùng bàn chải sắt đánh sạch lại bavia văng bắn xung quanh là hoàn thành.
Cấu tạo máy hàn MIG
Thiết bị hàn MIG bao gồm các thành phần chính sau:
1/ Nguồn điện hàn: Cung cấp dòng điện một chiều (DC) để tạo ra hồ quang điện.
2/ Bộ cấp dây hàn: Bao gồm cuộn dây hàn, động cơ đẩy dây và hệ thống điều khiển tốc độ cấp dây.
– Cấp dây hàn liên tục vào vùng hồ quang với tốc độ ổn định.
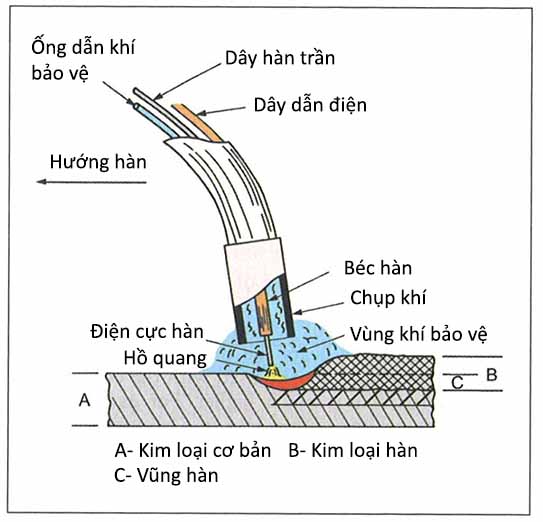
3/ Súng hàn MIG:
– Chứa các bộ phận sau:
+ Đầu tiếp điện: Dẫn dòng điện từ máy hàn đến dây hàn.
+ Vòi phun khí: Phun khí bảo vệ xung quanh vùng hàn.
+ Ống dẫn dây: Dẫn dây hàn từ bộ cấp dây đến đầu tiếp điện.
+ Nút điều khiển: Kích hoạt quá trình hàn.

4/ Hệ thống khí bảo vệ:
– Bình khí nén: Chứa khí bảo vệ (Argon, CO2, hoặc hỗn hợp khí).
– Van điều áp: Điều chỉnh áp suất khí bảo vệ.
– Ống dẫn khí: Dẫn khí bảo vệ từ bình khí đến súng hàn.
5/ Dây hàn: Dây hàn được cuộn trên lõi và đặt trong bộ cấp dây.
– Có nhiều loại dây hàn khác nhau, phù hợp với từng loại vật liệu và ứng dụng hàn.
Các thành phần phụ trợ:
– Kẹp mát: Nối vật liệu hàn với nguồn điện.
– Mặt nạ hàn: Bảo vệ mắt và mặt khỏi tia hồ quang.
– Găng tay hàn: Bảo vệ tay khỏi nhiệt và tia lửa.
Hướng dẫn cách hàn MIG đẹp, không bị đen
Kỹ thuật hàn MIG đòi hỏi sự kết hợp giữa việc thiết lập máy móc chính xác và kỹ năng thực hành tốt. Dưới đây là hướng dẫn chi tiết:
Chuẩn bị vật liệt & thiết bị
– Làm sạch bề mặt vật liệu cần hàn khỏi bụi bẩn, gỉ sét, dầu mỡ.
– Vát mép (nếu cần thiết) cho các chi tiết dày.
– Kiểm tra máy hàn MIG, đảm bảo hoạt động tốt.
– Lựa chọn dây hàn phù hợp với vật liệu và độ dày cần hàn.
– Lựa chọn khí bảo vệ phù hợp (Argon, CO2, hoặc hỗn hợp).
– Kiểm tra lưu lượng khí bảo vệ.
– Đảm bảo kết nối kẹp mát chắc chắn.
– Chuẩn bị đầy đủ trang bị bảo hộ lao động: mặt nạ hàn, găng tay, quần áo bảo hộ.

Thiết lập máy hàn MIG
1/ Điều chỉnh dòng điện và điện áp:
– Tham khảo bảng thông số của nhà sản xuất hoặc kinh nghiệm thực tế để cài đặt dòng điện và điện áp phù hợp với loại dây hàn và độ dày vật liệu.
– Điều chỉnh tốc độ cấp dây sao cho phù hợp với dòng điện hàn.
2/ Điều chỉnh lưu lượng khí bảo vệ:
– Lưu lượng khí bảo vệ quá thấp sẽ không bảo vệ được mối hàn, quá cao sẽ gây lãng phí và tạo ra nhiễu loạn khí.
3/ Kiểm tra dây hàn:
– Đảm bảo dây hàn được lắp đúng cách và không bị kẹt.
Cách hàn MIG đẹp không bị đen
1/ Gây hồ quang:
– Đặt súng hàn gần vật liệu, giữ góc nghiêng khoảng 10-15 độ.
– Bấm nút kích hoạt trên súng hàn để tạo hồ quang điện.
– Giữ khoảng cách từ đầu súng hàn đến vật liệu khoảng 10-15mm.
2/ Di chuyển súng hàn:
– Di chuyển súng hàn với tốc độ ổn định dọc theo đường hàn.
– Giữ góc nghiêng súng hàn không đổi.
– Quan sát vũng hàn để đảm bảo kim loại nóng chảy đều và liên tục.
3/ Kỹ thuật hàn theo từng loại vật liệu:
– Thép carbon: Sử dụng khí CO2 hoặc hỗn hợp Argon/CO2.
– Thép không gỉ: Sử dụng khí Argon hoặc hỗn hợp Argon/CO2.
– Nhôm: Sử dụng khí Argon.
4/ Kỹ thuật hàn theo từng vị trí:
– Hàn ngang: Di chuyển súng hàn theo đường ngang.
– Hàn đứng: Di chuyển súng hàn từ dưới lên trên hoặc từ trên xuống dưới.
– Hàn trần: Đòi hỏi kỹ năng cao, cần thực hiện chậm và cẩn thận.
Kiểm tra & làm sạch mối hàn
1/ Kiểm tra mối hàn:
– Kiểm tra ngoại quan mối hàn, loại bỏ các vết bắn tóe.
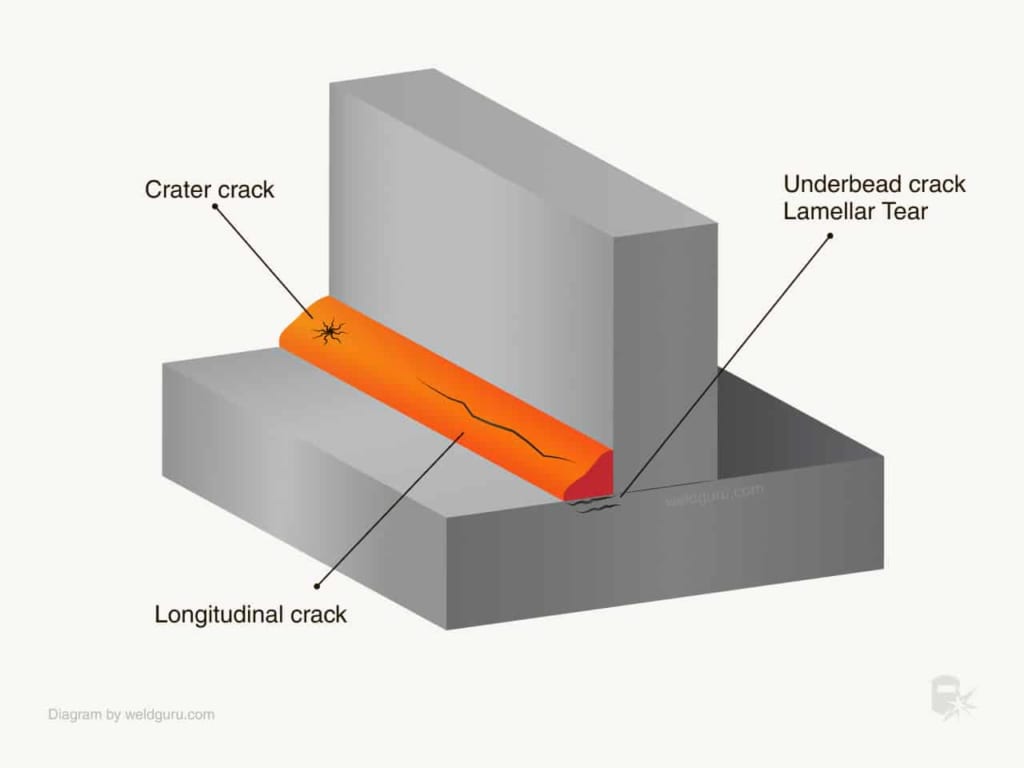
>>> Xem thêm: 28 khuyết tật mối hàn thường gặp
– Kiểm tra độ ngấu và độ bền của mối hàn.
– Nếu cần thiết có thể tiến hành kiểm tra chất lượng mối hàn bằng những phương pháp chuyên dụng.
>>> Xem thêm: Các phương pháp kiểm tra mối hàn
2/ Làm sạch:
– Loại bỏ xỉ hàn (nếu có).
– Mài phẳng hoặc đánh bóng mối hàn.

Các vấn đề thường gặp khi hàn MIG
Dưới đây là các vấn đề thường gặp khi hàn MIG và cách khắc phục hiệu quả:
1/ Mối hàn bị rỗ khí: Đây là hiện tượng mối hàn có các lỗ nhỏ do khí bị mắc kẹt trong kim loại nóng chảy.
– Nguyên nhân:
+ Lượng khí bảo vệ không đủ hoặc không ổn định.
+ Bề mặt vật liệu hàn bị bẩn (dầu mỡ, gỉ sét, bụi bẩn).
+ Ống dẫn khí bị rò rỉ.
+ Tốc độ hàn quá nhanh, không đủ thời gian cho khí thoát ra.
+ Dây hàn bị ẩm hoặc nhiễm bẩn.
– Cách khắc phục:
+ Kiểm tra và điều chỉnh lưu lượng khí bảo vệ.
+ Vệ sinh sạch sẽ bề mặt kim loại trước khi hàn.
+ Kiểm tra và siết chặt các kết nối ống dẫn khí.
+ Giảm tốc độ di chuyển của mỏ hàn.
+ Bảo quản dây hàn ở nơi khô ráo.
2/ Mối hàn không ngấu: Mối hàn không ngấu là khi kim loại hàn không hòa tan hoàn toàn vào kim loại cơ bản, tạo ra một liên kết yếu và dễ gãy.
– Nguyên nhân:
+ Dòng hàn quá thấp hoặc tốc độ cấp dây quá chậm.
+ Tốc độ di chuyển của mỏ hàn quá nhanh.
+ Góc hàn không chính xác.
– Cách khắc phục:
+ Tăng dòng hàn và tốc độ cấp dây phù hợp với độ dày vật liệu.
+ Giảm tốc độ di chuyển của mỏ hàn để nhiệt lượng tập trung lâu hơn.
+ Điều chỉnh góc hàn sao cho hồ quang hướng vào vị trí cần hàn.
3/ Hiện tượng bắn tóe: Bắn tóe là các hạt kim loại nhỏ văng ra xung quanh mối hàn, làm mất thẩm mỹ và tốn công vệ sinh.
– Nguyên nhân:
+ Điện áp hàn quá cao hoặc quá thấp.
+ Lưu lượng khí bảo vệ không phù hợp.
+ Góc hàn hoặc khoảng cách từ mỏ hàn đến vật hàn không đúng.
+ Bề mặt vật liệu bẩn.
– Cách khắc phục:
+ Điều chỉnh điện áp và tốc độ cấp dây phù hợp.
+ Đảm bảo lưu lượng khí bảo vệ vừa đủ.
+ Giữ khoảng cách mỏ hàn hợp lý (khoảng 10-15mm).
+ Vệ sinh bề mặt vật liệu trước khi hàn.
4/ Cháy dây: Hiện tượng này xảy ra khi dây hàn dính vào đầu bép hàn và bị chảy ngược vào trong mỏ hàn.
– Nguyên nhân:
+ Tốc độ cấp dây quá thấp so với điện áp.
+ Áp lực bánh xe cấp dây không đủ.
+ Đầu bép hàn bị mòn hoặc tắc nghẽn.
– Cách khắc phục:
+ Tăng tốc độ cấp dây hoặc giảm điện áp.
+ Điều chỉnh áp lực bánh xe cấp dây vừa phải, không quá lỏng cũng không quá chặt.
+ Vệ sinh hoặc thay thế đầu bép hàn.
5/ Dây hàn ra không đều hoặc bị kẹt: Đây là lỗi phổ biến gây ra hồ quang không ổn định và gián đoạn quá trình hàn.
– Nguyên nhân:
+ Ống dẫn dây (ruột gà) bị bẩn, mòn hoặc bị gập.
+ Bánh xe cấp dây bị mòn, sai kích cỡ hoặc áp lực không đúng.
+ Dây hàn bị rỉ sét.
– Cách khắc phục:
+ Vệ sinh hoặc thay thế ống dẫn dây.
+ Kiểm tra và điều chỉnh bánh xe cấp dây.
+ Sử dụng dây hàn chất lượng và bảo quản đúng cách.
Cách chọn khí bảo vệ cho từng vật liệu
Việc lựa chọn khí bảo vệ phù hợp là yếu tố then chốt quyết định chất lượng, độ bền và tính thẩm mỹ của mối hàn. Dưới đây là hướng dẫn chi tiết về cách chọn khí bảo vệ cho từng loại vật liệu hàn MIG phổ biến.
Khí bảo vệ cho thép Carbon
Thép carbon là vật liệu hàn phổ biến nhất và có nhiều lựa chọn khí bảo vệ, tùy thuộc vào yêu cầu của mối hàn.
1/ Hỗn hợp Argon + CO₂: Đây là lựa chọn phổ biến nhất và hiệu quả cao nhất cho thép carbon.
– Tỷ lệ phổ biến: 75% Ar + 25% CO₂.
+ Giúp ổn định hồ quang, giảm bắn tóe, tạo mối hàn ngấu sâu và có tính cơ học tốt.
– Ưu điểm: Giá thành hợp lý, dễ dàng tìm mua, mối hàn chắc chắn.
Lưu ý:
+ Tùy thuộc vào độ dày vật liệu, tỷ lệ CO₂ có thể thay đổi (thường từ 10-25%).
+ CO₂ giúp tăng năng lượng hồ quang, làm mối hàn ngấu sâu hơn, nhưng nếu tỷ lệ quá cao có thể tăng bắn tóe.
2/ 100% CO₂ (Hàn MIG CO₂):
– Ưu điểm:
+ Chi phí thấp nhất, dễ kiếm.
+ Mối hàn có độ ngấu sâu tốt.
– Nhược điểm:
+ Hồ quang không ổn định, mối hàn dễ bị bắn tóe nhiều, bề mặt mối hàn thô và cần gia công lại.
+ Thích hợp cho các ứng dụng không yêu cầu cao về thẩm mỹ.
Khí bảo vệ cho thép không gỉ (Inox)
Inox là vật liệu nhạy cảm với oxy, đòi hỏi khí bảo vệ phải thật hiệu quả để ngăn ngừa quá trình oxy hóa.
1/ Hỗn hợp Argon + CO₂:
– Tỷ lệ phổ biến: 98% Ar + 2% CO₂ hoặc 97% Ar + 3% CO₂.
– Ưu điểm:
+ Tỷ lệ CO₂ rất thấp giúp ổn định hồ quang, tạo mối hàn sáng đẹp và ít bị đổi màu do quá nhiệt.
+ Mối hàn có độ bền cơ học tốt.
*Không nên dùng tỷ lệ CO₂ cao hơn 5% vì sẽ làm mất đi khả năng chống ăn mòn của inox.
2/ Hỗn hợp Argon + Oxy (O₂):
– Tỷ lệ phổ biến: 98% Ar + 2% O₂.
– Ưu điểm:
+ Giúp hồ quang rất ổn định, cho mối hàn đẹp, mịn và sáng bóng.
+ Lớp oxy nhỏ giúp mối hàn chảy loãng hơn và dễ kiểm soát.
Khí bảo vệ cho nhôm, hợp kim nhôm
Nhôm là vật liệu có tính dẫn nhiệt cao và dễ bị oxy hóa, do đó việc chọn khí bảo vệ đúng rất quan trọng.
1/ 100% Argon (Ar tinh khiết): Đây là khí bảo vệ tiêu chuẩn và phổ biến nhất cho hàn nhôm.
– Ưu điểm:
+ Làm sạch bề mặt nhôm rất tốt, giúp phá vỡ lớp oxit nhôm trước khi hàn.
+ Đảm bảo mối hàn sạch, chắc chắn và ngấu đều.
+ Hồ quang ổn định và tập trung.
*Tuyệt đối không sử dụng khí CO₂ hoặc hỗn hợp có CO₂ vì sẽ tạo ra các tạp chất carbon trên mối hàn, làm giảm độ bền.
2/ Hỗn hợp Argon + Helium (He):
– Tỷ lệ phổ biến: Tùy thuộc vào độ dày vật liệu, từ 25% đến 75% Heli.
– Ưu điểm:
+ Heli có khả năng dẫn nhiệt tốt hơn Argon.
+ Khi trộn với Argon, hỗn hợp khí này tạo ra năng lượng hồ quang cao hơn, giúp tăng độ ngấu và phân bố nhiệt đều hơn.
+ Phù hợp để hàn các chi tiết nhôm dày.
– Nhược điểm: Khí Heli đắt tiền hơn Argon nên chi phí cao hơn.
Khí bảo vệ cho đồng, hợp kim đồng
1/ 100% Argon (Ar tinh khiết):
– Argon là lựa chọn tốt nhất để hàn đồng vì nó giúp kiểm soát hồ quang và tạo mối hàn sạch.
2/ Hỗn hợp Argon + Heli:
– Sử dụng khi hàn các chi tiết đồng dày, hỗn hợp này giúp tăng nhiệt độ hồ quang.
– Cải thiện độ ngấu và tốc độ hàn.
Bảng tóm tắt:
| Vật liệu hàn | Loại khí bảo vệ phổ biến | Ưu điểm chính |
| Thép Carbon | Hỗn hợp Ar + CO₂ (75%/25%) | Phổ biến, giá rẻ, mối hàn ngấu sâu, ổn định. |
| 100% CO₂ | Chi phí cực thấp, độ ngấu tốt. | |
| Thép không gỉ (Inox) | Hỗn hợp Ar + CO₂ (98%/2%) | Mối hàn sáng đẹp, ít biến đổi màu, chống ăn mòn tốt. |
| Hỗn hợp Ar + O₂ (98%/2%) | Hồ quang rất ổn định, bề mặt mối hàn mịn. | |
| Nhôm | 100% Argon | Tiêu chuẩn, làm sạch tốt, hồ quang ổn định, mối hàn sạch. |
| Nhôm dày | Hỗn hợp Ar + He | Tăng năng lượng hồ quang, ngấu sâu, phân bố nhiệt tốt. |
| Đồng | 100% Argon | Ổn định hồ quang, mối hàn sạch. |
| Đồng dày | Hỗn hợp Ar + He | Tăng độ ngấu và tốc độ hàn. |
So sánh chi tiết hàn MIG với hàn Laser
Khi so sánh hàn MIG và hàn laser, ta đang đối chiếu 2 công nghệ hàn rất khác biệt về nguyên lý hoạt động, ứng dụng và chi phí. Dưới đây là bảng so sánh chi tiết:
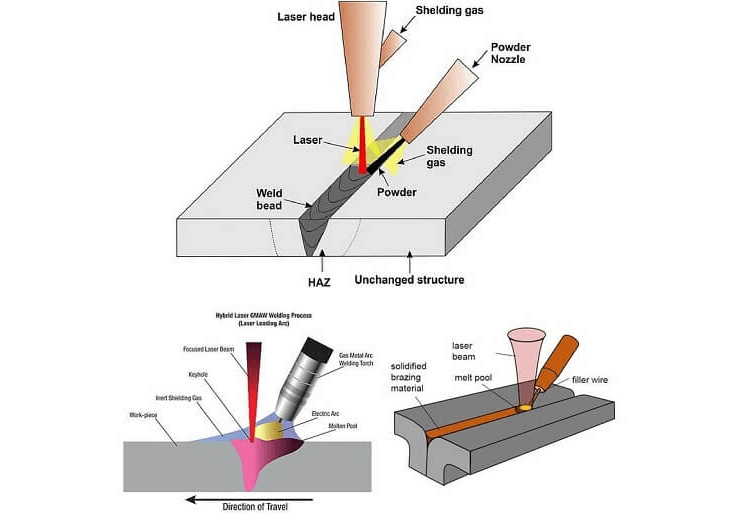
Về nguyên lý hoạt động
– Hàn MIG:
+ Sử dụng hồ quang điện tạo ra giữa dây điện cực nóng chảy liên tục và vật liệu cơ bản.
+ Khí bảo vệ được sử dụng để bảo vệ vũng hàn khỏi sự ô nhiễm.
+ Là quá trình hàn hồ quang kim loại, điện cực nóng chảy.
– Hàn laser:
+ Sử dụng chùm tia laser cường độ cao để nung chảy và kết nối vật liệu.
+ Là quá trình hàn nhiệt hạch, sử dụng chùm ánh sáng tập trung.
Về độ chính xác và chất lượng mối hàn
– Hàn MIG:
+ Độ chính xác trung bình, phù hợp cho các mối hàn có yêu cầu độ chính xác không quá cao.
+ Chất lượng mối hàn tốt, nhưng có thể bị ảnh hưởng bởi kỹ năng của người thợ và các yếu tố môi trường.
– Hàn laser:
+ Máy hàn laser có độ chính xác rất cao, tạo ra mối hàn hẹp và sâu.
+ Chất lượng mối hàn tuyệt vời, ít biến dạng nhiệt.
+ Vùng ảnh hưởng nhiệt (HAZ) rất nhỏ.
Về tốc độ hàn
– Hàn MIG:
+ Tốc độ hàn trung bình, phù hợp cho các công việc sản xuất vừa và nhỏ.
– Hàn laser:
+ Tốc độ hàn rất nhanh, đặc biệt là đối với vật liệu mỏng.
+ Rất phù hợp cho các ứng dụng sản xuất hàng loạt.
>>> Xem thêm: So sánh máy hàn laser và máy hàn MIG
Về tính linh hoạt và ứng dụng
– Hàn MIG:
+ Linh hoạt, có thể hàn nhiều loại vật liệu và độ dày khác nhau.
+ Ứng dụng rộng rãi trong ngành chế tạo kết cấu thép, ô tô, đóng tàu…
– Hàn laser:
+ Phù hợp cho các ứng dụng đòi hỏi độ chính xác cao như: hàn các chi tiết điện tử, y tế, hàng không vũ trụ.
+ Có thể hàn các vật liệu khó hàn như titan, tungsten.
>>> Xem thêm: Robot hàn MIG là gì? So sánh với robot hàn laser

So sánh về chi phí
– Hàn MIG:
+ Chi phí đầu tư thiết bị thấp hơn.
+ Chi phí vận hành thường cao hơn.
– Hàn laser:
+ Chi phí đầu tư thiết bị rất cao.
+ Chi phí vận hành thấp hơn.
Kết luận:
– Hàn MIG là lựa chọn tốt cho các công việc hàn thông thường, đòi hỏi tính linh hoạt và chi phí thấp.
– Hàn laser là lựa chọn tối ưu cho các công việc hàn đòi hỏi độ chính xác cao, tốc độ nhanh và chất lượng mối hàn tuyệt vời.
Với khả năng hàn nhanh, mối hàn chất lượng và tính linh hoạt cao, hàn MIG đã và đang khẳng định vị thế là một trong những phương pháp hàn quan trọng bậc nhất trong ngành công nghiệp. Với sự phát triển không ngừng của công nghệ, hàn MIG hứa hẹn sẽ tiếp tục là một phương pháp hàn ưu việt, góp phần vào sự phát triển của ngành công nghiệp trong tương lai.
VNTECH - Đơn vị cung cấp máy móc gia công cơ khí chính hãng, uy tín, đa dạng về chủng loại, đáp ứng mọi nhu cầu sản xuất. Để được tư vấn chi tiết và nhận báo giá tốt nhất, quý khách vui lòng liên hệ theo thông tin bên dưới.

________________
THÔNG TIN LIÊN HỆ
- Địa chỉ văn phòng:
- Địa chỉ Hà Nội: NO-05A23, Khu/Ngõ 1 Nguyễn Khắc Viện, Khu tái định cư Giang Biên, Hà Nội
- Chi Nhánh Đà Nẵng: Lô 11, Khu A4, Nguyễn Sinh Sắc, Hoà Minh, Liên Chiểu, Đà Nẵng
- Chi Nhánh HCM: 43 Đường N2, KP Thống Nhất, Dĩ An, Bình Dương
- SĐT: 0984.537.333
- Email: sale@vntechcnc.vn
- Facebook: https://www.facebook.com/vntechcnc
- Website: https://thietbivntech.vn