Hàn laser là một công nghệ tiên tiến trong ngành cơ khí, cho phép thực hiện quá trình hàn chính xác và nhanh chóng. Trong bài viết này, VNTECH sẽ hướng dẫn sử dụng máy hàn laser một cách chi tiết và đơn giản nhất để các bạn có thể vận hành máy hàn laser đúng chuẩn nhất.
Nội dung bài viết
Môi trường hoạt động và thông số
| Điện thế cung cấp |
220 ± 10% V AC 50/60Hz |
| Môi trường hoạt động |
Không rung lắc và va đập |
| Nhiệt độ môi trường làm việc |
10~40 |
| Độ ẩm của môi trường làm việc |
>70% |
| Phương pháp làm mát |
Nước làm mát |
| Công suất áp dụng |
≤2000W |
| Bước sóng áp dụng |
1064nm (± 10nm) |
| Kính chuẩn trực |
D20*5/F60 |
| Kính hội tụ |
D20*4.5/F150 |
| Kính phản xạ |
30*14 T2 |
| Kính bảo vệ |
18*12 |
| Áp lực tối đa |
10 Bar |
| Phạm vi điều chỉnh theo chiều dọc của tiêu điểm |
± 10 mm |
| Phạm vi điều chỉnh của điểm |
Line 0-5 mm |
| Trọng lượng |
0.8 kg |
Hướng dẫn sử dụng máy hàn laser
Dưới đây VNTECH sẽ hướng dẫn cách sử dụng máy hàn Laser và điều chỉnh các thông số kỹ thuật cơ bản trong máy hàn Laser VNTECH:
Màn hình chính (HOME)

(1) Phần hiển thị các thông số làm việc:
- Scan speed: tốc độ độ lắc của tia laser
- Scan width: Phạm vi chiều rộng của tia khi lắc
- Peak power: Công suất của laser
- Duty cycle: công suất dòng của tia laser trong quá trinhg làm việc
- Frequency: Tần số phát của tia laser
(2) Phần bật tắt các tùy chọn cơ bản:
– Laser enable:
+ Khi bật ON và bấm công tắc ở đầu sung hàn thì mới bắn tia.
+ Còn bật OFF thì sẽ không bắn tia laser.
– Indication of red light: Cách hiển thị ánh sáng đỏ.
+ Line là đường thẳng hiển thị chiều rộng đường hàn.
+ Dot là điểm hiển thị tâm đường hàn.
– Welding mode: Chế độ hàn:
+ Continuity: Chế độ hàn liên tục
+ Spot: Chế độ hàn điểm đứt quãng.
(3) Hiển thị kết nối dây mát hàn: Khi đã kết nối thì nút sẽ sáng lên. Chỉ có thể hàn khi đã kết nối dây mát với đầu hàn.
(4) Hiển thị công tắc đầu hàn: Khi nhấn công tắc phía đầu súng hàn thì đèn hiển thị sẽ sáng lên.
(4 – Bên phải ngoài cùng): Các trang cài đặt khác.
Giao diện chỉnh sửa thông số kỹ thuật (TECHNOLOGY)
– Scan speed: Tốc độ độ lắc của tia laser (2-6000 mm/s)
– Scan width: Phạm vi chiều rộng của tia khi lắc (0-5 mm)
– Peak power: Công suất của laser (>1000 W)
– Duty cycle: Công suất dòng của tia laser trong quá trình làm việc (0-100%)
– Frequency: Tần số phát của tia laser (5-5000 Hz)
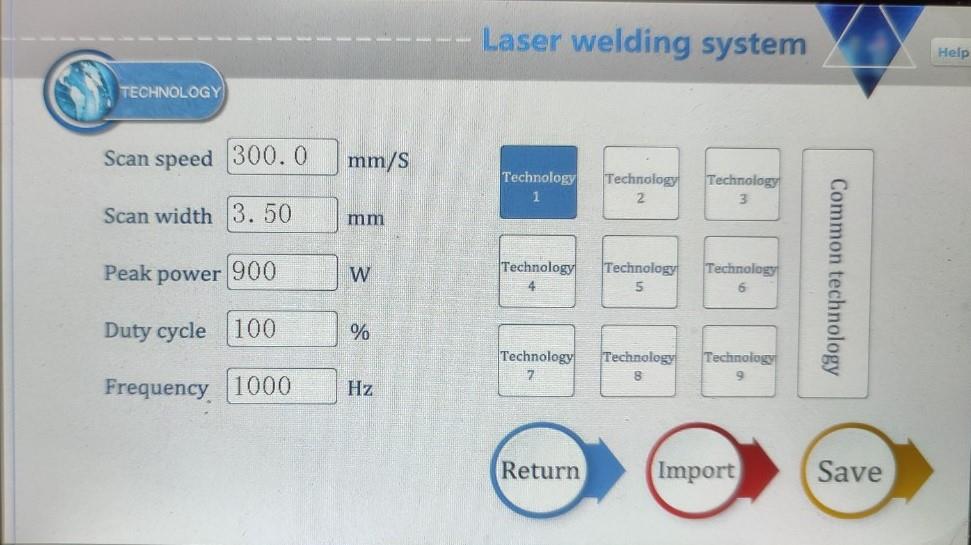
Ở đây màn hình này có 9 trang Technology (Technology 1- Technology 9) để lưu thông số tùy chỉnh.
– Khi muốn thay đổi thông số, kích vào thông số cần chỉnh, thay đổi thành thông và nhấn OK để nhập.
– Sau khi nhập thông số mới cần bấm SAVE để lưu thông số.
– Ấn IMPORT để đưa thông số ra màn hình chính và sử dụng.
– Để quay lại màn hình làm việc chính bấm RETURN.
Có thể nhấp vào HELP ở góc trên bên phải để có thêm giải thích về các thông số liên quan. Dưới đây là tài liệu tham khảo các thông số:
|
Vật liệu |
Độ dày vật liệu (mm) |
Tốc độ ra dây bù (mm/s) |
Độ rộng lắc tia (mm) |
Công suất (W) |
Đường kính dây bù |
|
Inox |
1 | 90 | 2.5 | 400 | 1.0 |
|
Inox |
2 |
75 |
3.0 |
700 |
1.2 |
|
Inox |
3 |
60 | 3.5 | 900 | 1.6 |
|
Thép đen |
1 |
90 |
2.5 |
400 |
1.0 |
|
Thép đen |
2 |
75 |
3.0 |
650 |
1.2 |
|
Thép đen |
3 |
60 |
3.5 |
900 |
1.6 |
| Nhôm |
2 |
60 |
2.5 |
700 |
1.0 |
| Nhôm | 3 | 60 | 3.0 | 900 |
1.2 |
*Tốc độ lắc tia của tất cả vật liệu là 300mm/s.
**Công suất phát của tất cả vật liệu đều 100%.
***Tần số của tất cả vật liệu đều 1000Hz.
Giao diện cài đặt hệ thống (SETTING)
1/ Thông số cột thứ nhất (Bên trái):
– Laser power: Công suất cao nhất
– Open gas delay: Thời gian phát tia trễ so với mở khí
– Off gas delay: Thời gian đóng khí trễ so với tắt tia laser
– Laser starting power: Công suất phát lúc ban đầu
– Laser on progressive time: Thời gian laser tăng lên công suất cài đặt
– Laser off power: Công suất laser khi tắt
– Laser off progressive time: Thời gian từ khi nhả nút hàn đến khi tắt hẳn tia
– Welding wire delay: Thời gian dây ra trễ
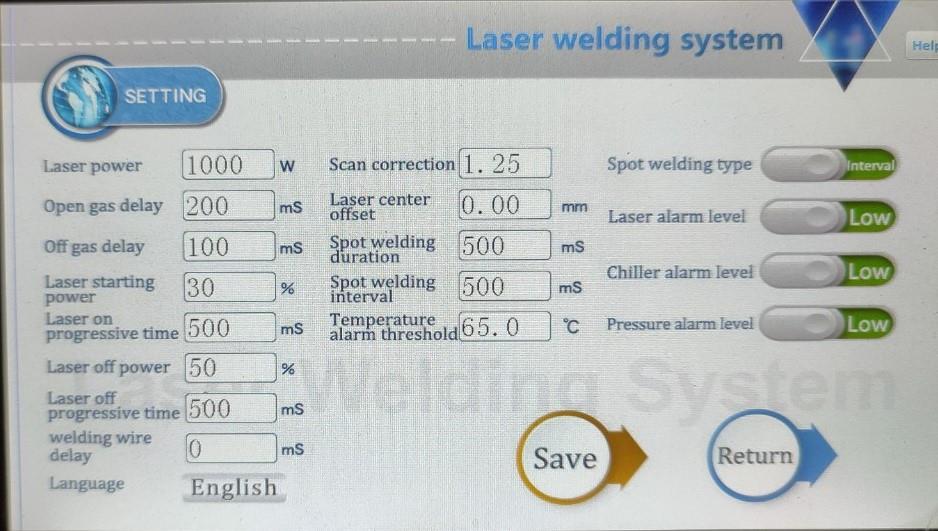
2/ Thông số cột thứ hai (ở giữa):
– Scan correction: Hệ số hiệu chỉnh quét nằm trong khoảng từ 0,01 đến 4.
*Chiều rộng đường mục tiêu / chiều rộng đường đo được của hệ số nói chung là 1,25
– Laser center offset: Tâm laser dịch chuyển từ -3 mm đến 3 mm (giảm sang trái và tăng sang phải).
– Spot welding duration: Thời gian hàn điểm.
– Spot welding interval: Thời gian nghỉ giữa hàn điểm.
– Temperature alarm threshold: Ngưỡng báo động nhiệt độ.
3/ Tùy chọn cột thứ ba (Bên phải):
– Spot welding type: Loại hàn
– Laser alarm level + Chiller alarm level + Pressure alarm level: Các ngưỡng cảnh báo.
Sau khi cài dặt xong phải nhấn nút SAVE để lưu lại.
Ấn RETURN để quay lại màn hình HOME.
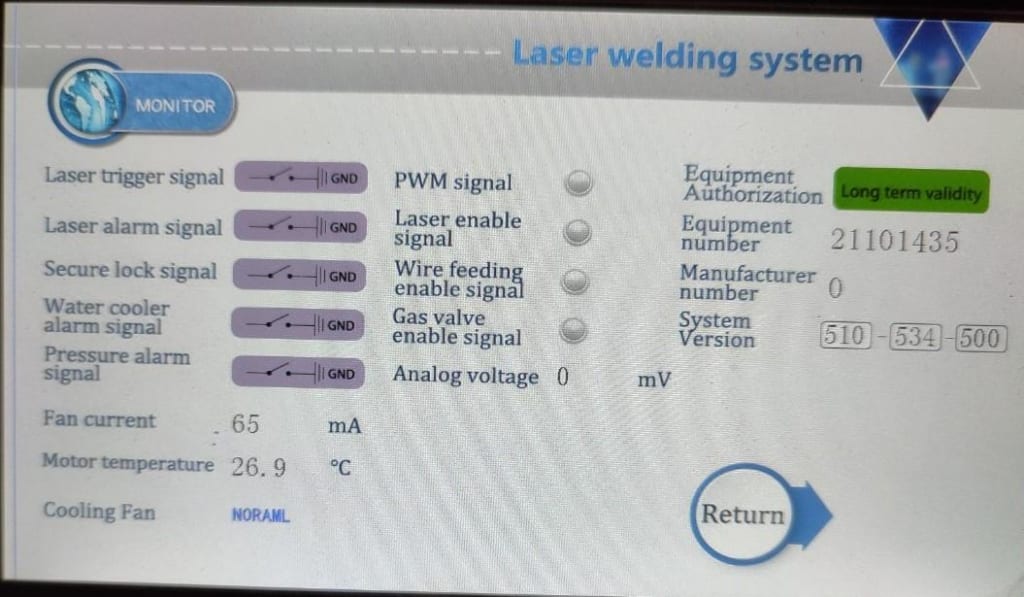
Giao diện giám sát (MONITOR)
Giao diện này hiển thị tình trạng và thông tin thiết bị.
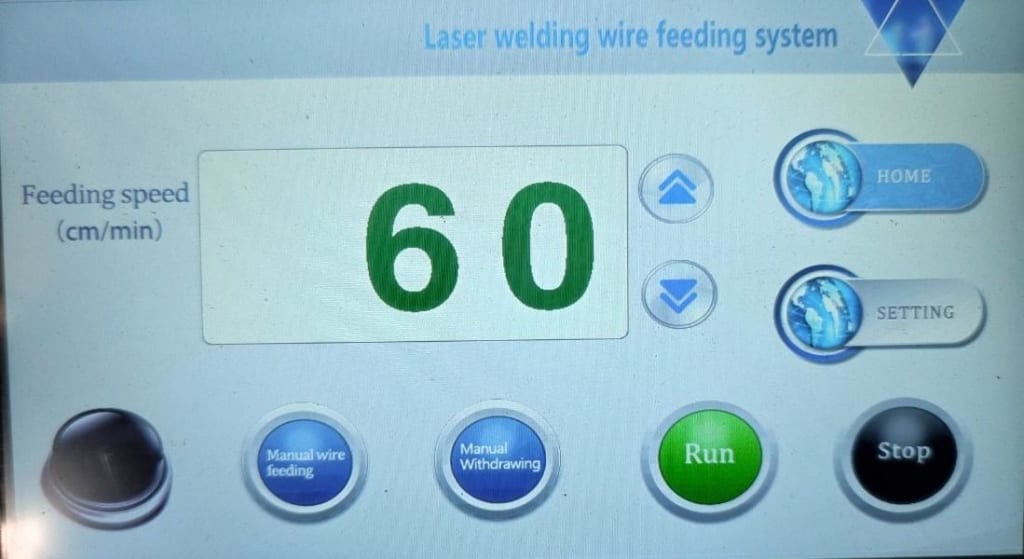
Giao diện điều khiển ra vào dây hàn bù
– Feeding Speed: Tốc độ ra dây.
+ Có thể bấm vào số để thay đổi hoặc bấm vào nút mũi tên.
– Manual wire feeding: Ra dây bù bằng tay
– Manual withdrawing: Thu dây bù vào bằng tay
– Run: Bật máy ra dây.
– Stop: Dừng ra dây.
>>> Xem thêm: Các khuyết tật mối hàn & cách khắc phục
Biện pháp an toàn khi sử dụng máy hàn laser
– Tắt nguồn máy hàn laser sau khi sử dụng.
– Vệ sinh các bộ phận của máy, đặc biệt là thấu kính và đầu phun laser.
– Thực hiện bảo trì định kỳ theo hướng dẫn của nhà sản xuất để đảm bảo máy hoạt động tốt và kéo dài tuổi thọ.
– Không nhìn trực tiếp vào tia laser: Tia laser có thể gây hại nghiêm trọng cho mắt.
– Không để vật liệu dễ cháy gần tia laser: Tia laser có thể gây cháy.
– Đảm bảo thông gió tốt: Quá trình hàn laser có thể tạo ra khói và khí độc hại, cần đảm bảo thông gió tốt để tránh hít phải các chất độc hại này.
– Tuân thủ nghiêm ngặt các quy định an toàn lao động khi sử dụng máy hàn laser.
Nếu có bất kỳ thắc mắc nào, hãy liên hệ với VNTECH để được hỗ trợ kịp thời.
>>> Xem thêm: Cách sử dụng máy hàn laser hiệu quả tăng năng suất
>>> Xem thêm: Các phương pháp hàn kim loại hiện nay
Phương pháp bảo trì và thay thế thấu kính bảo vệ
1/ Các đặc tính xử lý của hàn laser đòi hỏi phải bảo dưỡng ống kính thường xuyên.
– Nếu thấy mối hàn kém, hãy kiểm tra ống kính bảo vệ.
– Nếu ống kính bảo vệ bị bẩn, cần được thay thế kịp thời.
2/ Kỹ thuật làm sạch thấu kính cực kỳ quan trọng, việc vệ sinh không tốt có thể dẫn đến giảm hiệu suất của ống kính trong trường hợp nhẹ và làm hỏng ống kính trong trường hợp nặng.
=> Vì vậy, điều quan trọng là phải rất cẩn thận khi làm sạch ống kính.
3/ Trước khi vận hành, hãy rửa bằng chất tẩy rửa và lau khô lại lần nữa bằng bông tẩm cồn.
4/ Trước khi vệ sinh cần chuẩn bị:
– Bóng thổi hơi (da hổ), một bộ đồng hồ đeo tay
– Một bộ băng dính chống bụi, bông tẩy dầu mỡ khan (bông mịn)
– Cồn công nghiệp hơn 99%, găng tay cao su và giấy tráng gương.
5/ Tháo vít nắp của gương bảo vệ ở nơi ít bụi và kiểm tra ống kính bảo vệ.
– Nếu gương bảo vệ bị ô nhiễm, nó phải được lau sạch bằng cồn tuyệt đối.
– Nếu có điểm cháy rõ ràng trên bề mặt của thấu kính bảo vệ thì nên thay mới.
6/ Kiểm tra vòng đệm của bộ lưu trữ điện màu trắng dưới ống kính bảo vệ.
– Nếu đó là bất kỳ vết xước hoặc biến dạng của vòng đệm lưu trữ điện thì phải thay mới ngay lập tức.
>>> Tham khảo thêm: 7 mẹo bảo dưỡng máy hàn laser ít người biết
—————————————
VNTECH - Đơn vị cung cấp máy móc gia công cơ khí chính hãng, uy tín, đa dạng về chủng loại, đáp ứng mọi nhu cầu sản xuất. Để được tư vấn chi tiết và nhận báo giá tốt nhất, quý khách vui lòng liên hệ theo thông tin bên dưới.

________________
THÔNG TIN LIÊN HỆ
- Địa chỉ văn phòng:
- Địa chỉ Hà Nội: NO-05A23 Khu TĐC Giang Biên, Ngõ 1 Nguyễn Khắc Viện, Phường Việt Hưng, Hà Nội
- Chi Nhánh Đà Nẵng: Lô 11, Khu A4, Nguyễn Sinh Sắc, Hoà Minh, Liên Chiểu, Đà Nẵng
- Chi Nhánh HCM: 43 Đường N2, KP Thống Nhất, Dĩ An, Bình Dương
- SĐT: 0984.537.333
- Email: sale@vntechcnc.vn
- Facebook: https://www.facebook.com/vntechcnc
- Website: https://thietbivntech.vn