Trong ngành gia công kim loại tấm, máy chấn tôn là thiết bị không thể thiếu để tạo ra các chi tiết có hình dạng phức tạp. Và linh hồn của quá trình gia công lại nằm ở bộ khuôn. Việc chọn đúng khuôn chấn tôn là yếu tố quyết định chất lượng và hiệu quả của quá trình gia công kim loại tấm.

Bài viết này, VNTECH sẽ đi sâu vào cách chọn khuôn chấn tôn từ tổng quan đến các thông số chi tiết của cả máy chấn và khuôn chấn.
Nội dung bài viết
Khuôn chấn tôn là gì?
Khuôn chấn tôn là bộ phận không thể thiếu trên máy chấn (máy uốn kim loại tấm). Chức năng chính của nó là tạo hình, uốn cong các tấm kim loại (thường là tôn, thép, nhôm, inox…) theo một góc độ hoặc biên dạng nhất định dưới tác dụng của lực ép lớn.

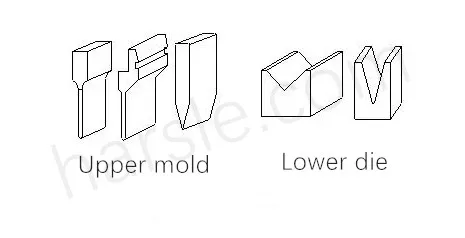
– Cối trên (Upper Mold/Punch): Là phần khuôn di động, được gắn vào đầu kẹp phía trên của máy chấn.
+ Cối trên có hình dạng như một con dao hoặc chày.
+ Có các góc và bán kính đầu khác nhau để tạo ra các biên dạng uốn mong muốn.
– Cối dưới (Lower Mold/Die/V-Block): Là phần khuôn cố định, được đặt trên bàn máy chấn phía dưới.
+ Cối dưới thường có hình dạng chữ “V” hoặc các rãnh tương ứng để vật liệu.
+ Bị cối trên ép xuống để tạo thành góc uốn.
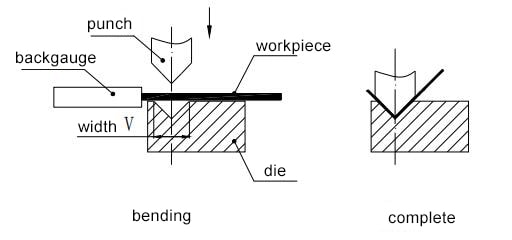
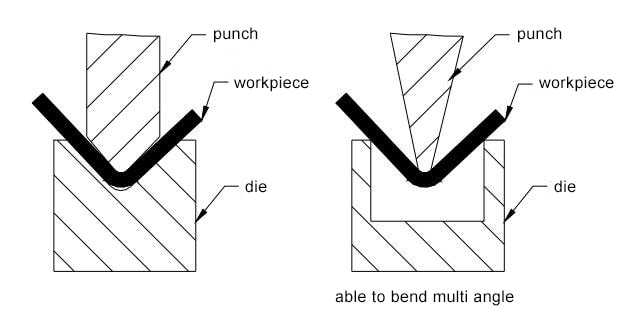
Nguyên lý hoạt động khuôn chấn
Khi máy chấn hoạt động, cối trên sẽ di chuyển xuống và ép tấm kim loại vào rãnh chữ V của cối dưới.
– Dưới áp lực cực lớn, tấm kim loại sẽ bị biến dạng dẻo và uốn cong theo hình dạng của khuôn.
>>> Xem thêm: Dao cối máy chấn tôn ( NVD, Trumf, Amada, Yawei, JFY, …)
Vai trò của khuôn chấn tôn
Khuôn chấn tôn đóng vai trò then chốt trong quá trình gia công kim loại tấm vì:
– Tạo hình sản phẩm: Công cụ trực tiếp quyết định hình dạng, góc độ, bán kính uốn và độ chính xác của chi tiết sau khi chấn.
– Đảm bảo chất lượng: Giúp sản phẩm đạt được dung sai yêu cầu, không bị nứt gãy, biến dạng không mong muốn.
– Tối ưu hóa sản xuất, giảm thời gian gia công và lãng phí vật liệu.
– Đa dạng ứng dụng: Khuôn chấn tôn cho phép tạo ra vô số các chi tiết phức tạp, từ những chi tiết đơn giản trong ngành xây dựng đến những bộ phận tinh vi trong ngành ô tô, điện tử.

Các thông số cần xem xét của máy chấn
Trước khi lựa chọn khuôn chấn, bạn cần phải nắm rõ các thông số kỹ thuật của máy chấn mà bạn đang sử dụng.
1/ Hành trình (Stroke): Đây là khả năng di chuyển của cối trên.
– Hành trình cần đủ lớn để cho phép khuôn mở ra hoàn toàn, dễ dàng tháo lắp chi tiết đã chấn và thay đổi khuôn.
– Nếu hành trình quá ngắn, bạn có thể gặp khó khăn trong việc vận hành hoặc thậm chí không thể sử dụng một số loại khuôn nhất định.
Hành trình (mm) = Chiều cao mở – chiều cao tấm giữa – chiều cao khuôn trên – chiều cao bệ khuôn dưới – (chiều cao khuôn dưới – 0,5V + t).
*Trong đó: t là độ dày của vật liệu (mm).

2/ Lực gia công (Machining Power): Lực này phải đủ để chấn vật liệu với độ dày và chiều dài mong muốn.
– Việc chọn khuôn không phù hợp với lực máy có thể dẫn đến việc chấn không đạt yêu cầu hoặc gây quá tải cho máy, làm giảm tuổi thọ của thiết bị.
>>> Xem thêm: Công thức tính lực chấn nhanh
>>> Xem thêm: Công thức tính phôi chấn chính xác
3/ Chiều cao mở (Opening Height): Là khoảng cách tối đa giữa cối trên và cối dưới khi máy chấn ở vị trí mở hoàn toàn.
– Thông số này quan trọng khi bạn cần chấn các chi tiết có chiều cao lớn hoặc khi sử dụng các bộ khuôn phức tạp với nhiều chi tiết.
– Chiều cao mở cũng ảnh hưởng đến việc đưa phôi vào và lấy sản phẩm ra dễ dàng.
4/ Loại tấm trung gian (Intermediate Plate Type): Tấm trung gian là bộ phận kết nối giữa đầu kẹp của máy chấn và cối trên.
– Các loại tấm trung gian khác nhau sẽ tương thích với các loại tay cầm (hoặc ngàm) của cối trên khác nhau.
– Việc xác định đúng loại tấm trung gian của máy là bước đầu tiên để chọn được loại cối trên có ngàm phù hợp, đảm bảo khuôn được lắp đặt chắc chắn và an toàn.
Các thông số của khuôn chấn tôn
Khi đã hiểu rõ về máy chấn, bước tiếp theo là đi sâu vào các thông số của khuôn chấn tôn.
– Loại tay cầm của cối trên phải hoàn toàn tương thích với loại tấm trung gian của máy chấn.
+ Thị trường hiện nay có 3 loại cối trên phổ biến kiểu Amada/Promecam, kiểu Trumpf, hoặc kiểu thông thường.
+ Việc chọn sai loại tay cầm sẽ khiến bạn không thể lắp đặt khuôn vào máy.
– Tải trọng áp lực là lực ép tối đa mà khuôn có thể chịu được mà không bị biến dạng hoặc hư hỏng.
+ Thông số này thường được nhà sản xuất khuôn cung cấp.
+ Lực gia công của máy chấn không được vượt quá tải trọng áp lực tối đa của khuôn.
+ Nếu không, khuôn chấn có thể bị nứt, vỡ hoặc biến dạng vĩnh viễn, gây nguy hiểm cho người vận hành và thiệt hại tài sản.

– Bán kính đầu phổ biến của khuôn trên bao gồm: 0,2R – 0,6R – 0,8R – 1,5R – 3.0R.
*0.6R được sử dụng cho độ dày dưới 3 mm.
**Các góc tiêu chuẩn của khuôn trên bao gồm: 90 độ, 88 độ, 86 độ, 60 độ, 45 độ, 30 độ, v.v.
***Góc khuôn phải nhỏ hơn góc uốn.
– Ví dụ, khi uốn phôi tới 90°, hãy sử dụng khuôn có góc 88°.
Cách lựa chọn cối trên (Upper Mold)
Cối trên hay dao chấn, đóng vai trò tạo hình chủ yếu cho chi tiết. Việc lựa chọn cối trên phụ thuộc vào hình dạng, góc độ và bán kính uốn cần thiết của sản phẩm.
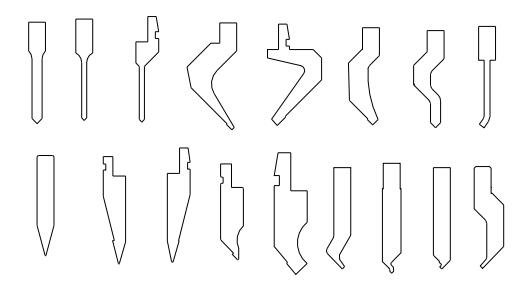
1/ Hình dạng cối trên phổ biến: Có rất nhiều hình dạng cối trên khác nhau được thiết kế để phục vụ các mục đích chấn cụ thể. Ví dụ:
– Cối nhọn (Acute angle punch): Dùng để chấn các góc nhọn hoặc góc nhỏ hơn 90 độ, sau đó có thể chấn lại để tạo góc 90 độ chính xác.
– Cối tiêu chuẩn (Standard punch): Dùng để chấn các góc phổ biến, thường là 90 độ.
– Cối cổ ngỗng (Gooseneck punch): Có phần thân được thiết kế lùi vào trong, cho phép chấn các chi tiết có cạnh cao hoặc các hình dạng phức tạp mà không bị vướng vào thân khuôn.
– Cối chấn biên dạng đặc biệt: Dùng cho các ứng dụng chuyên biệt, tạo hình phức tạp.
2/ Bán kính đầu cối trên phổ biến (Common Head Radii): Bán kính đầu của cối trên ảnh hưởng trực tiếp đến bán kính uốn bên trong của chi tiết. Các bán kính phổ biến bao gồm:
– 0.2R, 0.6R, 0.8R: Dùng cho các chi tiết yêu cầu bán kính uốn rất nhỏ, thường thấy ở các vật liệu mỏng hoặc cần độ sắc nét cao.
– 1.5R, 3.0R: Dùng cho các chi tiết có bán kính uốn lớn hơn, phù hợp với vật liệu dày hơn hoặc khi không yêu cầu bán kính quá sắc.
3/ Góc đầu cối trên tiêu chuẩn (Standard Head Angles): Góc của cối trên quyết định góc ban đầu mà vật liệu sẽ được uốn.
– Tuy nhiên, do hiện tượng đàn hồi của vật liệu, góc chấn thực tế trên chi tiết sẽ lớn hơn góc của khuôn. Vì vậy, người ta thường sử dụng cối có góc nhỏ hơn góc mong muốn của sản phẩm.
– Các góc phổ biến bao gồm:
+ 90 độ, 88 độ, 86 độ: Thường được sử dụng để chấn góc vuông hoặc các góc gần vuông, có tính đến độ đàn hồi.
+ 60 độ, 45 độ, 30 độ: Dùng để chấn các góc nhọn hơn hoặc tạo các biên dạng góc đặc biệt.
>>> Xem thêm: Cách lựa chọn dao cối máy chấn tốt
Cách lựa chọn cối dưới (Lower Mold)
Cối dưới hay cối V, là nơi vật liệu được đặt vào và được cối trên ép xuống để tạo hình. Việc lựa chọn cối dưới cũng quan trọng không kém cối trên.
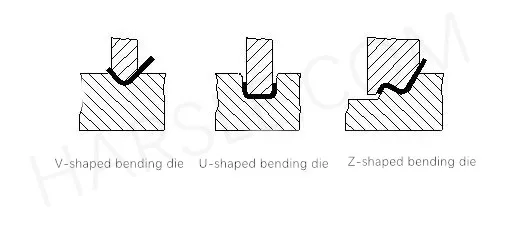
1/ Các loại cối dưới phổ biến:
– Hình chữ V đơn (Single V-shaped): Là loại phổ biến nhất, chỉ có một rãnh V duy nhất. Dùng để chấn các góc đơn giản.
– Hình chữ V kép (Double V-shaped): Có hai rãnh V với các góc hoặc chiều rộng khác nhau trên cùng một khuôn.
+ Loại này giúp tiết kiệm thời gian thay khuôn khi cần chấn nhiều loại góc trên cùng một máy.
2/ Phân loại theo cấu trúc:
– Loại phân đoạn (Segmented Type): Khuôn được chia thành nhiều đoạn ngắn với các chiều dài khác nhau.
+ Điều này cho phép người vận hành lắp ghép các đoạn khuôn để tạo ra tổng chiều dài phù hợp với chi tiết cần chấn.
+ Giúp tiết kiệm vật liệu và thời gian thay khuôn.
– Loại nguyên khối (Integrated Type): Khuôn là một khối liền mạch với chiều dài cố định.
+ Loại này thường được dùng cho các chi tiết dài hoặc khi cần độ chính xác cao trên toàn bộ chiều dài.
3/ Lựa chọn rãnh chữ V trên cối dưới:
– Liên quan đến độ dày vật liệu (T) cần chấn:
+ Quy tắc ngón tay cái phổ biến là chiều rộng của rãnh V (V-opening) nên gấp khoảng 6 đến 8 lần độ dày vật liệu.
Ví dụ: nếu vật liệu dày 2mm, rãnh V nên là 12mm hoặc 16mm.
+ Chiều rộng rãnh V ảnh hưởng đến lực chấn yêu cầu, bán kính uốn bên ngoài và độ chính xác của góc chấn.
+ Rãnh V quá hẹp có thể gây nứt vật liệu và cần lực chấn lớn.
+ Rãnh V quá rộng có thể làm giảm độ chính xác của góc và tạo ra bán kính uốn quá lớn.
– Góc của rãnh chữ V trên cối dưới phải tương thích với góc của cối trên.
Ví dụ: nếu bạn sử dụng cối trên 88 độ, bạn nên sử dụng cối dưới có rãnh V 88 độ hoặc một góc nhỏ hơn.
+ Sự không tương thích về góc có thể dẫn đến chấn không đều, biến dạng vật liệu hoặc làm hỏng khuôn.
Việc lựa chọn khuôn chấn tôn là một quá trình đòi hỏi sự cân nhắc kỹ lưỡng dựa trên nhiều yếu tố. Nếu gặp khó khăn hãy liên hệ ngay tới VNTECH để được đội ngũ kỹ thuật giàu kinh nghiệm hỗ trợ triệt để vấn đề này.
VNTECH - Đơn vị cung cấp máy móc gia công cơ khí chính hãng, uy tín, đa dạng về chủng loại, đáp ứng mọi nhu cầu sản xuất. Để được tư vấn chi tiết và nhận báo giá tốt nhất, quý khách vui lòng liên hệ theo thông tin bên dưới.

________________
THÔNG TIN LIÊN HỆ
- Địa chỉ văn phòng:
- Địa chỉ Hà Nội: NO-05A23, Khu/Ngõ 1 Nguyễn Khắc Viện, Khu tái định cư Giang Biên, Hà Nội
- Chi Nhánh Đà Nẵng: Lô 11, Khu A4, Nguyễn Sinh Sắc, Hoà Minh, Liên Chiểu, Đà Nẵng
- Chi Nhánh HCM: 43 Đường N2, KP Thống Nhất, Dĩ An, Bình Dương
- SĐT: 0984.537.333
- Email: sale@vntechcnc.vn
- Facebook: https://www.facebook.com/vntechcnc
- Website: https://thietbivntech.vn