Máy chấn tôn CNC NVD không chỉ đem lại sự chính xác, độ tin cậy cao trong quá trình gia công mà còn giúp doanh nghiệp đạt được đỉnh cao của hiệu suất. Để nắm rõ cách sử dụng máy chấn tôn CNC, hãy cùng VNTECH tìm hiểu trong bài viết dưới dây.

Nội dung bài viết
Các nút chức năng trên tủ điện máy chấn NVD
1/ Attomat bật tắt nguồn điện: Vặn công tắc lên:
– ON để mở nguồn.
– OFF để tắt nguồn.
2/ Đèn chiếu sáng LIGHT SWICH: Vặn công tắc lên:
– ON để mở đèn.
– OFF để tắt đèn.
3/ Chế độ ADJUST/ SIGN: Nếu khi khởi động mà:
– Dao đang ở sát cối thì đặt ở chế độ SIGN.
– Chế độ ADJUST để chỉnh dao xuống chậm.
4/ Công tắc POWER SWITCH:
– Bật nguồn điều khiển vặn chìa khóa về PHẢI.
– Tắt thì vặn chìa khóa về TRÁI.
5/ Nút PUMP ON: Nhấn để đèn sáng là bật bơm dầu.
6/ Nút PUMP OFF: Nhấn để tắt bơm dầu.
7/ Bàn đạp: Nhấn bàn đạp để chấn hoặc chỉnh dao xuống bằng tay.
8/ Nút dừng khẩn dùng để dừng trường hợp khẩn cấp.

Khởi động máy chấn CNC
Trước khi khởi động máy chấn CNC, bạn cần phải:
– Kiểm tra nguồn điện: Đảm bảo nguồn điện cung cấp cho máy ổn định và phù hợp với yêu cầu kỹ thuật.
– Kiểm tra dầu thủy lực: Đảm bảo mức dầu thủy lực trong hệ thống nằm trong khoảng cho phép.
Sau đó mới đến:
1/ Mở công tắc nguồn
2/ Bật đèn chiếu sáng
3/ Bật nguồn điều khiển
– Khởi động hệ thống điều khiển CNC và chờ cho hệ thống tự kiểm tra.
4/ Bật bơm dầu
5/ Về gốc tọa độ
– Ở màn hình điều khiển chọn chế độ Manual (biểu tượng bàn tay).
– Nhấn nút xanh để máy về gốc tọa độ.
– Kiểm tra hoạt động của các trục: Sử dụng chế độ điều khiển bằng tay để kiểm tra hoạt động của các trục X, Y, R.
– Hoàn thành khởi động.
Hướng dẫn lập trình để chấn CNC
Chọn chế độ vận hành phù hợp: Manual (chạy bằng tay), Auto (chạy tự động) hoặc lập trình.
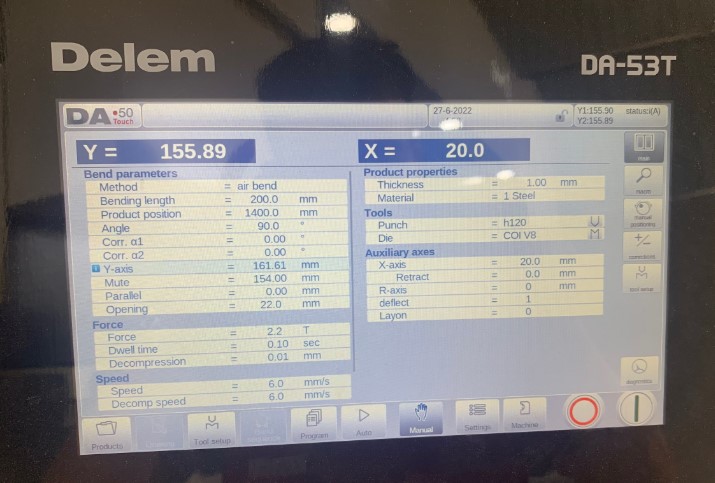
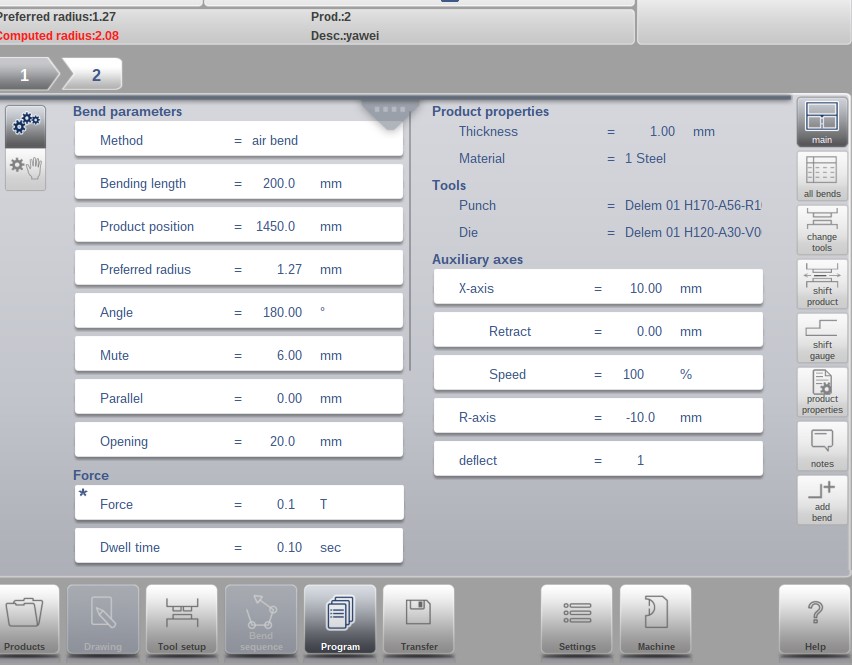
Giải thích thông số
Trên màn hình chọn tab: Manual có biểu tượng bàn tay và khai báo các thông số theo bản vẽ.
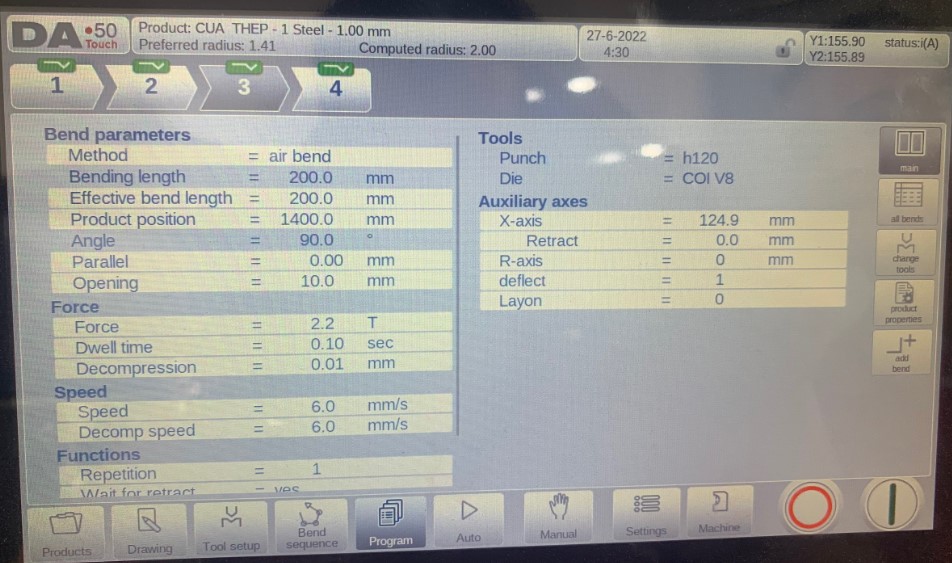
– Method: Kiểu chấn chọn air bend
– Bending length: Chiều dài chấn (theo bản vẽ)
– Angle: Góc chấn (theo bản vẽ)
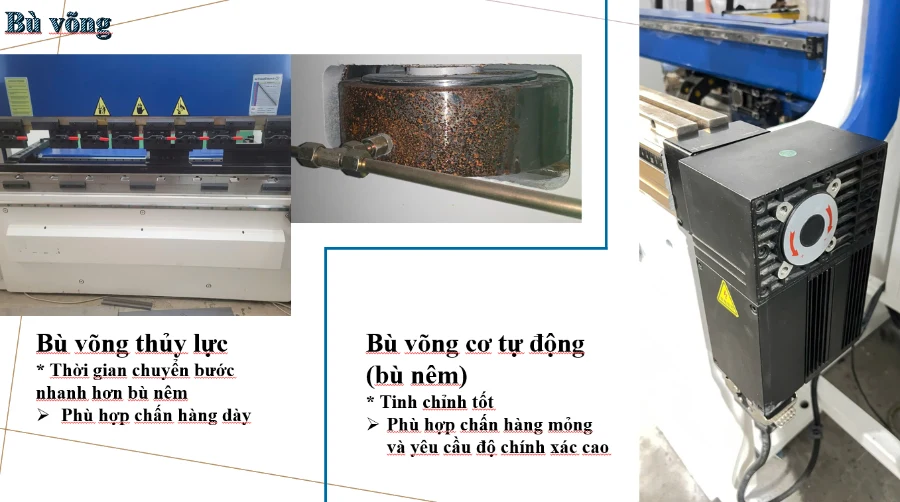
– Corr 1: Bù góc trục Y1
– Corr 2: Bù góc trục Y2
– Y-axis: Máy tự tính (khuyến cáo không thay đổi)
– Mute: Điểm chạy chậm trục Y (máy tự tính, có thể tăng giảm).
– Parallel: Để 0.00m
– Opening: Khoảng mở dao khi chấn xong (Để cao thấp tùy vào sản phẩm).
– Force: Lực chấn (máy tự tính, có thể thay đổi).
– Dwell time: Thời gian chấn thường để 0.1s.
– Decompression: Để 0.02
– Speed: Tốc độ chấn.
– Wait for retract: Bảo vệ cữ.
+ Bật: Yes.
+ Tắt: No.
– Thickness: Chiều dày tôn
– Material: Chọn vật liệu.
+ Steel: Thép thường.
+ Aluminum: Nhôm,…
– Punch: Chọn dao theo trên máy
– Die: Chọn cối theo trên máy
– X-axis: Cữ sau (Theo bản vẽ trải phôi).
– Retract: Khoảng cách bảo vệ cữ
– R-axis: Cao độ của cữ
– Deflect: Bù lực ở giữa
Sau khi thiết lập xong thông số, nhấn nút xanh và tiến hành chấn.
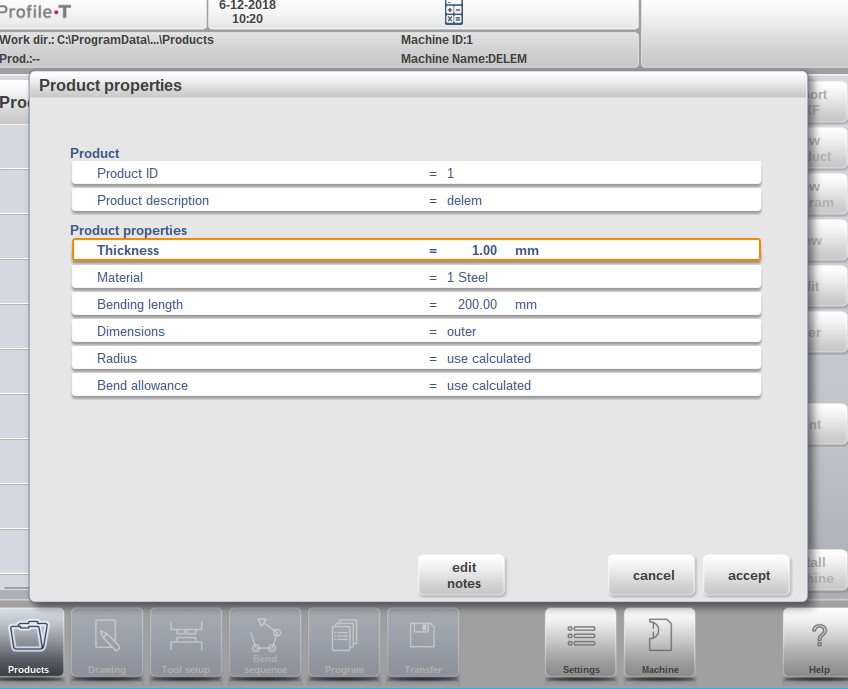
Chế độ Auto (thiết lập tự động)
1/ Thiết lập bản vẽ: Chọn Products -> New product
 – Product ID: Đặt mã
– Product ID: Đặt mã
– Product description: Đặt tên
– Thinkness: Chọn chiều dày tôn
– Material: Chọn vật liệu
– Bending length: Chọn chiều dài chấn
– Dimensions: Kiểu chấn
+ Outer: phủ bìa
+ Inter: không phủ bìa
– Radius: chọn “Use caculated”.
Sau khi đã thiết lập thông số xong thì Nhấn Accept.
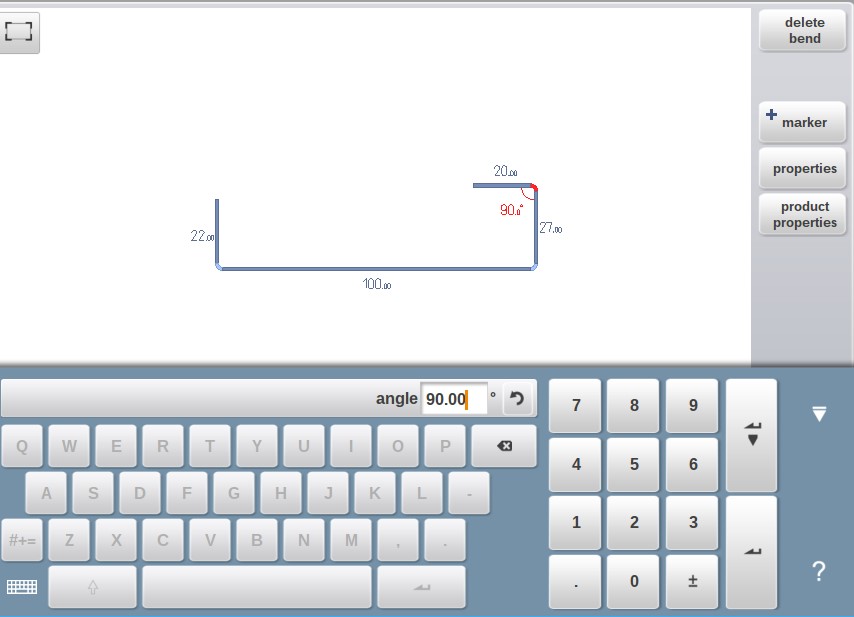
2/ Nhập bản vẽ: Sau khi nhấn Accept, màn hình hiển thị thiết lập bản vẽ.
– Thiết lập góc theo bản vẽ cần sản xuất.
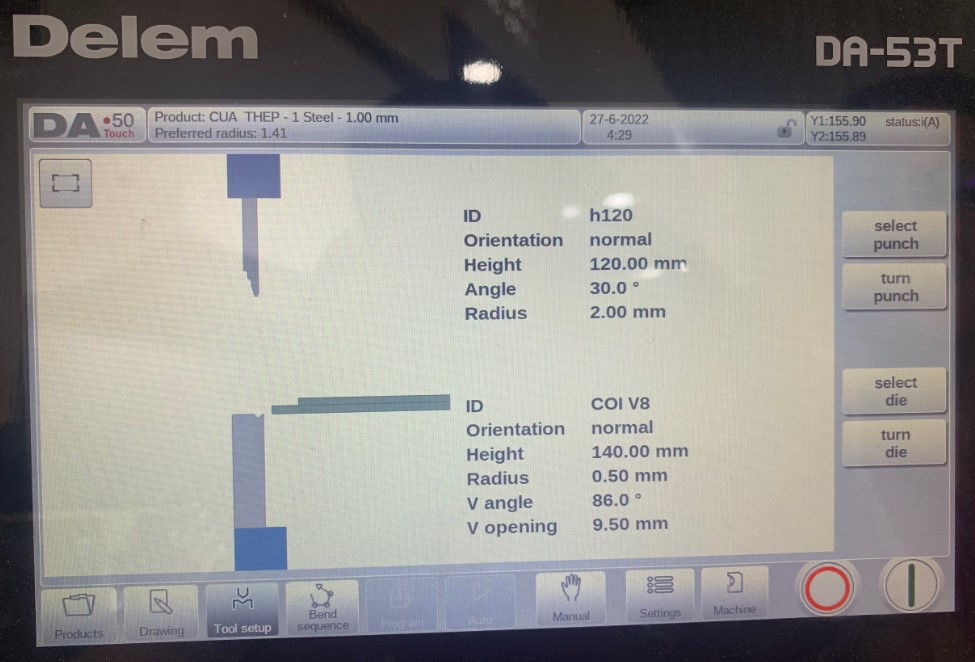
3/ Sau khi lập bản vẽ xong chọn tab: Tool setup dể chọn dao cối.
– Select punch: Chọn dao.
– Select die: Chọn cối.
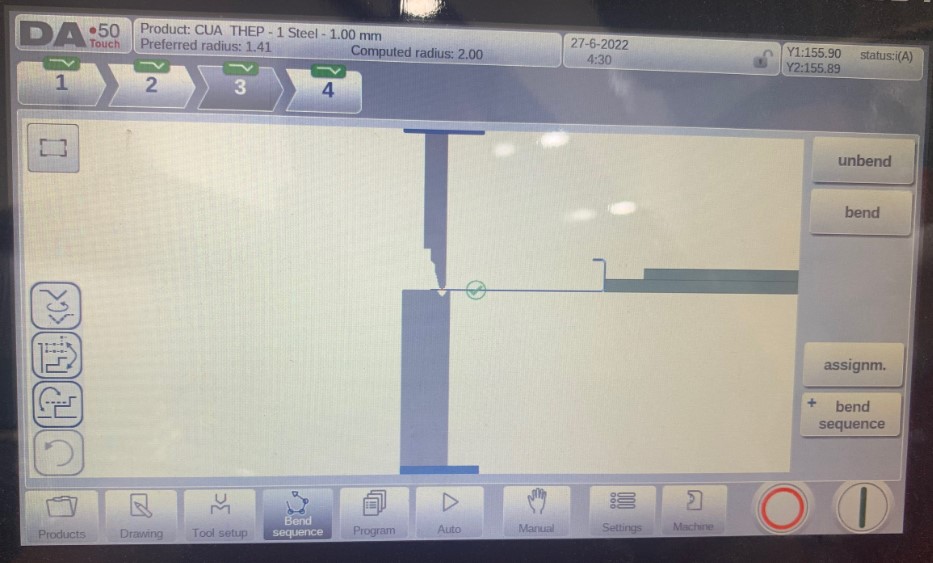
4/ Sau khi chọn xong dao cối: Chọn tab: Bend sequence để chọn bước chấn.
– Bend: để tiến
– Unbend: để lùi.
*Chọn Unbend lùi hết các bước về ban đầu.
5/ Chọn Program để xem và chỉnh sửa thông số.
6/ Sau khi thiết lập xong chuyển sang tab: Auto -> nhấn nút xanh để tiến hành chấn.
Chế độ Manual (thiết lập bằng tay)
1/ Chọn Products -> New program
– Product ID: Đặt mã
– Product description: Đặt tên
– Thinkness: Chọn chiều dày tôn
– Material: Chọn vật liệu
-> Nhấn Accept
2/ Sau khi đặt tên, chọn tab Tool setup dể chọn dao cối.
– Add punch: Chọn dao
– Add die: Chọn cối
3/ Chuyển sang tab Program để thiết lập thông số chấn từng bước.
– Thêm bước mới -> Add bend.
4/ Sau khi thiết lập xong nhấn chọn tab Auto -> nhấn phím xanh để chấn sản phẩm.
Tắt máy
– Kết thúc chương trình đang chạy.
– Đưa các trục về vị trí ban đầu.
– Hạ dao xuống cối.
– Tắt hệ thống điều khiển CNC.
– Tắt bơm dầu.
– Tắt công tắc nguồn chính trên tủ điện.
– Tắt attomat nguồn.
Lưu ý khi sử dụng máy chấn tôn CNC
Sử dụng máy chấn CNC đòi hỏi phải cẩn thận và tuân thủ nghiêm ngặt các quy định an toàn để đảm bảo an toàn cho người vận hành. Dưới đây là một số lưu ý quan trọng khi sử dụng máy chấn CNC:
– Luôn mặc đầy đủ trang bị bảo hộ lao động như quần áo bảo hộ, kính bảo hộ, giày bảo hộ, găng tay,…
– Tháo bỏ các loại trang sức như nhẫn, vòng tay, dây chuyền,… để tránh bị kẹt vào máy.
– Buộc tóc gọn gàng hoặc đội mũ bảo hộ để tránh bị cuốn vào máy.
– Tránh vận hành máy khi đang mệt mỏi, buồn ngủ hoặc mất tập trung.
– Tuyệt đối không sử dụng rượu bia, ma túy hoặc các chất kích thích khác khi vận hành máy.
– Trước khi vận hành máy, cần đọc kỹ hướng dẫn sử dụng của nhà sản xuất để hiểu rõ về cấu tạo, chức năng và cách thức vận hành máy.
– Kiểm tra kỹ các bộ phận của máy như: dao chấn, cối chấn, hệ thống thủy lực, hệ thống điện,… để đảm bảo máy hoạt động bình thường.
– Đảm bảo phôi được gá đặt chắc chắn trên bàn máy để tránh bị xô lệch hoặc rơi ra trong quá trình chấn.
– Điều chỉnh các thông số chấn như góc chấn, lực chấn, độ mở dao,… một cách chính xác theo yêu cầu của bản vẽ kỹ thuật.
– Quan sát kỹ quá trình gia công, nếu phát hiện bất kỳ sự cố bất thường nào, cần dừng máy ngay lập tức và kiểm tra.
– Nếu máy gặp sự cố, cần báo cho người có trách nhiệm để được hỗ trợ sửa chữa.
– Thực hiện bảo trì định kỳ theo khuyến cáo của nhà sản xuất để đảm bảo máy hoạt động ổn định và kéo dài tuổi thọ.
– Vệ sinh máy sạch sẽ sau mỗi ca làm việc, đặc biệt là các bộ phận như dao chấn, cối chấn, bàn máy,…
– Bôi trơn các bộ phận chuyển động của máy theo định kỳ để giảm ma sát và mài mòn.
– Kiểm tra mức dầu thủy lực thường xuyên và thay dầu theo định kỳ.
– Khi không sử dụng, cần bảo quản máy ở nơi khô ráo, thoáng mát, tránh ánh nắng trực tiếp và mưa gió.
– Không để vật dụng không liên quan trên bàn máy.
– Không sử dụng máy để chấn các vật liệu không phù hợp.
– Không vượt quá tải trọng cho phép của máy.
– Khi thay dao chấn, cần đảm bảo an toàn và thực hiện đúng quy trình.
– Tắt nguồn điện khi không sử dụng máy.
—————————————
VNTECH - Đơn vị cung cấp máy móc gia công cơ khí chính hãng, uy tín, đa dạng về chủng loại, đáp ứng mọi nhu cầu sản xuất. Để được tư vấn chi tiết và nhận báo giá tốt nhất, quý khách vui lòng liên hệ theo thông tin bên dưới.

________________
THÔNG TIN LIÊN HỆ
- Địa chỉ văn phòng:
- Địa chỉ Hà Nội: NO-05A23, Khu/Ngõ 1 Nguyễn Khắc Viện, Khu tái định cư Giang Biên, Hà Nội
- Chi Nhánh Đà Nẵng: Lô 11, Khu A4, Nguyễn Sinh Sắc, Hoà Minh, Liên Chiểu, Đà Nẵng
- Chi Nhánh HCM: 43 Đường N2, KP Thống Nhất, Dĩ An, Bình Dương
- SĐT: 0984.537.333
- Email: sale@vntechcnc.vn
- Facebook: https://www.facebook.com/vntechcnc
- Website: https://thietbivntech.vn