Cùng VNTECH nắm rõ các bước vận hành máy bào rãnh CNC dưới đây để nâng cao hiệu suất và hiệu quả gia công cơ khí.
Nội dung bài viết
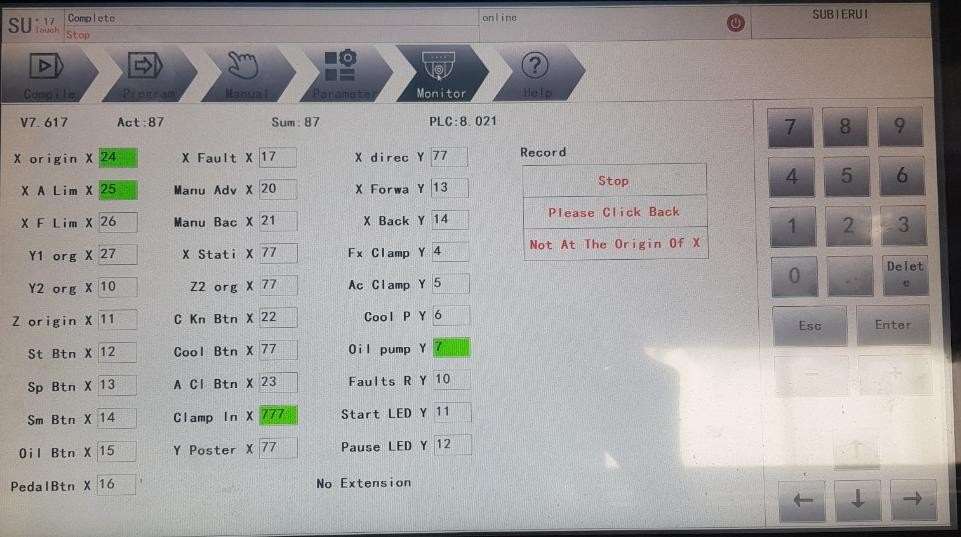
- Compile: Mode chạy chương trình tự động
- Program: Mode lập chương trình bào nhiều bước
- Manual: Mode di chuyển trục bằng tay
- Parameter: Mode cài đặt thông số
- Monitor: Mode quan sát In/Out của PLC
- Help: Trợ giúp
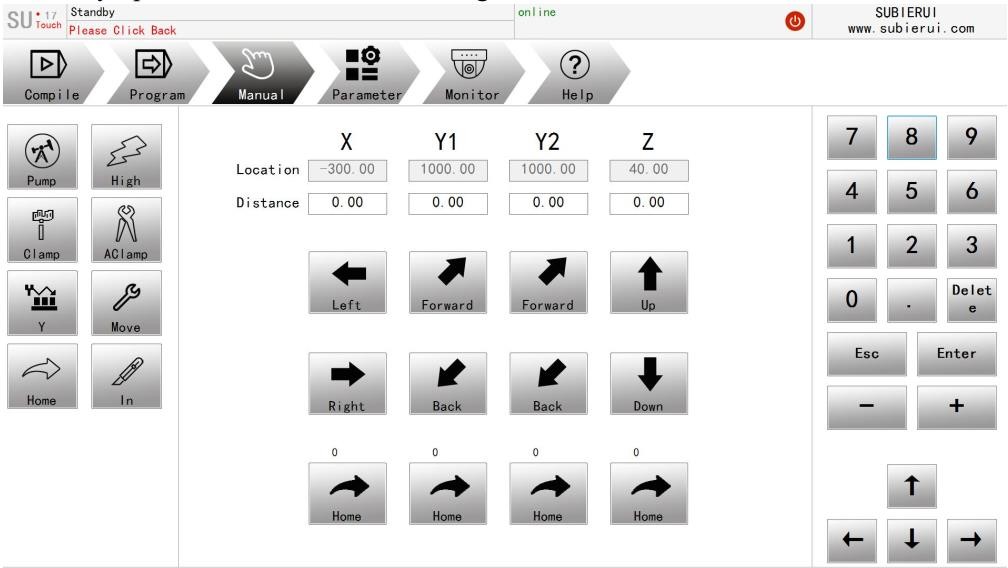
1. Manual
(Chế độ cho phép sử dụng cùng lúc nhiều trục, test máy,…)

- Location: Tọa độ vị trí hiện tại
- Distance: Tọa độ cài đặt cần chạy
- Mũi tên: Các nút điều hướng nhấn/ nhả bằng tay
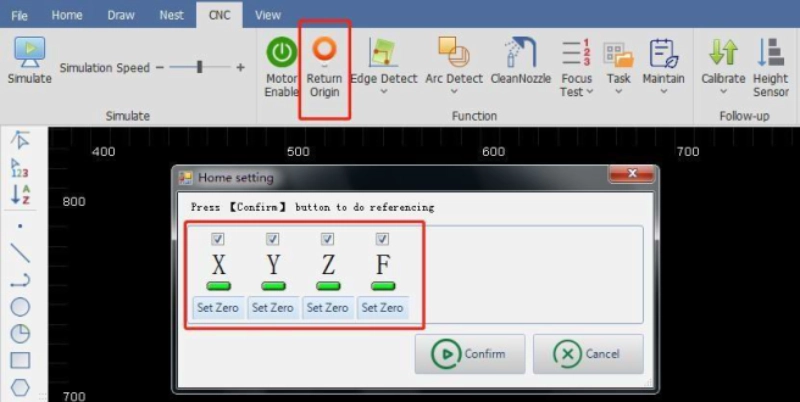
- Home: Nhấn chọn về vị trí gốc của các trục
Các chức năng phụ trợ:
![]() Bật bơm dầu
Bật bơm dầu
![]() Chạy các trục bằng tay tốc độ nhanh
Chạy các trục bằng tay tốc độ nhanh
![]() Bộ kẹp phôi sát bàn máy kẹp/ nhả
Bộ kẹp phôi sát bàn máy kẹp/ nhả
![]() Trục Y2 kẹp/ nhả phôi
Trục Y2 kẹp/ nhả phôi
![]() Liên kết để di chuyển đồng trục Y1 Y2 cùng một lúc
Liên kết để di chuyển đồng trục Y1 Y2 cùng một lúc
![]() Khi giá trị trong ô Distance được cài đặt -> Nhấp Move một lần để di chuyển các trục theo khoảng cách mà không cần phải ấn và giữ các nút tiến lùi bằng tay
Khi giá trị trong ô Distance được cài đặt -> Nhấp Move một lần để di chuyển các trục theo khoảng cách mà không cần phải ấn và giữ các nút tiến lùi bằng tay
![]() Dùng để về vị trí gốc của các trục cùng một lúc
Dùng để về vị trí gốc của các trục cùng một lúc
![]() Dùng để kiểm tra và cân chỉnh độ cao các thay dao bào sau mỗi lần tháo lắp dao ra. Khi ấn nút -> trục Y1 (đầu dao) sẽ di chuyển đến vị trí để thay dao
Dùng để kiểm tra và cân chỉnh độ cao các thay dao bào sau mỗi lần tháo lắp dao ra. Khi ấn nút -> trục Y1 (đầu dao) sẽ di chuyển đến vị trí để thay dao
2. Program
(Cho phép khách hàng thao tác lập trình, cái đặt các thông số tính bằng đơn vị mm)

Cài đặt thông số kích thước tôn:
- Length: Chiều dài tấm tôn cần vát. Nhập theo thực tế tấm tôn cần bào (ví dụ: 2000 mm)
- Thick: Chiều dày của tôn (ví dụ: 3 mm)
- Line: Độ sâu tối thiểu của rãnh cần vát (mặc định 0.2)
- Cycle: Tổng các bước vát (mặc định 1)
Processing Mode: Các chế độ xử lý
- Normal: Chế độ tiêu chuẩn, kích thước giữa các đường bào thực tế đúng như trong chương trình, thường dùng để lập trình test máy.
- Out: Kích thước giữa các đường bào thực tế sẽ nhỏ hơn cài đặt do máy sẽ tính kích thước phủ bì sau khi chấn + độ dày tôn.
- In: Kích thước giữa các đường bào thực tế sẽ lớn hơn cài đặt do máy sẽ tính kích thước lọt lòng sau khi chấn + độ dày tôn.
Processing Document: Cho phép lưu trữ nhanh 8 chương trình
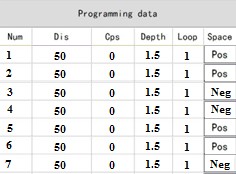
- Dis: Khoảng cách giữa các đường bào thứ 1 so với 2, thứ 2 so với 3,…
- Depth: Độ sâu vát của từng bước vát, thông thường độ sâu của các bước vát trong cùng 1 chương trình là giống nhau.
- Loop: Số lần lặp lại của từng bước vát (tối thiểu 1).
- Space: Có 2 chế độ Pos (bào dương) và Neg (bào âm) để có thể bào 2 mặt của tấm phôi.
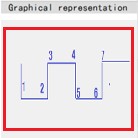
- Sdrawing: Dùng để vẽ trực tiếp sản phẩm lên màn hình
Các chức năng phụ trợ:
![]() Tạo chương trình bào mới
Tạo chương trình bào mới
![]() Mở và lấy các chương trình lựa sẵn
Mở và lấy các chương trình lựa sẵn
![]() Lưu chương trình đang hiện hành vào ổ cứng PC
Lưu chương trình đang hiện hành vào ổ cứng PC
![]() Cài đặt số lần vát của một rãnh, một rãnh có thể vát tối đa 20 đường vát
Cài đặt số lần vát của một rãnh, một rãnh có thể vát tối đa 20 đường vát
3. Compile
- Length: Chiều dài tấm tôn cần vát
- Thick: Chiều dày của tôn
- Speed: Tốc độ di chuyển khi bào, xoay tay quay điều chỉnh tốc độ trên bản điều khiển, tối thiểu 0 và tối đa 100
- Time/ TTime: 1/5 -> Số lần bào hiện tại 1 / tổng số lần bào của bước đó 5
- Num/ TNum: 1/7 -> Số bước bào đã thực hiện 1 / tổng số bước bào của chương trình 7
Các chức năng phụ trợ:
![]() Bật/ tắt bơm dầu
Bật/ tắt bơm dầu
![]() Bật/ tắt các bộ kẹp bên hông máy
Bật/ tắt các bộ kẹp bên hông máy
![]() Bật/ tắt kẹp động Y2
Bật/ tắt kẹp động Y2
![]() ON/ OFF vòi xịt hơi/ nước tưới nguội
ON/ OFF vòi xịt hơi/ nước tưới nguội
![]() Di chuyển đầu bào Y1 ra vị trí thay dao
Di chuyển đầu bào Y1 ra vị trí thay dao
![]() Chuẩn bị để các bộ kẹp kẹp giữ phôi để chuẩn bị bào
Chuẩn bị để các bộ kẹp kẹp giữ phôi để chuẩn bị bào
![]() Bắt đầu chạy chương trình
Bắt đầu chạy chương trình
![]() Tạm dừng chương trình
Tạm dừng chương trình
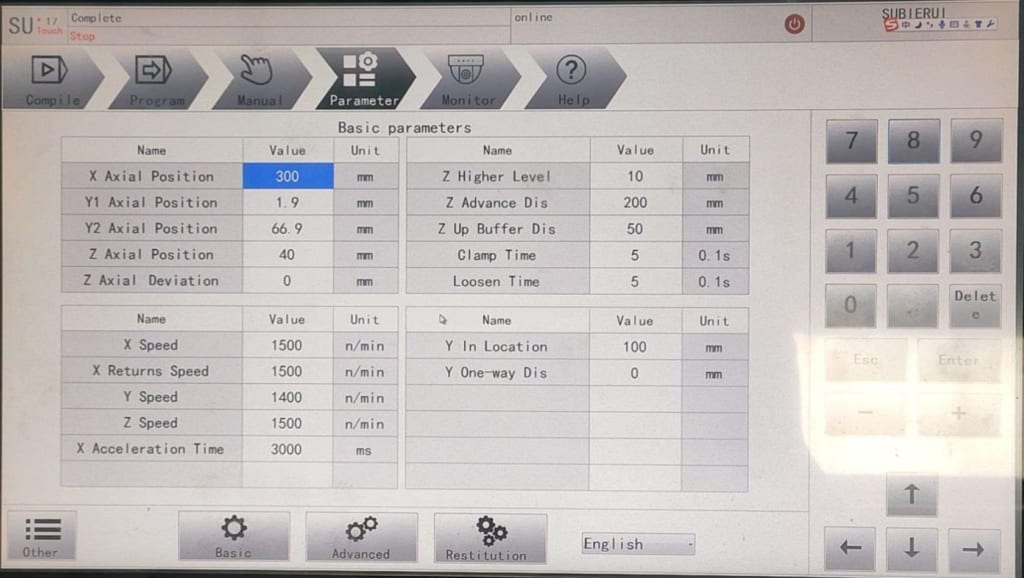
4. Parameter
Trong phần này cho chúng ta kiểm tra mà set lại tọa độ các trục X.Y1, Y2, Z sao cho phù hợp với thực tế. Cho phép chúng ta kiểm tra được tốc độ các trục,…
5. Monitor
6. Lưu ý khác
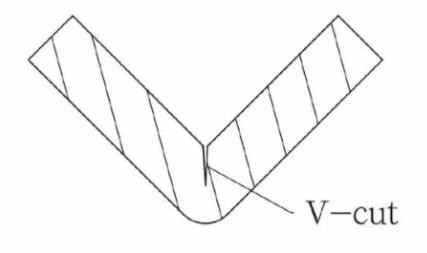
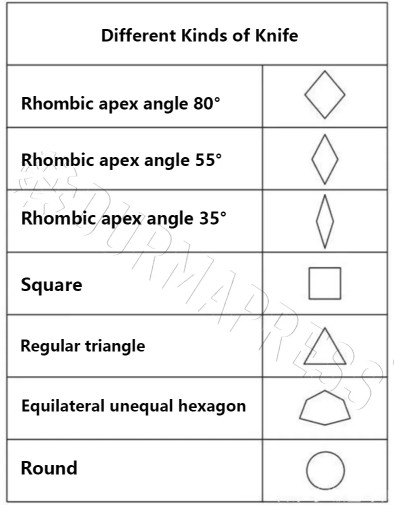
NOTE: Khi bào cần sản phẩm đẹp nên chọn góc của chíp bào nhỏ hơn góc của sản phẩm cần chấn. Ví dụ góc cần chấn sau bào là 45~60 độ -> chọn chip bào 35 độ. Góc cần chấn sau bào 60~80 độ -> chọn chip bào 60 độ. Góc cần chấn sau bào 90 độ -> chọn chip bào 80 độ. Khi đó sản phẩm sau khi chấn sẽ có 2 cạnh mép bào sát vào nhau không bị hở.
NOTE: Trình tự cân chỉnh độ cao dao bào sau khi tháo ra thay chip mới:
Vào trang Manual (chế độ tay) -> nhấn nút IN để đầu dao Y1 di chuyển ra vị trí trống để ta tháo dao ra thay chip -> sau khi thay chip ta lần lượt lắp dao vào theo thứ tự từ con dao trong cùng trước (độ sâu cách cữ là 0,1) lần lượt tới dao số 2: 0,2 -> dao số 3: 0,3 -> dao số 4: 0,4.
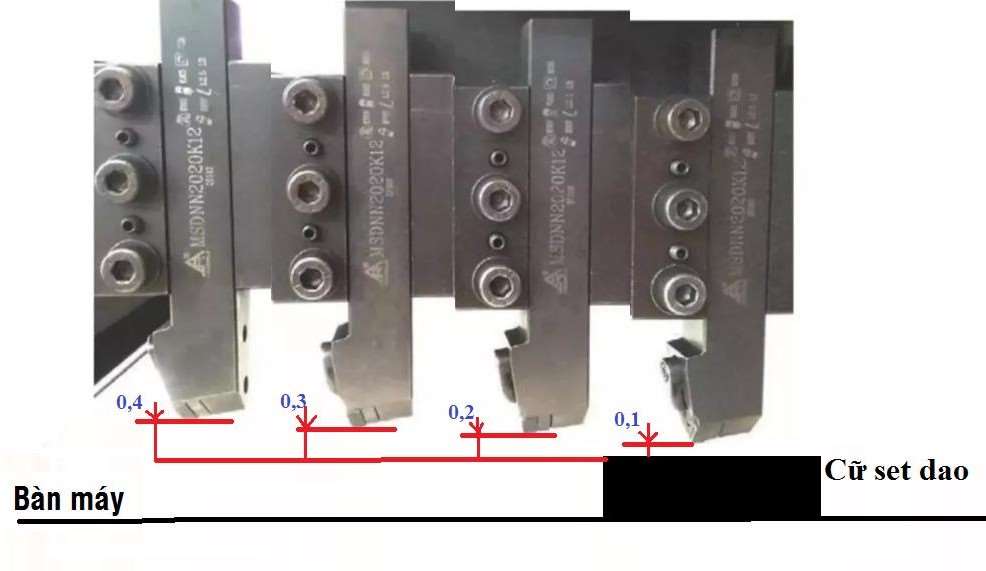
NOTE: Độ cao giữa các dao càng lớn VD 0,4 – 0,3 – 0,2 – 0,1 thì khi cài bước ăn dao DEPTH nhỏ VD 0,1 chỉ 1 con dao cuối làm việc nhanh mòn dao cuối Độ cao giữa các dao nhỏ VD: 0,25 – 0,2 – 0,15 – 0,1 với bước ăn dao DEPTH lớn VD: 0.3 thì cả 4 dao đều làm việc.
—————————————
VNTECH - Đơn vị cung cấp máy móc gia công cơ khí chính hãng, uy tín, đa dạng về chủng loại, đáp ứng mọi nhu cầu sản xuất. Để được tư vấn chi tiết và nhận báo giá tốt nhất, quý khách vui lòng liên hệ theo thông tin bên dưới.

________________
THÔNG TIN LIÊN HỆ
- Địa chỉ văn phòng:
- Địa chỉ Hà Nội: NO-05A23 Khu TĐC Giang Biên, Ngõ 1 Nguyễn Khắc Viện, Phường Việt Hưng, Hà Nội
- Chi Nhánh Đà Nẵng: Lô 11, Khu A4, Nguyễn Sinh Sắc, Hoà Minh, Liên Chiểu, Đà Nẵng
- Chi Nhánh HCM: 43 Đường N2, KP Thống Nhất, Dĩ An, Bình Dương
- SĐT: 0984.537.333
- Email: sale@vntechcnc.vn
- Facebook: https://www.facebook.com/vntechcnc
- Website: https://thietbivntech.vn