Nếu máy cắt laser sợi quang được bảo trì tốt, tuổi thọ của máy có thể được kéo dài, từ đó tiết kiệm chi phí.
• Vệ sinh: Thường xuyên vệ sinh máy (sau mỗi lần sử dụng). Dọn sạch tất cả các ngăn kéo và thùng đựng xỉ, loại bỏ các mảnh vụn và mảnh vụn khỏi bề mặt làm việc, đồng thời làm sạch thân đèn pin, vòi phun, dây cáp và cửa sổ bảo vệ bằng vải không có xơ hoặc khăn sợi nhỏ.
• Theo dõi nhiệt độ: Thường xuyên kiểm tra mức nước làm mát, bộ lọc và quạt để đảm bảo hệ thống làm mát của máy hoạt động tốt. Quá nóng có thể làm hỏng thiết bị nghiêm trọng.
• Bôi trơn: Bôi dầu nhẹ vào ray dẫn hướng và các bộ phận chuyển động khác để đảm bảo chuyển động trơn tru, đều và ngăn ngừa sự tích tụ mảnh vụn.
• Kiểm tra mảnh vỡ: Kiểm tra máy thường xuyên xem có mảnh vụn hoặc vật cản nào có thể ảnh hưởng đến hiệu suất, chẳng hạn như trong thanh, ngăn kéo hoặc đường ray. Dọn sạch mọi vật liệu lạ.
• Duy trì nối đất: Đảm bảo máy được nối đất đúng cách để tránh tích tụ tĩnh điện, có thể làm hỏng thiết bị.
• Thay thế vật tư tiêu hao: Thay thế bất kỳ bộ phận tiêu hao nào bị mòn hoặc hư hỏng, chẳng hạn như ống kính, theo khuyến nghị của nhà sản xuất.
• Thực hiện bảo trì định kỳ: Bảo dưỡng ổn áp định kỳ 3 tháng/lần và kiểm tra máy làm lạnh, hệ thống truyền động dây đai và các bộ phận khác theo quy định của nhà sản xuất.
Nội dung bài viết
Bảo trì hàng ngày của máy Laser sợi quang
Kiểm tra và bảo trì hàng ngày máy cắt Laser
1. Trước khi khởi động, kiểm tra xem áp suất làm việc của khí phụ và khí cắt có đạt tiêu chuẩn không
2. Kiểm tra xem các nút như điểm 0 của trục X Y Z có bình thường không, đồng thời kiểm tra đèn báo
3. Điểm 0 của trục X Y Z, công tắc giới hạn và vít gắn khóa có chắc chắn không
4. Mức nước của máy làm lạnh có đủ không
5. Đường thủy tuần hoàn của đường dẫn ánh sáng bên ngoài có bình thường không
6. Sau khi cắt thủ công, kiểm tra xem ống kính lấy nét có bình thường không
7. Khoang da kính thiên văn của đường dẫn ánh sáng bên ngoài có bình thường không
8. Sau khi công việc kết thúc, dọn dẹp chất thải cắt laser
9. Xả nước trong bình máy nén khí
10. Sau khi tắt máy, thực hiện xử lý tắt nguồn
Laser được duy trì trước khi bắt đầu mỗi ngày
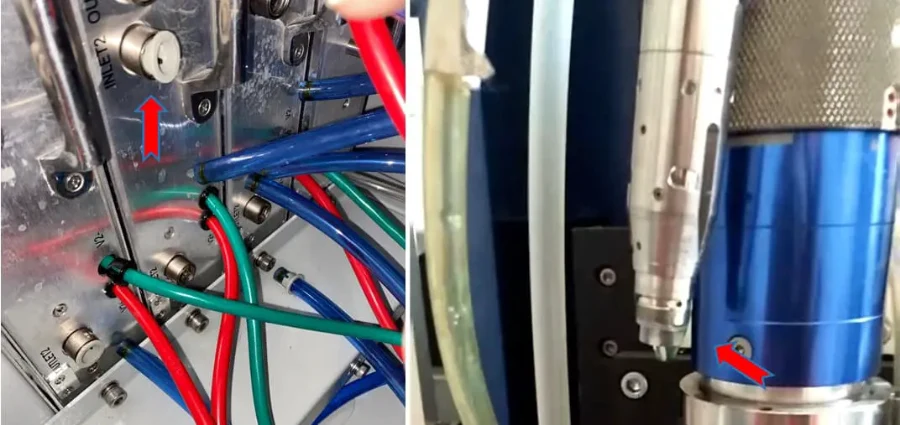
• Kiểm tra xi lanh khí làm việc laser
• Kiểm tra xem áp suất nước làm mát có được duy trì ở mức 3,5 đến 5 bar không
• Kiểm tra xem nhiệt độ nước làm mát có phải là nhiệt độ nước mà tia laser yêu cầu hay không
• Kiểm tra xem mức dầu trong bơm chân không laser có đủ không
• Kiểm tra xem mạch dầu, mạch nước và mạch không khí của laser có bình thường hay không, các bộ phận khí nén và khớp nối ống của bơm chân không và khoang cộng hưởng có bình thường không
Tại sao khe hở của máy cắt Laser Fiber quá rộng
Khi máy cắt laser sợi quang hoạt động trong thời gian dài, độ chính xác của thiết bị sẽ giảm, khe của máy cắt laser sẽ quá rộng không đáp ứng được độ chính xác cần thiết cho việc cắt.
Kiểm tra xem tiêu cự của máy cắt Laser kim loại sợi có đúng không
Điều chỉnh tiêu điểm sợi bằng tay và tự động.
Ống kính laser
Nếu ống kính bị bẩn cũng sẽ ảnh hưởng đến vấn đề cắt.
Làm sạch hoặc thay thế bằng một cái mới
Vị trí ống laser
Nếu bạn nhìn vào điểm laser hoặc điểm không tròn thì đó là điểm hỗ trợ của ống laser cần được điều chỉnh.

Làm thế nào để xác định vị trí trọng tâm của máy cắt laser sợi CNC
Cắt laser là tập trung chùm tia laser qua gương lấy nét để tạo thành tiêu điểm tinh tế, năng lượng cao của thanh dẫn hướng sẽ làm tan chảy và làm bay hơi tấm thép để đạt được khả năng cắt.
Tấm thép được cắt tốt khi vị trí lấy nét chính xác.
Phương pháp định vị vị trí lấy nét bằng laser:
• Phương pháp định vị CNC
• Đốt cháy tiêu điểm
• Phương pháp đốt tuyến tính
Phương pháp định vị CNC
1. Lấy một miếng bìa cứng màu trắng có bề mặt nhẵn, trải lên bàn làm việc và đặt đầu cắt laser lên trên
2. Chiều cao của thấu kính lấy nét tính từ bìa cứng nhỏ hơn 10mm so với tiêu cự của thấu kính lấy nét. Đặt đường cắt
3. Đầu di chuyển dọc theo trục x hoặc trục y cứ sau 10 mm, trục z tăng 1mm cùng lúc với mỗi chuyển động và có thể đặt khoảng cách của 20 hoạt động liên tiếp (quan sát sự thay đổi của 20 lỗ).
4. Dùng tia laser phát ra tia laser xung có công suất 200W để loại bỏ lỗ trên bìa cứng. Quan sát sự thay đổi đường kính của lỗ và tìm vị trí mà đường kính của lỗ nhỏ nhất, đó là vị trí tiêu điểm.
Đo khoảng cách giữa bìa cứng và thấu kính tại vị trí này chính là vị trí tiêu điểm thực tế của chùm tia laze.
Đốt cháy tiêu điểm
1. Đặt tấm gỗ phẳng xiên trên bàn làm việc với độ nghiêng khoảng 10 độ.
2. Đặt đầu cắt tại điểm A, độ cao của điểm A tính từ gương lấy nét nhỏ hơn tiêu cự của gương lấy nét 20mm.
3. Hệ thống CNC đặt đầu cắt di chuyển liên tục theo phương ngang 230mm dọc theo trục x hoặc trục y. Khi chuyển động bắt đầu, tia laser phát ra ánh sáng laser liên tục 200W. Khi đầu cắt ngừng chuyển động thì tia laser cũng dừng lại.
Có một vết cháy trên bảng. Lấy phần hẹp nhất của đường làm vị trí tiêu điểm.
Đo khoảng cách giữa tấm gỗ và thấu kính tại vị trí này chính là vị trí tiêu điểm chùm tia laser thực tế.

Phương pháp đốt tuyến tính
1. Đặt một tấm gỗ thẳng một góc 85 độ trên bàn cắt và nâng đầu cắt lên vị trí mà gương lấy nét có tiêu cự gấp khoảng 1,5 lần tiêu cự so với bề mặt bàn cắt.
2. Mở màn trập laser, phát ra chùm tia laser 200W liên tục và nhanh chóng di chuyển theo chiều ngang đến bảng phía dưới gương lấy nét.
3. Xem vết bỏng. Lấy phần hẹp nhất của dấu vết làm vị trí lấy nét và đo khoảng cách từ bảng đến thấu kính để làm vị trí lấy nét thực tế của chùm tia laze.

Vị trí tương đối của điểm đầu cắt laser và vòng tròn
• Điểm sáng nằm ở góc trên bên trái của vòng tròn, điều chỉnh vít bên phải ngược chiều kim đồng hồ để nới lỏng
• Điểm sáng nằm ở góc dưới bên trái của vòng tròn, siết chặt vít bên trái theo chiều kim đồng hồ
• Điểm sáng nằm ở góc dưới bên phải hình tròn, siết chặt vít bên phải theo chiều kim đồng hồ
• Điểm sáng nằm ở góc trên bên phải của vòng tròn, nới lỏng vít bên trái ngược chiều kim đồng hồ
• Điểm sáng nằm ngay phía trên vòng tròn, xoay ngược chiều kim đồng hồ sang trái để nới lỏng và ngược chiều kim đồng hồ sang phải để nới lỏng
• Điểm sáng nằm ngay dưới vòng tròn, rẽ trái theo chiều kim đồng hồ để thắt chặt, theo chiều kim đồng hồ sang phải để nới lỏng
• Điểm sáng nằm ở phía bên trái của vòng tròn, theo chiều kim đồng hồ bên trái để thắt chặt, ngược chiều kim đồng hồ bên phải để nới lỏng
• Điểm sáng nằm ở bên phải của vòng tròn, nới lỏng nó ngược chiều kim đồng hồ ở bên trái và thắt chặt ở bên phải theo chiều kim đồng hồ
—————————————
Được thành lập bởi các kỹ sư có kinh nghiệm trên 10 năm trong ngành gia công tấm với nền tảng kỹ thuật và uy tín cao trên thị trường, Công ty Cổ phần Giải pháp cơ khí VNTECH là đơn vị chuyên cung cấp dịch vụ, máy móc, thiết bị và giải pháp gia công tấm tại Việt Nam.
VNTECH – XÂY DỰNG GIÁ TRỊ VỮNG BỀN
CN Hà Nội: Số 39, ngõ 285 Phúc Lợi, quận Long Biên, Hà Nội
CN Đà Nẵng: Số 20 Nguyễn Sinh Sắc, Hòa Minh, Liên Chiểu, Đà Nẵng
CN HCM: 43 Đường N2, KP Thống Nhất, Dĩ An, Bình Dương
Hotline: 0984.537.333
Mail: sale@vntechcnc.vn
Facebook: https://www.facebook.com/vntechcnc
Website: https://thietbivntech.vn/
Youtube: https://www.youtube.com/@cokhivntech