Bài viết này, VNTECH sẽ hướng dẫn vận hành máy chấn CNC Deratech một cách đầy đủ và chi tiết nhất.

Nội dung bài viết
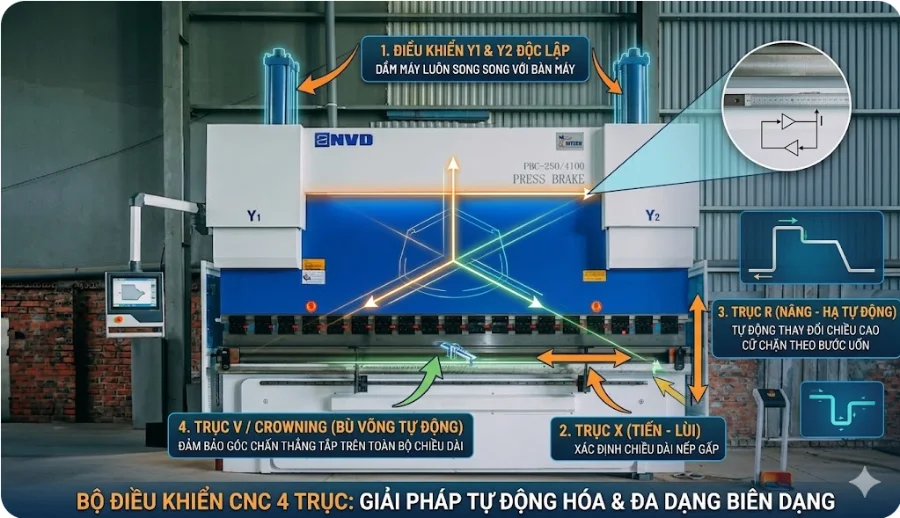
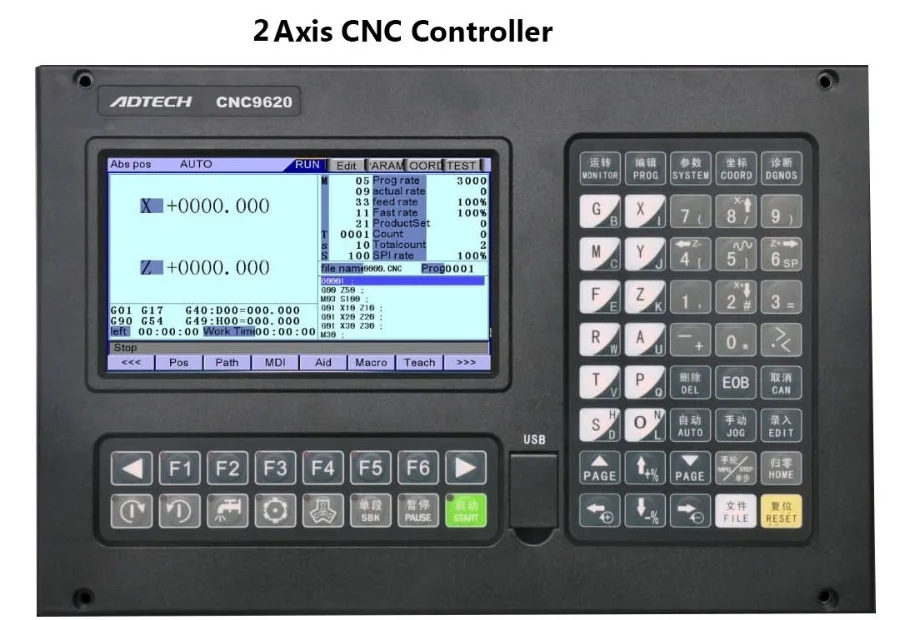
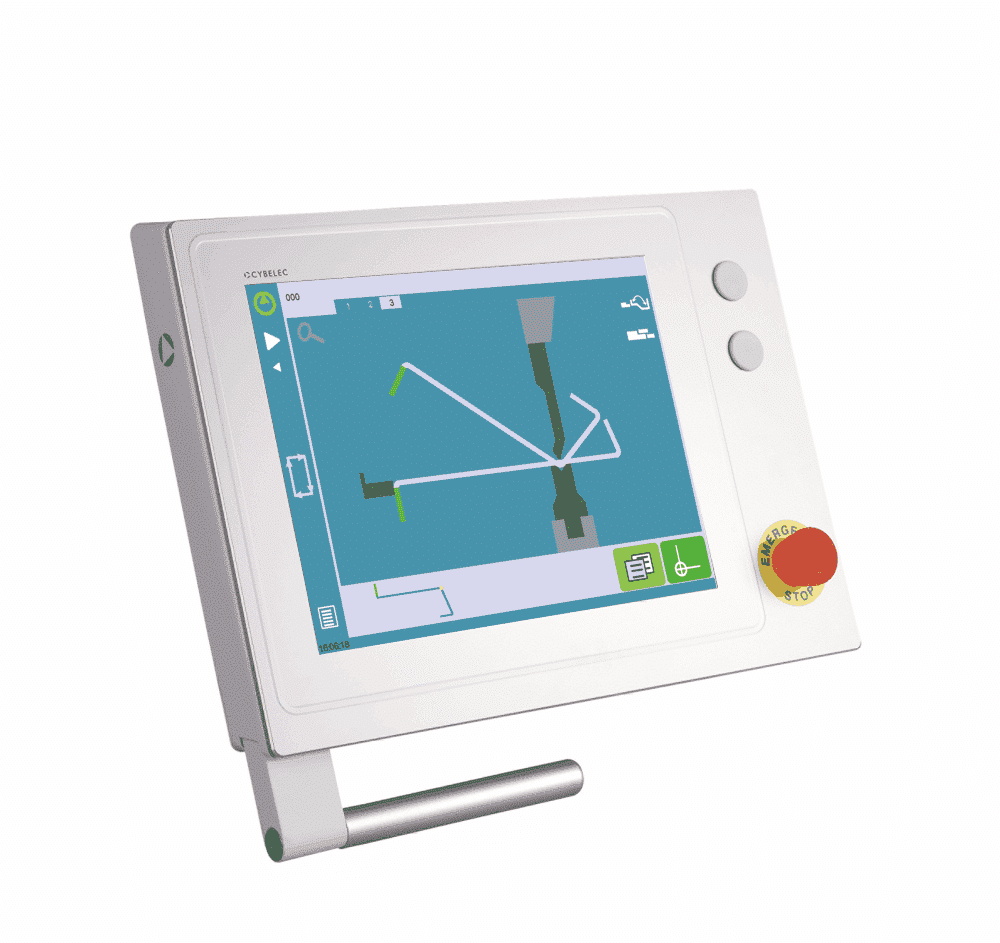
Các nút chức năng trên máy chấn Deratech
| 1/ Công tắc bật tắt nguồn điện
– Vặn công tắc để bật tắt nguồn điện |
– ON (theo chiều kim đồng hồ) để mở nguồn.
– OFF (ngược chiều kim đồng hồ) để tắt nguồn. |
 |
| 2/ Bàn đạp (Nhấn bàn đạp) | – Down để chấn.
– Up để nâng dao lên. |
 |
| 3/ Nút Emergency Stop
– Dừng máy trong những trường hợp khẩn cấp. |
– Có 2 nút dừng khẩn cấp: trên màn hình và trên bàn đạp. |  |
Các bước khởi động máy
Các bước khởi động máy chấn Deratech:

1/ Mở công tắc nguồn.
2/ Kiểm tra xem các nút dừng khẩn cấp có bị tác động hay không.
3/ Bật đèn chiếu sáng ![]()
4/ Bật bơm dầu: Ấn giữ vào nút ![]() khoảng 2 giây để bật bơm:
khoảng 2 giây để bật bơm: ![]() →
→ ![]()
5/ Kiểm tra xem dao có đang ở vị trí cao nhất hay không:
– Nếu dao đang ở vị trí cao nhất thì phải thực hiện theo các bước sau để khởi động máy:
+ Bước 1: Trên màn hình điều khiển ấn vào Menu ![]()
+ Bước 2: Chọn vào chế độ chạy thủ công (Manual movement)
* Hoặc chọn vào biểu tượng bàn tay ![]() bên trái màn hình.
bên trái màn hình.

+ Bước 3: Hạ dao xuống ít nhất 1/3 tổng hành trình của máy, sau đó mới tiến hành khởi động máy.
– Nếu dao đang ở vị trí thấp thì tiến hành khởi động máy.
6/ Khởi động máy:
– Ở màn hình điều khiển chọn ![]() để máy về gốc.
để máy về gốc.
– Sau khi máy đã về gốc, ấn nút Start để hoàn tất quá trình khởi động máy.
>>> Xem thêm: Cách sử dụng máy chấn tôn NVD
Hướng dẫn lập trình chấn sản phẩm
Chế độ lập trình điều khiển số (Numerical)
– Ưu điểm: Thiết lập chương trình nhanh, dễ dàng. Phù hợp lập trình chấn các sản phẩm đơn giản, ít bước chấn, chiều dài chấn liên tục, số lượng ít và thay đổi biên dạng.

Bước 1: Trên màn hình chính, chọn ![]()

- Save program: Lưu chương trình chấn hiện tại.
- New program: Tạo một chương trình chấn mới.
- Call program: Trình quản lý các chương trình đã lưu.
- Delete program: Xóa các chương trình đã lưu.
- Browse programs: Duyệt các chương trình đã lưu ở màn hình chính (bấm nút tiến / lùi để chuyển đổi giữa các chương trình).
Bước 2: Chọn New program
– Nếu chương trình chưa được lưu trữ, máy sẽ hiện thông báo: 
Dịch: Chương trình hiện tại chưa được lưu. Bạn có muốn lưu nó không?
+ Bấm dấu Tick xanh để đặt tên chương trình và lưu trữ.
+ Bấm dấu X đỏ để hủy chương trình hiện tại và thiết lập chương trình mới.
– Tiếp theo chọn Numerical? 

– Mục Steel: Chọn vật liệu chấn
- Steel: Thép thường
- Aluminum: nhôm
- St Steel: inox
*Chú ý: Mỗi loại vật liệu chấn sẽ có độ cứng và khả năng đàn hồi khác nhau nên lực chấn cũng sẽ khác nhau.
– Mục 1.00 mm: chọn độ dày vật liệu chấn.
– Mục 45kg/mm2: Tùy chỉnh lực chấn theo các loại vật liệu (khuyến cáo để mặc định, không thay đổi).
- Steel: 45kg/mm2
- Aluminum: 25kg/mm2
- St Steel: 73kg/mm2
– Mục 1/1: Tùy chọn bước chấn.
- Insert step ?: Thêm bước chấn
- Delete step ?: Xóa bước chấn
- Go to step n°1: Chạy về bước chấn đầu tiên
- X: Đóng hộp thoại
– ![]() : Lặp lại bước hiện tại
: Lặp lại bước hiện tại
– ![]() : Chọn dao chấn (chọn dao chấn theo đúng thực tế dao đã lắp trên máy)
: Chọn dao chấn (chọn dao chấn theo đúng thực tế dao đã lắp trên máy)
+ Chọn dao chấn phù hợp với chiều dày và biên dạng của vật liệu cần chấn.
+ Trên mỗi loại dao chấn sẽ ghi khả năng chịu tải của dao.
+ Chọn dao chấn sao cho lực để chấn chi tiết phải nhỏ hơn lực chấn tối đa dao có thể chịu.
– ![]() : Chọn cối chấn (chọn cối chấn theo đúng thực tế cối đã lắp trên máy).
: Chọn cối chấn (chọn cối chấn theo đúng thực tế cối đã lắp trên máy).
+ Chọn cối chấn phù hợp với chiều dày của vật liệu cần chấn.
+ Trên mỗi loại cối chấn sẽ ghi khả năng chịu tải của cối.
– Chọn cối chấn theo chiều dày vật liệu ở bảng dưới đây:

Ví dụ: 1 miếng phôi thép dài 1 mét và dày 2mm.
Chúng ta có thể chấn phôi thép dày 2mm từ cối V12, V14, V16, V18, V20 và V25 tương ứng với lực chấn (tấn/mét) sẽ là: 22, 19, 17, 15, 13, 11.
Trong đó:
– t: là chiều dày vật liệu chấn.
– V: là chiều rộng của miệng cối
+ V12 thì chiều rộng miệng cối là 12mm.
– r: là bán kính trong của vật liệu sau khi chấn.
+ Nếu dùng cối V12 chấn vật liệu sẽ có bán kính trong sau khi chấn là r = 2mm.
– L: là khoảng chiều dài tối thiểu của kích thước chấn.
+ Đối với cối V12 thì chiều dài cạnh nhỏ nhất chấn được sẽ là 8.5mm – tính theo kích thước phủ bì.
+ Nếu nhỏ hơn sẽ có nguy cơ phôi bị tụt xuống đáy cối khi chấn.
>>> Xem thêm bài viết liên quan:
- Công thức tính lực chấn chuẩn xác
- Công thức tính phôi chấn không bị thừa
– ![]() : Nhập góc độ cần chấn theo bản vẽ.
: Nhập góc độ cần chấn theo bản vẽ.
– ![]() : Hiển thị hành trình của 2 xilanh Y1 – Y2 và giá trị tăng giảm sau khi bù góc (00).
: Hiển thị hành trình của 2 xilanh Y1 – Y2 và giá trị tăng giảm sau khi bù góc (00).
– ![]() : Chế độ bù góc, bù võng, cữ và độ dày vật liệu:
: Chế độ bù góc, bù võng, cữ và độ dày vật liệu:

+ ![]() : Bù góc chấn:
: Bù góc chấn:
VD: chấn góc 90°, thực tế đo được là 95° thì nhập 95 vào ![]() .
.
+ ![]() : Có thể nhập trực tiếp giá trị bù góc vào đây với đơn vị là mm được quy đổi từ ° => mm ở phía bên trái.
: Có thể nhập trực tiếp giá trị bù góc vào đây với đơn vị là mm được quy đổi từ ° => mm ở phía bên trái.
* Giữa Y1 và Y2 có thể nhập giá trị lệch nhau.
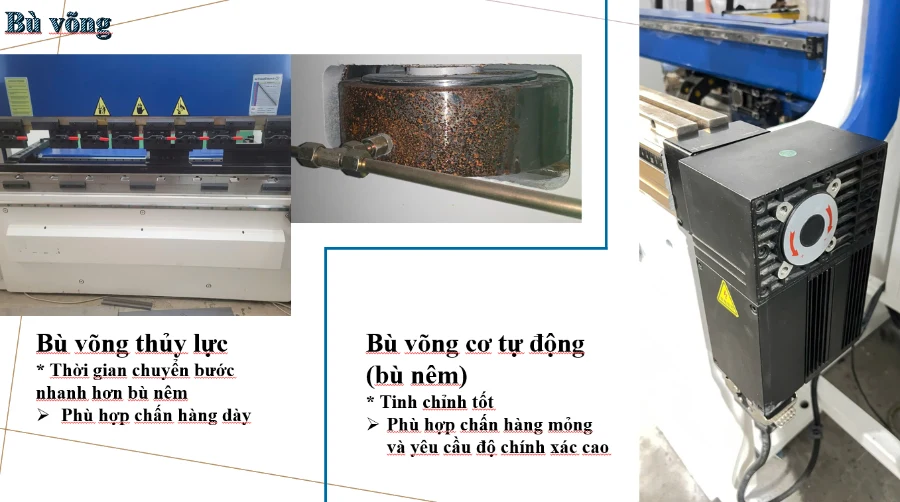
+ ![]() : Bù võng: tùy từng loại vật liệu khác nhau, có thể tăng / giảm bù võng cho phù hợp.
: Bù võng: tùy từng loại vật liệu khác nhau, có thể tăng / giảm bù võng cho phù hợp.
+ ![]() : Sai số của vị trí Calip (không nên thay đổi).
: Sai số của vị trí Calip (không nên thay đổi).
+ ![]() : Bù sai số cữ (00).
: Bù sai số cữ (00).
+ ![]() : Bù sai số chiều cao của hệ cữ (00).
: Bù sai số chiều cao của hệ cữ (00).
– ![]() : Cài đặt cữ, có thể thay đổi kiểu cữ phủ bì
: Cài đặt cữ, có thể thay đổi kiểu cữ phủ bì ![]() hoặc kiểu cữ không phủ bì
hoặc kiểu cữ không phủ bì ![]() và bù sai số cữ (00).
và bù sai số cữ (00).
– ![]() : Cài đặt chiều cao của hệ cữ và bù chiều cao (00).
: Cài đặt chiều cao của hệ cữ và bù chiều cao (00).
– Các cài đặt thêm cho chương trình chấn:
![]() : Khoảng cách bảo vệ cữ (nếu tắt tính năng thì cữ sẽ không lùi khi chấn).
: Khoảng cách bảo vệ cữ (nếu tắt tính năng thì cữ sẽ không lùi khi chấn).
![]() : Khoảng mở dao sau khi chấn (nếu tắt tính năng thì dao sẽ mở cao tối đa sau khi chấn).
: Khoảng mở dao sau khi chấn (nếu tắt tính năng thì dao sẽ mở cao tối đa sau khi chấn).
![]() : Chiều dài tấm phôi chấn.
: Chiều dài tấm phôi chấn.
![]() : Lực chấn (máy tự tính toán, có thể thay đổi).
: Lực chấn (máy tự tính toán, có thể thay đổi).
![]() : Tốc độ chấn: dao sẽ đi xuống cách mặt cối một khoảng 0mm thì dao sẽ đi chậm lại với tốc độ 12.0mm/s.
: Tốc độ chấn: dao sẽ đi xuống cách mặt cối một khoảng 0mm thì dao sẽ đi chậm lại với tốc độ 12.0mm/s.
![]() : Tốc độ lên dao (khuyến cáo không thay đổi mặc định).
: Tốc độ lên dao (khuyến cáo không thay đổi mặc định).
![]() : Thời gian ngâm dao.
: Thời gian ngâm dao.
![]() : Bù võng (máy tự tính toán, có thể thay đổi cho phù hợp với sản phẩm).
: Bù võng (máy tự tính toán, có thể thay đổi cho phù hợp với sản phẩm).
![]() : Tùy chọn thay đổi bước thủ công: chuyển sang bước sau bằng cách đạp chân vào bàn đạp.
: Tùy chọn thay đổi bước thủ công: chuyển sang bước sau bằng cách đạp chân vào bàn đạp.
![]() : Dùng để ép lại 1 số chi tiết chấn có biên dạng hộp kín hoặc tròn đã được bào rãnh.
: Dùng để ép lại 1 số chi tiết chấn có biên dạng hộp kín hoặc tròn đã được bào rãnh.
![]() : Bộ đếm sản phẩm.
: Bộ đếm sản phẩm.
– ![]() : Dùng để chuyển qua bước kế tiếp hoặc quay lại bước.
: Dùng để chuyển qua bước kế tiếp hoặc quay lại bước.
– ![]() : Trạng thái hoạt động của máy.
: Trạng thái hoạt động của máy.
– ![]() : Chế độ thủ công: chỉ sử dụng chế độ này để thay, ép dao cối và thử máy.
: Chế độ thủ công: chỉ sử dụng chế độ này để thay, ép dao cối và thử máy.
– ![]() : chuyển đổi giữa 2 kiểu cữ:
: chuyển đổi giữa 2 kiểu cữ:
+ Cu_chan: Sử dụng đầu cữ để chặn tấm phôi.
+ Cu_tren: Sử dụng bậc trên của đầu cữ để chặn tấm phôi (áp dụng cho các bước chấn tôn mỏng và có kích thước lớn).
– ![]() : Dùng để nâng dao lên, có tác dụng tương tự với nút Up ở bàn đạp.
: Dùng để nâng dao lên, có tác dụng tương tự với nút Up ở bàn đạp.
– ![]() : Bật đèn chiếu sáng
: Bật đèn chiếu sáng
– ![]() : Dọn rác phần mềm
: Dọn rác phần mềm
Bước 3: Sau khi thiết lập xong thông số, ấn Start để tiến hành chấn sản phẩm.
Chế độ lập trình chấn tự động trên 2D (Graphical)
Bước 1: Trên màn hình chính, chọn ![]() => New program => Graphical ?
=> New program => Graphical ?

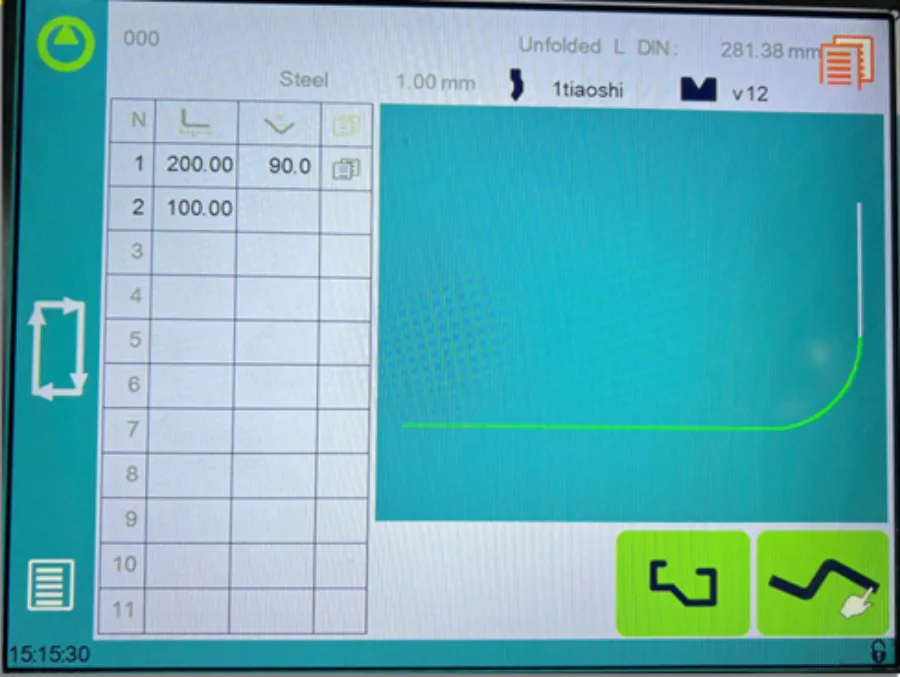
Bước 2: Vẽ biên dạng chi tiết cần chấn:
– 000: Đặt tên cho chương trình.
– ![]() : Chiều dài tấm phôi.
: Chiều dài tấm phôi.
– Steel: Chọn vật liệu chấn.
– 1.00mm: Độ dày của tấm phôi.
*Unfolder L DIN : Tổng kích thước của phôi khi được trải phẳng.
– ![]() : Chọn dao chấn (chọn dao chấn theo đúng thực tế dao đã lắp trên máy).
: Chọn dao chấn (chọn dao chấn theo đúng thực tế dao đã lắp trên máy).
– ![]() : Chọn cối chấn (chọn cối chấn theo đúng thực tế cối đã lắp trên máy).
: Chọn cối chấn (chọn cối chấn theo đúng thực tế cối đã lắp trên máy).
– ![]() : Phóng to hoặc thu nhỏ hình khi thao tác.
: Phóng to hoặc thu nhỏ hình khi thao tác.

– ![]() : Chỉnh sửa chiều dài và góc của các cạnh chấn.
: Chỉnh sửa chiều dài và góc của các cạnh chấn.
– ![]() : Hiển thị lần lượt: số thứ tự bước chấn, kích thước, góc độ và tùy chọn thêm cho bước chấn.
: Hiển thị lần lượt: số thứ tự bước chấn, kích thước, góc độ và tùy chọn thêm cho bước chấn.
– Sau khi đã thiết lập xong bản vẽ, ấn ![]() để chuyển qua bước tiếp.
để chuyển qua bước tiếp.
Bước 3: Thiết lập thứ tự bước chấn:

– Thiết lập thứ tự các bước chấn bằng cách ấn vào các góc ![]() của hình.
của hình.
– Sau khi thiết lập hết thứ tự bước chấn, máy sẽ tự chuyển sang bước tiếp theo hoặc có thể ấn vào ![]() để máy tự động tính toán thứ tự bước chấn (nếu option có tính năng này).
để máy tự động tính toán thứ tự bước chấn (nếu option có tính năng này).
* Khi chi tiết bị va vướng dao cối khi chấn thì máy sẽ không tự động tính toán.
Bước 4: Kiểm tra nguy cơ va dao cối và chấn sản phẩm:

– ![]() : Dùng để chuyển qua bước kế tiếp hoặc quay lại bước, có thể bấm vào
: Dùng để chuyển qua bước kế tiếp hoặc quay lại bước, có thể bấm vào ![]() để chuyển đổi giữa các bước.
để chuyển đổi giữa các bước.
– ![]() : Xoay chi tiết cho phù hợp với góc chấn và thay đổi vị trí đỡ cữ vào chi tiết.
: Xoay chi tiết cho phù hợp với góc chấn và thay đổi vị trí đỡ cữ vào chi tiết.
– ![]() : Thay đổi kiểu đỡ của cữ ( cữ chặn hay cữ đỡ dưới).
: Thay đổi kiểu đỡ của cữ ( cữ chặn hay cữ đỡ dưới).
– ![]() : Quay trở lại bước thiết lập trước.
: Quay trở lại bước thiết lập trước.
– ![]() : Các cài đặt thêm cho bước chấn.
: Các cài đặt thêm cho bước chấn.

– ![]() : Chuyển sang kiểu màn hình điểu khiển số Numerical.
: Chuyển sang kiểu màn hình điểu khiển số Numerical.
– ![]() : Khởi chạy chương trình chấn vừa thiết lập hoặc vừa sửa đổi (có thể sử dụng nút Down phía dưới bàn đạp thay cho nút Start).
: Khởi chạy chương trình chấn vừa thiết lập hoặc vừa sửa đổi (có thể sử dụng nút Down phía dưới bàn đạp thay cho nút Start).
Một số tùy chọn và cái đặt thêm
Chế độ chấn cung tròn
Thao tác này ở bước vẽ biên dạng sản phẩm.
Bước 1: Chọn vào góc cần chấn cung tròn sau đó ấn vào thêm tùy chọn:

Bước 2: Ấn vào ![]() trên hộp thoại.
trên hộp thoại.

![]() : Chọn dao và cối đúng với thực tế đã lắp tren máy.
: Chọn dao và cối đúng với thực tế đã lắp tren máy.
![]() : Bán kính cung tròn cần chấn.
: Bán kính cung tròn cần chấn.
![]() : Số lần lặp lại bước chấn.
: Số lần lặp lại bước chấn.
![]() : Độ xuống dao của mỗi bước chấn.
: Độ xuống dao của mỗi bước chấn.
Sau khi thiết lập thông số, ấn Tick Xanh để xác nhận.
Bước 3: Cài đặt các bước còn lại giống như chế độ Graphical.

Chế độ điều khiển thủ công
Trên màn hình chính: bấm vào Menu ![]() => Manual movement hoặc có thể bấm vào biểu tượng bàn tay
=> Manual movement hoặc có thể bấm vào biểu tượng bàn tay ![]() trên màn hình chính.
trên màn hình chính.

– Bấm vào ![]() để chuyển đổi giữa các chế độ điều khiển:
để chuyển đổi giữa các chế độ điều khiển:
![]() : Chế độ điều khiển ra – vào cữ (trục X).
: Chế độ điều khiển ra – vào cữ (trục X).
![]() : Chế độ điều khiển nâng – hạ cữ (trục R).
: Chế độ điều khiển nâng – hạ cữ (trục R).
![]() : Chế độ điều khiển bù võng.
: Chế độ điều khiển bù võng.
![]() : Sử dụng để tăng giảm giá trị trong mỗi chế độ.
: Sử dụng để tăng giảm giá trị trong mỗi chế độ.
* Người vận hành chỉ sử dụng chế độ này để thay, ép dao cối và thử máy. Không sử dụng để chấn sản phẩm!
Cài đặt độ lệch giữa 2 bên xilanh Y1 và Y2
Bước 1: Bấm vào Menu ![]() => Other menus => Service => Machine parameters.
=> Other menus => Service => Machine parameters.
– Mật khẩu vào Parameters là: 333
Bước 2: Di chuyển đến trang 28: 28 Indexation

Bước 3: Thay đổi giá trị chiều cao của 2 xilanh Y1 và Y2 ở mục số 03 để cho góc chấn 2 bên bằng nhau (càng tăng giá trị thì dao sẽ càng xuống sâu hơn).
– Tùy từng vật liệu và độ dày chấn: 1° <=> 01 ~ 0.08 mm
*Giá trị này sẽ được quy đổi chính xác ở trong phần bù góc chấn.
![]() : xilanh Y1 – nằm bên trái của người thao tác.
: xilanh Y1 – nằm bên trái của người thao tác.
![]() : xilanh Y2 – nằm bên phải người thao tác, phía màn hình điều khiển.
: xilanh Y2 – nằm bên phải người thao tác, phía màn hình điều khiển.
Bước 4: Thoát khỏi Parameters và khởi động lại máy để máy nhận giá trị vừa thay đổi:
– Bấm vào Menu ![]() => Exit parameters sau đó tắt bơm, nguồn điện và khởi động lại máy.
=> Exit parameters sau đó tắt bơm, nguồn điện và khởi động lại máy.
* Lưu ý: nếu dao đang ở trên vị trí cao nhất thì phải hạ dao xuống ít nhất 1/3 tổng hành trình của máy, sau đó mới tiến hành khởi động lại.
Cài đặt dao chấn và cối chấn
Cài đặt dao máy chấn
Bước 1: Trên màn hình chính, chọn vào biểu tượng dao ![]() .
.

Bước 2: Nhập các giá trị được ghi trên thân dao vào máy: góc đầu dao (α), chiều cao dao (Height), bán kính bo tròn đầu dao (radius), lực chấn tối đa dao có thể chịu đựng (ton/m).
* Lưu ý: Chiều cao dao (Height) sẽ được tính từ mặt tiếp giáp của kẹp dao vào thanh Ram cho đến mũi dao.
Bước 3: Ấn vào ![]() để tiến hành vẽ biên dạng dao.
để tiến hành vẽ biên dạng dao.

– Bấm vào ![]() để lựa chọn biên dạng dao phù hợp.
để lựa chọn biên dạng dao phù hợp.
– Thay đổi giá trị từ L1 đến L8 để vẽ dao đúng với biên dạng (chạm 1 lần vào dao để xem chi tiết hơn về các kích thước quy định).
– Sau khi thiết xong các thông số của dao, ấn ![]() để lưu và đặt tên cho dao.
để lưu và đặt tên cho dao.
Bước 4: Lưu và đặt tên cho dao vừa lập:

– Bấm vào ![]() để tiến hành lưu và đặt tên: mật khẩu để chỉnh sửa vào cài đặt dao cối là (333)
để tiến hành lưu và đặt tên: mật khẩu để chỉnh sửa vào cài đặt dao cối là (333)
+ Save tools: Lưu lại dao vừa thiết lập, chỉnh sửa lên dao hiện tại.
+ Save tools as: Lưu lại dao vừa thiết lập, chỉnh sửa mà vẫn giữ lại dao hiện tại.
Cài đặt cối chấn
Cách cài đặt cối chấn tương tự với cách cài đặt dao chấn:

* Lưu ý: chiều cao cối (Height) sẽ được tính cả chiều cao của bệ cối đối với 1 số loại cối thay nhanh như: cối 2V, 1V…
>>> Xem thêm: Dao cối máy chấn tôn: NVD, Trumf, Amada, Yawei, JFY
Tắt máy sau khi sử dụng
1/ Hạ dao xuống sát cối.
2/ Tắt bơm dầu.
3/ Tắt đèn chiếu sáng.
4/ Tắt nguồn điều khiển.
5/ Tắt Attomat nguồn.
Trên đây là hướng dẫn vận hành máy chấn Deratech chi tiết nhất, nếu trong quá trình sử dụng máy chấn có vấn đề không thể giải quyết thì hãy liên hệ ngay tới VNTECH để được hỗ trợ.
VNTECH - Đơn vị cung cấp máy móc gia công cơ khí chính hãng, uy tín, đa dạng về chủng loại, đáp ứng mọi nhu cầu sản xuất. Để được tư vấn chi tiết và nhận báo giá tốt nhất, quý khách vui lòng liên hệ theo thông tin bên dưới.

________________
THÔNG TIN LIÊN HỆ
- Địa chỉ văn phòng:
- Địa chỉ Hà Nội: NO-05A23, Khu/Ngõ 1 Nguyễn Khắc Viện, Khu tái định cư Giang Biên, Hà Nội
- Chi Nhánh Đà Nẵng: Lô 11, Khu A4, Nguyễn Sinh Sắc, Hoà Minh, Liên Chiểu, Đà Nẵng
- Chi Nhánh HCM: 43 Đường N2, KP Thống Nhất, Dĩ An, Bình Dương
- SĐT: 0984.537.333
- Email: sale@vntechcnc.vn
- Facebook: https://www.facebook.com/vntechcnc
- Website: https://thietbivntech.vn