Như chúng ta đã biết, máy cắt laser phải sử dụng khí phụ trợ để hỗ trợ hoạt động trong quá trình cắt. Các loại khí phụ trợ khác nhau phù hợp để cắt các tấm kim loại có vật liệu và độ dày khác nhau. Các loại khí phụ trợ phổ biến để cắt laser bao gồm oxy, nitơ và không khí. Vậy, sự khác biệt giữa ba loại khí này khi cắt thép cacbon là gì? Hôm nay VNTECH sẽ phân tích từng loại khí và gợi ý lựa chọn phù hợp.
Nội dung bài viết
I. Phân loại khí
1. Khí nén
a) Ưu điểm: Chi phí khí thấp. Khi sử dụng khí, chỉ cần cân nhắc đến chi phí điện của máy nén khí và bản thân thiết bị, loại bỏ chi phí khí phụ trợ cao. Hiệu quả cắt trên tấm mỏng có thể so sánh với cắt nitơ, đây là phương pháp cắt tiết kiệm và hiệu quả.
b) Nhược điểm:
_ Bề mặt cắt sẽ tạo ra các gờ, cần phải xử lý thứ cấp để làm sạch, điều này không có lợi cho toàn bộ chu trình sản xuất sản phẩm.
_ Bề mặt cắt sẽ có màu đen và vàng, nhưng hiệu quả cắt kém xa oxy, ảnh hưởng đến chất lượng sản phẩm.

2. Oxy
Oxy có tác dụng hỗ trợ quá trình cháy mạnh nên có thể đẩy nhanh quá trình cắt laser. Cắt oxy là phương pháp cắt phổ biến và truyền thống nhất.
a) Ưu điểm: Ưu điểm của cắt oxy chủ yếu thể hiện ở chi phí khí. Trong quá trình gia công tấm kim loại dựa trên thép cacbon, không cần phải thường xuyên thay thế khí phụ trợ, giúp tăng hiệu quả cắt và dễ quản lý.
b) Nhược điểm: Sau khi cắt oxy, trên bề mặt cắt sẽ có một lớp màng oxit, nếu sản phẩm có màng oxit được hàn trực tiếp, sau một thời gian dài, màng oxit sẽ tự nhiên bong ra, sản phẩm sẽ hình thành mối hàn ảo. , Ảnh hưởng đến chất lượng hàn.

3. Nitơ
Khi oxy được sử dụng làm khí phụ trợ, một lớp màng oxit sẽ được hình thành trên bề mặt cắt. Sử dụng nitơ có thể ngăn ngừa sự xuất hiện của lớp màng oxit và hình thành lớp cắt không bị oxy hóa. Bề mặt cắt không bị oxy hóa có thể được hàn, phun và có đặc tính chống ăn mòn mạnh. Bề mặt của lớp cắt không bị oxy hóa thường có màu trắng, có thể được xử lý trực tiếp bằng cách hàn, phun, v.v. Đặc tính chống ăn mòn mạnh cũng làm cho phạm vi ứng dụng của nó rất rộng.

II. Làm thế nào để chọn khí phụ trợ phù hợp để cắt thép cacbon bằng laser?
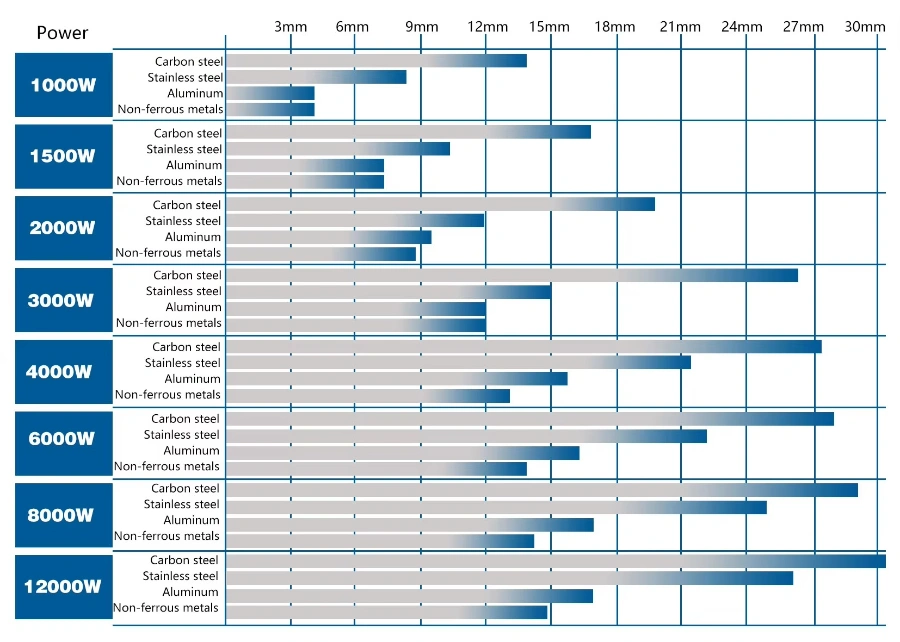
- Khi cắt các tấm thép cacbon dày trên 6mm, chỉ hỗ trợ cắt oxy.
- Khi cắt dưới 6mm, nếu có yêu cầu rõ ràng về chất lượng và độ chính xác của quá trình cắt, khuyến nghị sử dụng phương pháp cắt nitơ. Hiệu suất cắt cao, có thể tiến hành trực tiếp bước gia công tiếp theo. Không khuyến khích tốc độ cắt oxy chậm.
- Khi cắt dưới 6mm, nếu chỉ xem xét cắt hoặc không có yêu cầu quy trình rõ ràng thì nên sử dụng phương pháp cắt bằng khí, không tốn chi phí khí.
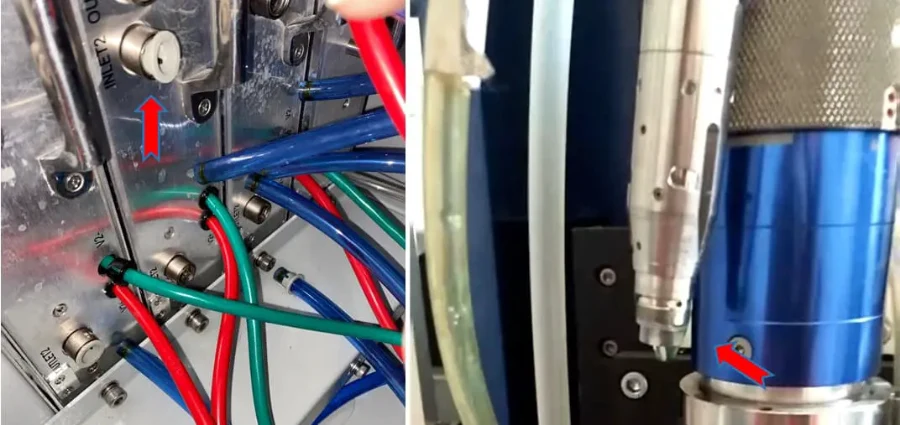
Ngoài ra, chúng ta cần chú ý rằng dù lựa chọn bất kể loại khí phụ trợ nào, việc điều chỉnh áp suất đều rất quan trọng. Khi cắt ở áp suất khí thích hợp, nó sẽ cải thiện đáng kể hiệu quả cắt và chất lượng cắt. Ngược lại, nếu áp suất khí quá cao, nó sẽ làm chậm tốc độ cắt. Nếu áp suất khí quá nhỏ, phôi sẽ không được làm sạch tốt, gây hư hỏng thấu kính bởi xỉ.
Do đó, khi chúng ta sử dụng máy cắt laser để cắt thép cacbon, chúng ta có thể tham khảo các phương pháp trên để lựa chọn khí phụ trợ phù hợp. Nếu bạn muốn biết thêm thông tin về máy cắt laser và các câu hỏi chuyên môn, vui lòng tham khảo VNTECH.
—————————————
Được thành lập bởi các kỹ sư có kinh nghiệm trên 10 năm trong ngành gia công tấm với nền tảng kỹ thuật và uy tín cao trên thị trường, Công ty Cổ phần Giải pháp cơ khí VNTECH là đơn vị chuyên cung cấp dịch vụ, máy móc, thiết bị và giải pháp gia công tấm tại Việt Nam.
VNTECH – XÂY DỰNG GIÁ TRỊ BỀN VỮNG
🔹Trụ sở chính: Số 39, ngõ 285 Phúc Lợi, Q.Long Biên, TP.Hà Nội
🔹CN Đà Nẵng: Số 20 Nguyễn Sinh Sắc, Q.Liên Chiểu, TP.Đà Nẵng
🔹CN HCM: 43 Đường N2, KP Thống Nhất, Q.Dĩ An, T.Bình Dương
🔹Hotline: 0984.537.333
🔹Mail: sale@vntechcnc.vn
🔹Facebook: https://www.facebook.com/vntechcnc
🔹Website: https://thietbivntech.vn/
🔹Youtube: https://www.youtube.com/@cokhivntech