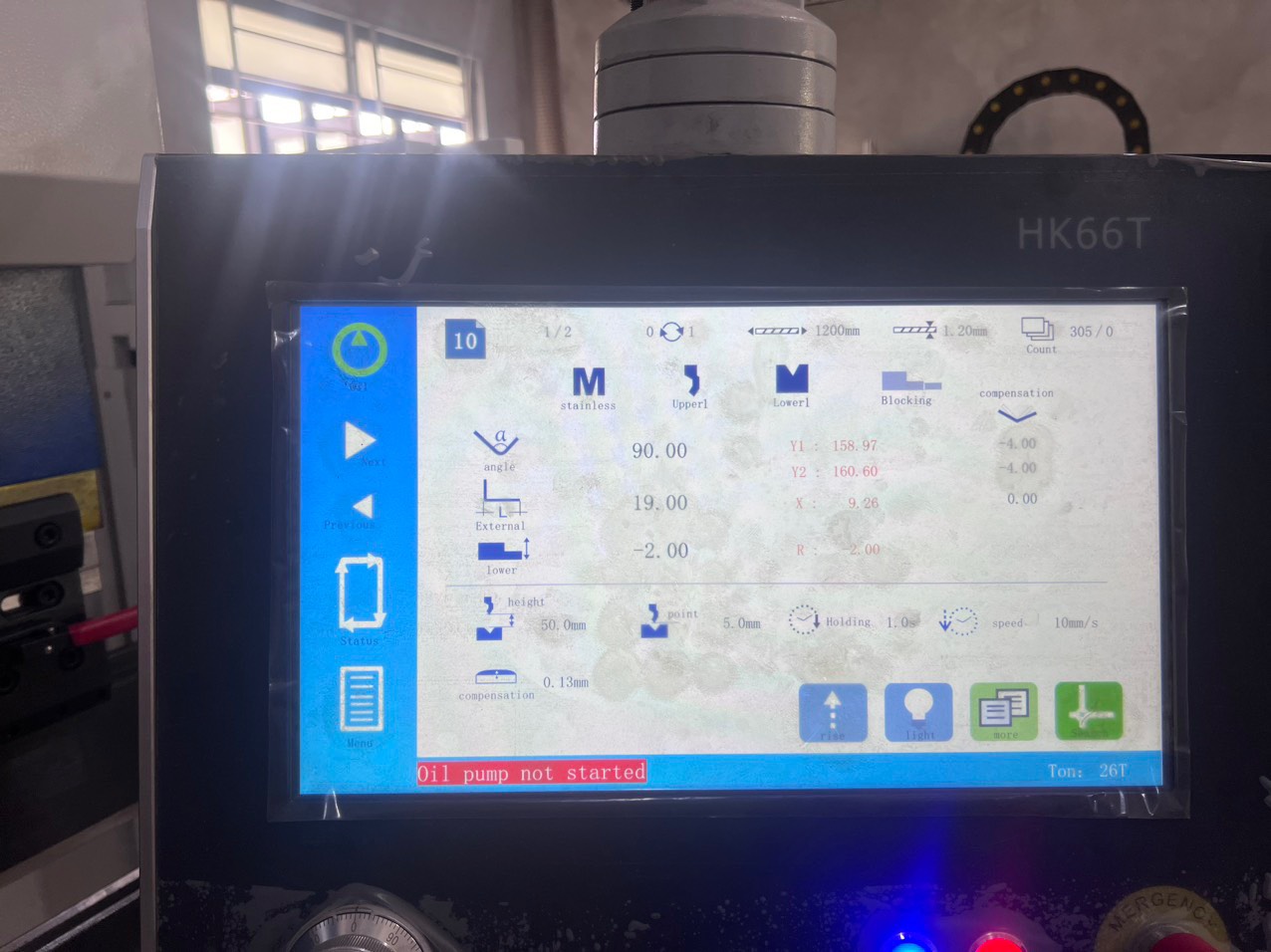
Máy chấn CNC NVD sử dụng bộ điều khiển HK66T được VNTECH cho khách hàng.


Nội dung bài viết
- 1 Bộ điều khiển HK66T của máy chấn CNC NVD là bản nâng cấp của bộ điều khiển HK58T với hệ thống bộ nhớ lớn hơn, độ nhảy cảm ứng tốt hơn. Trước đó anh em kỹ thuật VNTECH đã có hướng dẫn cơ bản về bộ điều khiển HK58T quy khách hàng có thể tham khảo video
- 2 Để sử dụng máy chấn CNC NVD bộ điều khiển HK66T cần 1 số bước để có thể chấn sản phẩm theo yêu cầu bản vẽ
- 2.1 Bước 1 : quy trình khởi động máy chấn CNC NVD:
- 2.2 2. Bước 2: Lập trình sản phẩm chấn cho máy chấn CNC NVD HK66 bằng 2 cách: lập trình 2D và lập trình từng bước
- 2.3 3. Bước 3: Hướng dẫn thay dao cối máy chấn CNC NVD HK66T với kẹp dao nhanh
- 2.4 4. Bước 4: Hướng dẫn bù góc tinh chỉnh máy chấn NVD CNC HK66T VNTECH
- 2.5
- 2.6 5. Bước 5: sau khi chấn sản phẩm xong chúng ta sẽ tiến tắt máy để kết thúc quy trình chấn sản phẩm
Bộ điều khiển HK66T của máy chấn CNC NVD là bản nâng cấp của bộ điều khiển HK58T với hệ thống bộ nhớ lớn hơn, độ nhảy cảm ứng tốt hơn. Trước đó anh em kỹ thuật VNTECH đã có hướng dẫn cơ bản về bộ điều khiển HK58T quy khách hàng có thể tham khảo video
Để sử dụng máy chấn CNC NVD bộ điều khiển HK66T cần 1 số bước để có thể chấn sản phẩm theo yêu cầu bản vẽ
-
Bước 1 : quy trình khởi động máy chấn CNC NVD:
- Đầu tiên là kiểm tra attomat tổng của tủ điện và bật attomat tủ điện.
- Bật attomat của máy chấn CNC.
- Kiểm tra các yếu tố an toan: cảm biến sau, dừng khẩn cấp.
Trên là bước cơ bản bật máy chấn cnc NVD. Các bạn có thể xem video để hiểu hơn về quy trình bật máy chấn CNC NVD
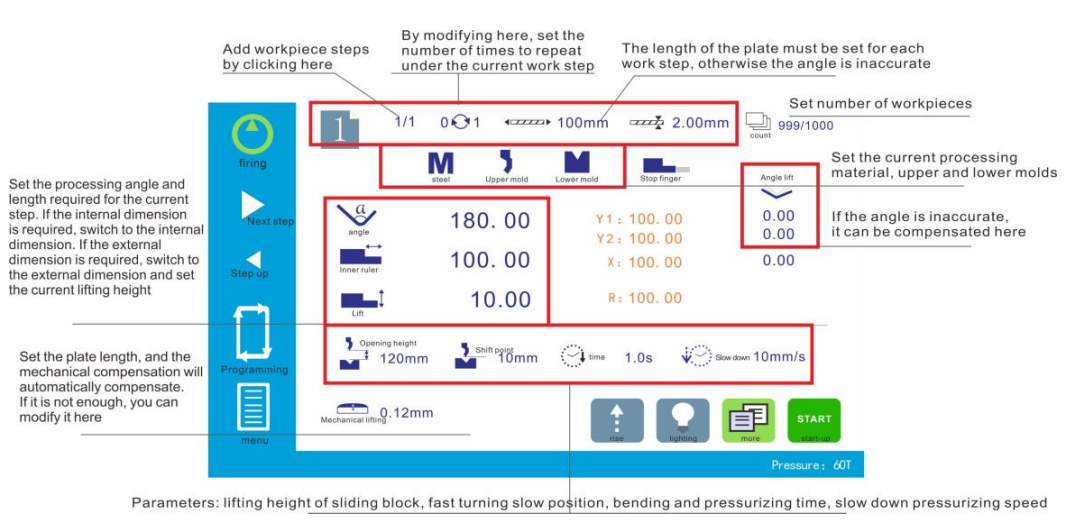
2. Bước 2: Lập trình sản phẩm chấn cho máy chấn CNC NVD HK66 bằng 2 cách: lập trình 2D và lập trình từng bước
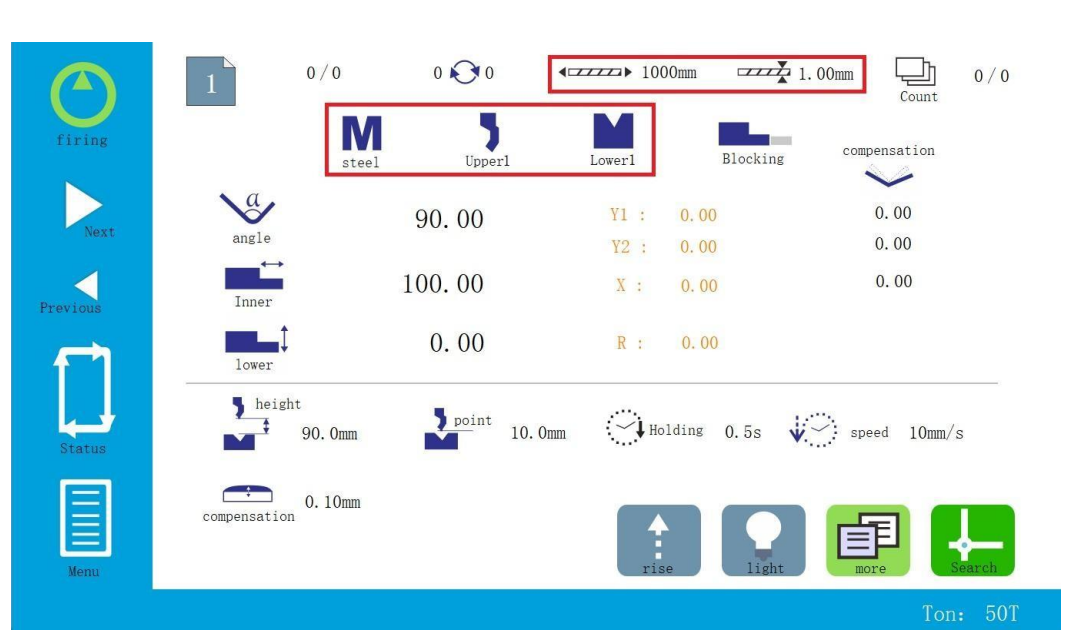
- Lập trình bản vẽ sản phẩm cần cấn.
- Khai báo sản phẩm: độ dày vật liệu chấn, chiều dài vật liệu chấn, loại vật liệu chấn
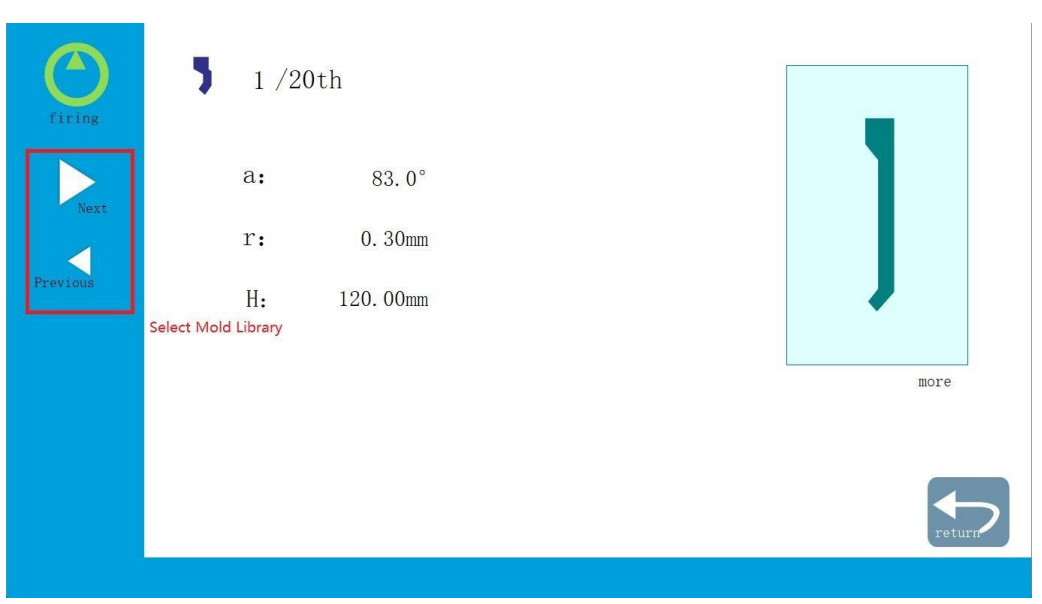
- Chọn dao cối chấn phù hợp với sản phấm.
- Chọn cữ ( trên hoặc dưới) và điều chỉnh cữ R( lên xuống cứ sau).
Anh em kỹ thuật VNTECH có làm video hướng dẫn chi tiết trực quan từng bước để lập trình máy chấn CNC NVD.
3. Bước 3: Hướng dẫn thay dao cối máy chấn CNC NVD HK66T với kẹp dao nhanh
Sau khi chọn dao cối máy chấn phù hợp với sản phẩm chúng ta sẽ tiến hành thay loại dao cối đã chon. Sau đây là một số bước để có thể thay dao cối:
- Thay dao cần nhả hết kep dao nhanh để có thể đưa dao cũ ra và thay dao mới vào. Kẹp dao nhanh VNTECH có thể rút ra từ bên cạnh với dao dài hoặc rút xuống để thay với các đoạn dao ngắn.
- Thay cối cần thay đúng loại cối đã chọn. Với máy chấn CNC NVD thì cối 2V tháo lắp và thay rất nhanh có thể rút ra hoặc kéo sang ngang, đảo mặt cho đúng rãnh cối.
- Ép dao cối: cần bật máy lên và lập trình góc phù hợp để ép kịch dao cối và khóa lại đảm bảo dao đã chạm ram máy
Chu ý: với dao nhỏ cần lắp vào giữ kẹp dao để tránh cong dao và đảm bảo dao không bị trượt
Kỹ thuật VNTECH có hướng dẫn phần thay dao cối máy chấn CNC NVD rất rõ trong video để khách hàng có thể tham khảo
4. Bước 4: Hướng dẫn bù góc tinh chỉnh máy chấn NVD CNC HK66T VNTECH
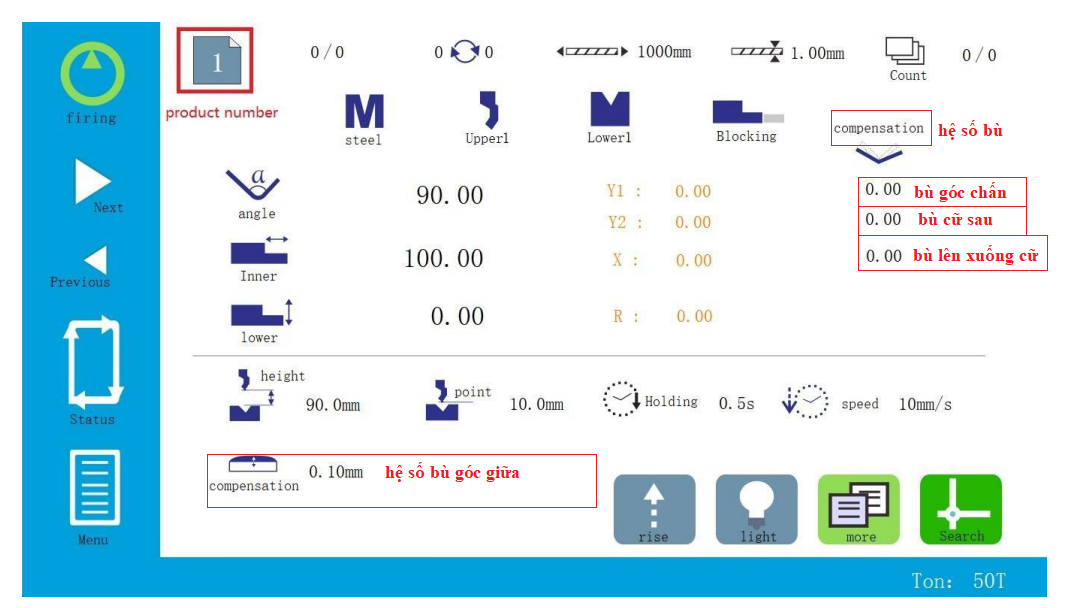
Bước bù góc là bước quan trọng để tinh chỉnh sản phẩm để chấn sản phẩm chính xác bước tinh chỉnh rất quan trọng. Máy chấn CNC NVD sử dụng bộ điều khiển HK66T có hệ số bù góc chấn, bù cữ chấn, bù võng giữa. Video dưới đây hướng dẫn chi tiết cho các bạn vân hành về cách tinh chỉnh với bộ điều khiển HK66T của máy chấn NVD CNC
Sau khi tinh chỉnh sản phẩm đã đạt yêu cầu thì chúng ta tiến hành chấn sản phẩm
5. Bước 5: sau khi chấn sản phẩm xong chúng ta sẽ tiến tắt máy để kết thúc quy trình chấn sản phẩm
- Đầu tiên chúng ta cần hạ dao cối chấn xuống tấp để giảm áp lực vào xilanh
- Tiến hành tắt bơm đầu, sau đó có thể ấn dừng khẩn cấp
- Tiến hành tắt điện của máy sau đó tắt attomat tủ điện cấp cho máy.
Hãy xem lại quy trình tắt máy chấn CNC NVD theo video
Máy chấn NVD CNC HK66T được VNTECH cung cấp
– Hệ thống lấp trình góc chấn 2D trực quan dễ sử dụng.
– Triển khai bản vẽ dao cối trên bộ điều khiển khi chấn có thể tính toán va cham dao cối.
– Hệ bù góc CNC, bù võng thủy lực điều khiển van tuyến tính chính xác
– Điêu khiển Y1, Y2, X, Z và Crowing.
—————————————
VNTECH – XÂY DỰNG GIÁ TRỊ BỀN VỮNG
🔹Trụ sở chính: Số 39, ngõ 285 Phúc Lợi, Q.Long Biên, TP.Hà Nội
🔹CN Đà Nẵng: Số 20 Nguyễn Sinh Sắc, Q.Liên Chiểu, TP.Đà Nẵng
🔹CN HCM: 43 Đường N2, KP Thống Nhất, Q.Dĩ An, T.Bình Dương
🔹Hotline: 0984.537.333
🔹Mail: sale@vntechcnc.vn
🔹Facebook: https://www.facebook.com/vntechcnc
🔹Website: https://thietbivntech.vn/