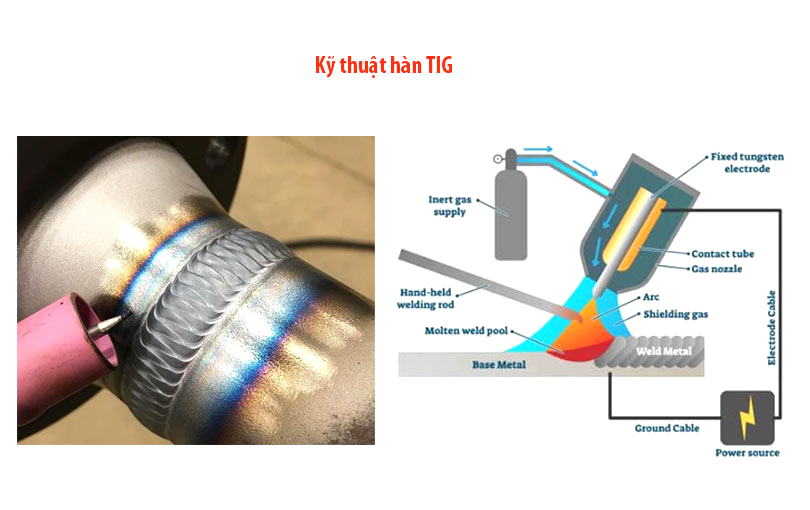
Trong lĩnh vực công nghiệp hiện đại, hàn TIG nổi lên như một trong các phương pháp hàn đỉnh cao tạo ra những mối hàn chất lượng cùng độ chính xác gần như tuyệt đối. Với việc sử dụng điện cực tungsten không nóng chảy và khí trơ bảo vệ, phương pháp hàn TIG sẽ kiểm soát nhiệt lượng tối ưu, tạo ra những mối hàn tinh xảo trên nhiều loại vật liệu khác nhau.
Trong bài viết này, VNTECH sẽ chia sẻ những thông tin liên quan tới phương pháp hàn TIG: Nguyên lý, ưu điểm, ứng dụng và so sánh với phương pháp hàn laser.
Nội dung bài viết
Hàn TIG là gì?
Hàn TIG (Tungsten Inert Gas) là một phương pháp hàn hồ quang sử dụng điện cực vonfram không nóng chảy để tạo ra hồ quang điện. Điểm đặc biệt của hàn TIG là việc sử dụng khí trơ (thường là Argon) để bảo vệ mối hàn khỏi sự oxy hóa và nhiễm bẩn từ không khí.

Phương pháp hàn TIG tạo ra những mối hàn chất lượng, thẩm mỹ và có độ chính xác cao nên thường được ứng dụng trong các lĩnh vực: Hàng không vũ trụ, Chế tạo thiết bị y tế, Công nghiệp thực phẩm, dược phẩm, Chế tạo đồ trang sức,…

Ưu điểm của phương pháp hàn TIG
Phương pháp hàn TIG sở hữu những ưu điểm vượt trội, khiến nó trở thành lựa chọn hàng đầu trong nhiều ứng dụng hàn đòi hỏi chất lượng cao:
– Hàn TIG tạo ra mối hàn sạch, mịn và có độ ngấu tốt.
– Ít bắn tóe, ít khói hơn so với các phương pháp hàn hồ quang khác.
– Khí trơ bảo vệ mối hàn khỏi sự oxy hóa và nhiễm bẩn => giảm thiểu các khuyết tật mối hàn.
– Khả năng kiểm soát nhiệt lượng, độ ngấu của mối hàn một cách chính xác => Hàn được các chi tiết nhỏ và tinh xảo.
– Có thể hàn được nhiều loại vật liệu khác nhau: thép không gỉ, nhôm, titan và các hợp kim đặc biệt.
– Có thể hàn được cả vật liệu mỏng và vật liệu dày.
– Có thể hàn được ở nhiều vị trí không gian khác nhau.
– Tạo ra mối hàn sạch, sáng bóng, có độ hoàn thiện cao
– Cho phép kiểm soát chính xác nhiệt đầu vào, giảm nguy cơ biến dạng nhiệt.
>>> Xem thêm: Máy Hàn TIG Tự Động: Ưu điểm, cấu tạo & ứng dụng trong công nghiệp
Nguyên lý hàn TIG
Hàn TIG (Tungsten Inert Gas) là một phương pháp hàn hồ quang điện sử dụng điện cực vonfram không nóng chảy và khí trơ bảo vệ. Nguyên lý hoạt động của hàn TIG bao gồm:
1/ Tạo hồ quang điện:
– Điện cực vonfram được kẹp trong mỏ hàn và được cung cấp dòng điện.
– Khí trơ (thường là argon hoặc heli) được thổi qua mỏ hàn để tạo môi trường bảo vệ.
– Khi điện cực vonfram được đưa lại gần vật liệu hàn, một hồ quang điện được tạo ra giữa điện cực và vật liệu.
– Hồ quang điện này tạo ra nhiệt độ rất cao, làm nóng chảy vật liệu hàn.
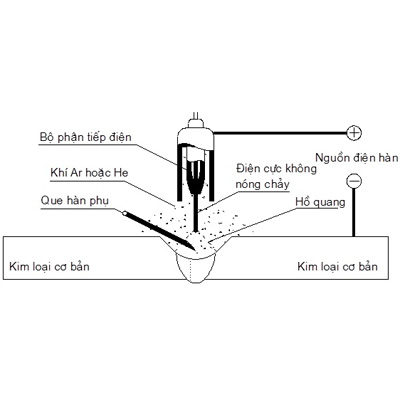
2/ Tạo mối hàn:
– Khi vật liệu hàn nóng chảy, nó tạo thành vũng hàn.
+ Nếu cần thiết, que hàn phụ có thể được đưa vào vũng hàn để bổ sung kim loại.
– Khí trơ bảo vệ vũng hàn khỏi sự oxy hóa và nhiễm bẩn từ không khí.
– Hồ quang điện di chuyển dọc theo mối hàn, vũng hàn nguội và đông đặc lại => tạo thành mối hàn.
3/ Khí trơ bảo vệ:
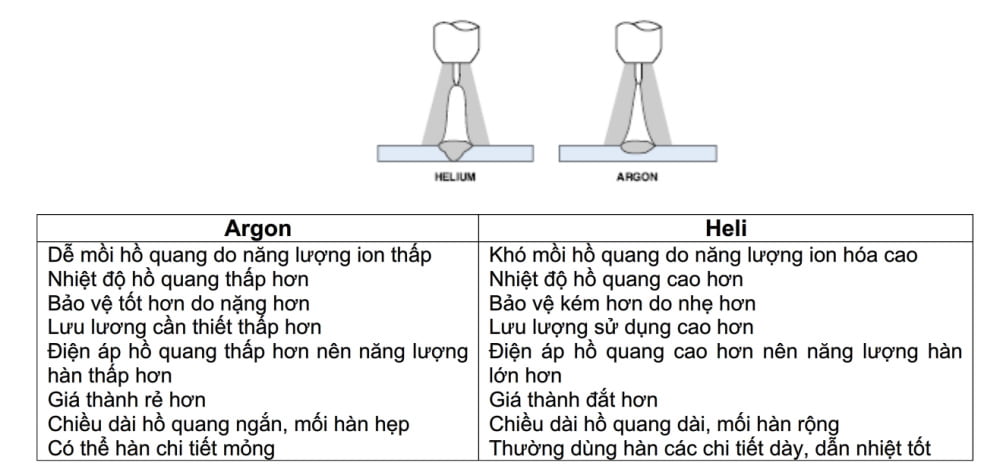
– Khí trơ có vai trò quan trọng trong hàn TIG giúp bảo vệ mối hàn khỏi sự oxy hóa và nhiễm bẩn từ không khí.
– Các loại khí trơ thường được sử dụng: argon, heli hoặc hỗn hợp của chúng.
– Khí trơ được lựa chọn tùy thuộc vào loại vật liệu hàn và yêu cầu chất lượng mối hàn.
>>> Xem thêm: Cách phân biệt hàn tig và hàn mig
Các công nghệ hàn TIG phổ biến
Hàn TIG (Tungsten Inert Gas) có thể được phân loại theo nhiều tiêu chí khác nhau, dưới đây là một số phương pháp phân loại phổ biến:
Phân loại theo dòng điện hàn
1/ Hàn TIG DC (Dòng điện một chiều):
– Sử dụng dòng điện một chiều, thường được sử dụng để hàn thép không gỉ, thép carbon và đồng.
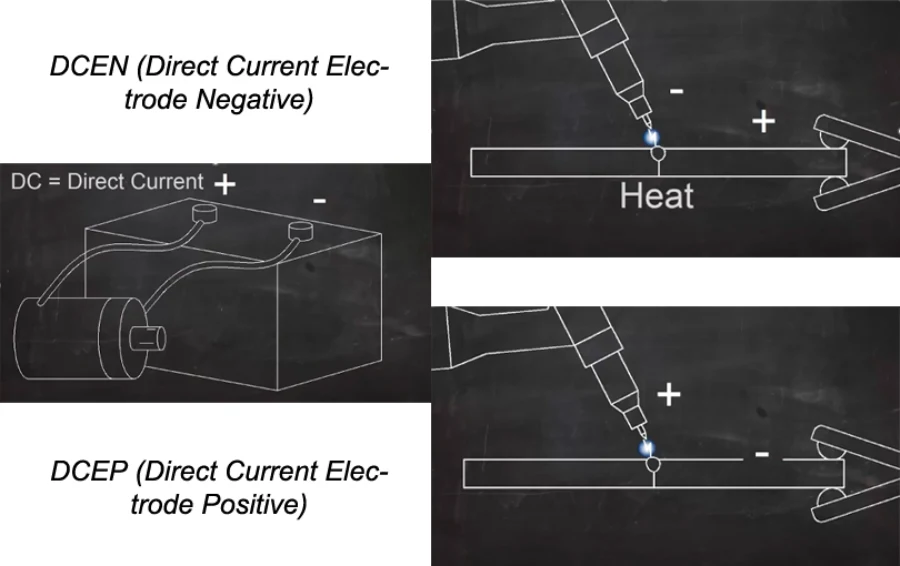
– Có 2 loại:
+ DCEN (Direct Current Electrode Negative): Điện cực âm, vật liệu dương. Loại này tạo ra độ ngấu sâu, thích hợp cho vật liệu dày.
+ DCEP (Direct Current Electrode Positive): Điện cực dương, vật liệu âm. Loại này tạo ra độ làm sạch bề mặt tốt hơn, nhưng độ ngấu nông hơn, ít phổ biến.
2/ Hàn TIG AC (Dòng điện xoay chiều):
– Sử dụng dòng điện xoay chiều, thích hợp cho hàn nhôm và magie.
– Dòng điện xoay chiều giúp phá vỡ lớp oxit trên bề mặt nhôm, tạo ra mối hàn sạch.
3/ Hàn TIG xung (Pulsed TIG):
– Sử dụng dòng điện xung để kiểm soát quá trình hàn, thay đổi giữa dòng điện nền và dòng điện đỉnh.
– Thích hợp cho việc hàn các vật liệu mỏng, hàn ở các vị trí khó và hàn các vật liệu có độ nhạy nhiệt cao.
– Tạo ra hồ quang ổn định, kiểm soát nhiệt tốt, giảm biến dạng nhiệt và mối hàn có chất lượng cao.
Bảng so sánh:
| Tiêu chí | Hàn TIG DC | Hàn TIG AC | Hàn TIG Xung |
| Nguyên lý | – Dòng điện chạy theo một chiều duy nhất. | – Dòng điện đảo chiều liên tục. | – Kết hợp dòng điện cao và dòng điện thấp luân phiên. |
| Vật liệu hàn | – Thép Carbon, Thép không gỉ (Inox), Đồng, Niken, Titan. | – Nhôm, Magie và các hợp kim của chúng. | – Kim loại mỏng, inox, các vật liệu nhạy cảm với nhiệt. |
| Ưu điểm | – Ngấu sâu: Tập trung nhiệt vào vật liệu hàn. – Hồ quang ổn định: Tạo mối hàn chắc chắn. – Chi phí thấp: Phổ biến, giá thành máy DC thường rẻ hơn AC. | – Làm sạch oxit: Phá vỡ lớp oxit bề mặt nhôm, tạo mối hàn sạch và đẹp. – Kiểm soát tốt: Dễ dàng điều chỉnh độ rộng mối hàn. | – Kiểm soát nhiệt: Hạn chế nhiệt lượng tích tụ, giảm biến dạng vật liệu. – Mối hàn mỏng: Tạo mối hàn mỏng, đẹp, ngấu sâu và chắc chắn. – Tốc độ hàn cao: Tăng hiệu quả khi hàn vật liệu mỏng. |
| Nhược điểm | – Không hàn được nhôm. – Không phù hợp vật liệu mỏng. | – Ngấu kém: Nhiệt lượng phân tán ra điện cực và vật liệu. | – Thiết bị phức tạp: Yêu cầu máy hàn có chức năng xung, chi phí cao hơn. – Yêu cầu tay nghề: Đòi hỏi thợ hàn có kinh nghiệm để điều chỉnh tần số và biên độ xung. |
| Ứng dụng | – Hàn ống, kết cấu thép, đồ đạc bằng inox. – Các chi tiết cần mối hàn bền chắc. | – Chế tạo khuôn mẫu nhôm, khung xe. – Các chi tiết nhôm yêu cầu thẩm mỹ cao. | – Hàn chi tiết mỏng, ống dẫn có độ dày nhỏ, đồ thủ công mỹ nghệ, đồ trang sức. |
Phân loại theo phương pháp mồi hồ quang
1/ Hàn TIG quẹt:
– Phương pháp này tạo ra hồ quang bằng cách quẹt điện cực vào vật liệu hàn.
– Đơn giản, nhưng có thể gây ô nhiễm điện cực và vật liệu.
2/ Hàn TIG chạm nhấc:
– Chạm điện cực vào vật liệu, sau đó nhấc lên để tạo hồ quang.
– Phương pháp này rất khó mồi hồ quang.
3/ Hàn TIG cao tần (HF):
– Sử dụng máy phát cao tần để tạo ra hồ quang mà không cần chạm điện cực vào vật liệu.
– Phương pháp này sạch sẽ và dễ dàng, phổ biến nhất.
Quy trình hàn TIG
Quy trình hàn TIG (Tungsten Inert Gas) đòi hỏi sự tỉ mỉ và kỹ thuật cao. Dưới đây là quy trình chi tiết để thực hiện hàn TIG:
Bước 1: Chuẩn bị hàn TIG
1/ Chuẩn bị vật liệu:
- Làm sạch vật liệu cần hàn, loại bỏ bụi bẩn, dầu mỡ, oxit.
- Chuẩn bị que hàn phụ (nếu cần), chọn loại phù hợp với vật liệu.
2/ Chuẩn bị thiết bị:
- Kiểm tra máy hàn TIG, đảm bảo hoạt động tốt.
- Lắp đặt điện cực vonfram vào mỏ hàn, chọn loại và kích thước phù hợp.
- Kiểm tra và điều chỉnh lưu lượng khí bảo vệ (argon, heli hoặc hỗn hợp).
- Chuẩn bị đồ bảo hộ: mặt nạ hàn, găng tay, quần áo bảo hộ.
3/ Thiết lập máy hàn:
- Điều chỉnh dòng điện hàn phù hợp với độ dày vật liệu và loại điện cực.
- Chọn loại dòng điện (DC hoặc AC) tùy thuộc vào vật liệu.
- Điều chỉnh các thông số khác: thời gian khí trễ, độ dốc dòng điện (nếu có).
Bước 2: Thực hiện hàn TIG
1/ Mồi hồ quang:
- Sử dụng phương pháp mồi hồ quang cao tần (HF) hoặc chạm nhấc.
- Giữ mỏ hàn nghiêng khoảng 20 độ so với phương thẳng đứng.
2/ Tạo vũng hàn:
- Đưa hồ quang đến vị trí bắt đầu mối hàn, tạo vũng hàn nóng chảy.
- Giữ khoảng cách giữa điện cực và vật liệu ổn định.

3/ Di chuyển hồ quang:
- Di chuyển mỏ hàn dọc theo đường hàn với tốc độ đều.
- Duy trì hồ quang ổn định và vũng hàn nóng chảy.
4/ Cấp dây hàn phụ (nếu cần):
- Đưa que hàn phụ vào mép trước của vũng hàn, tạo sự liên kết.
- Điều chỉnh tốc độ cấp dây hàn phụ để kiểm soát lượng kim loại.

5/ Kết thúc hàn:
- Giảm dần dòng điện để tránh tạo vết lõm ở cuối mối hàn.
- Giữ mỏ hàn tại vị trí cuối mối hàn trong vài giây để khí bảo vệ làm nguội mối hàn.
- Tắt máy và đóng van khí.
>>> Tham khảo thêm: Hướng dẫn cách hàn TIG inox mỏng chi tiết
Bước 3: Kiểm tra & hoàn thiện
1/ Kiểm tra mối hàn:
- Kiểm tra hình dạng, kích thước và chất lượng mối hàn.
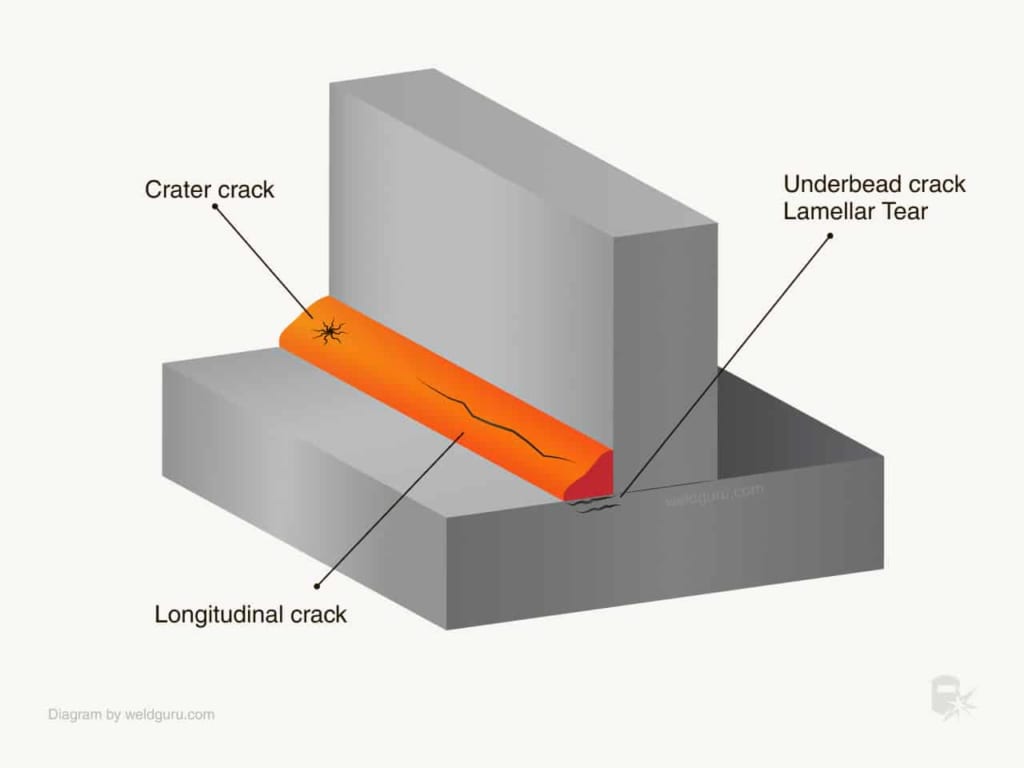
- Kiểm tra các khuyết tật: nứt, rỗ khí, lẫn tạp chất.
>>> Xem thêm: Các phương pháp kiểm tra mối hàn thông dụng
2/ Hoàn thiện mối hàn:
- Loại bỏ xỉ hàn (nếu có).
- Mài nhẵn mối hàn để đạt độ thẩm mỹ yêu cầu.
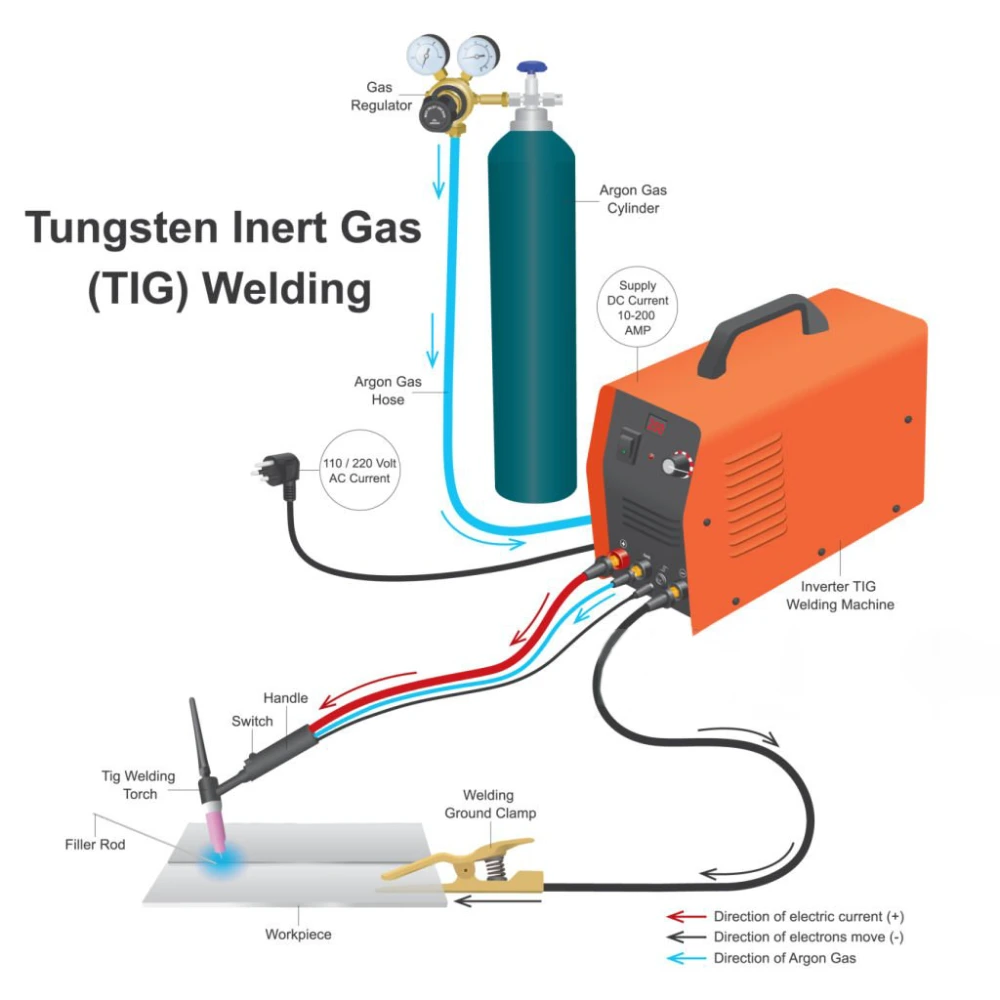
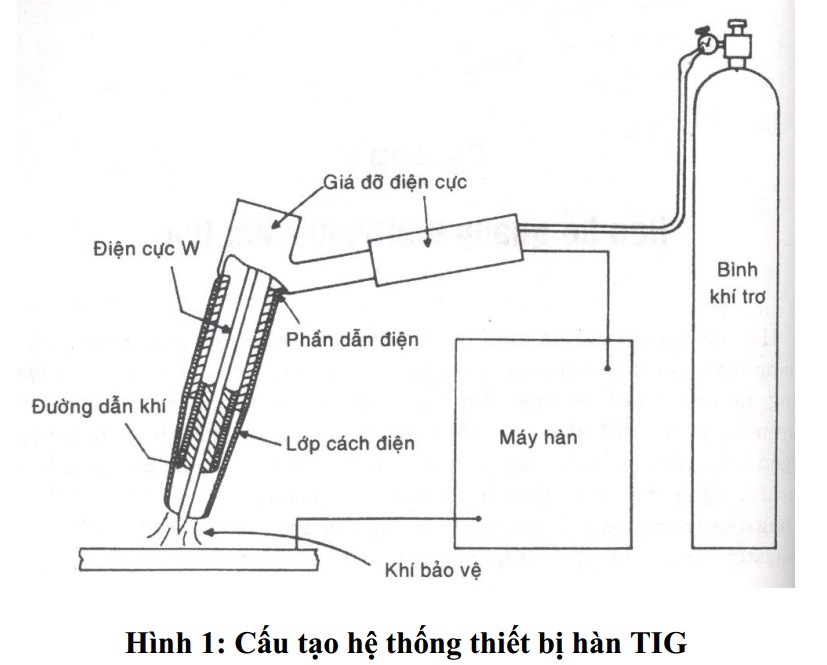
Bộ thiết bị sử dụng khi hàn TIG
Bộ thiết bị sử dụng khi hàn TIG gồm nhiều thành phần quan trọng, đảm bảo quá trình hàn diễn ra an toàn và hiệu quả. Dưới đây là danh sách chi tiết:
1/ Máy hàn TIG: Đây là thiết bị chính, cung cấp dòng điện cần thiết để tạo ra hồ quang hàn.
– Máy hàn TIG có thể là loại dòng điện một chiều (DC) hoặc xoay chiều (AC), hoặc cả hai tùy thuộc vào loại vật liệu cần hàn.
– Các máy hàn hiện đại thường có các tính năng điều chỉnh dòng điện, tần số xung và các thông số khác để tối ưu hóa quá trình hàn.

2/ Mỏ hàn TIG: Là công cụ cầm tay, chứa điện cực vonfram và dẫn khí bảo vệ.
– Mỏ hàn có các bộ phận như:
+ Điện cực vonfram: Tạo ra hồ quang hàn.
+ Đầu kẹp điện cực: Giữ chặt điện cực.
+ Chụp khí: Định hướng dòng khí bảo vệ.
+ Tay cầm: Giúp người thợ điều khiển mỏ hàn dễ dàng.

3/ Điện cực vonfram: Là điện cực không nóng chảy, tạo ra hồ quang hàn.
– Có nhiều loại điện cực vonfram với thành phần, kích thước khác nhau phù hợp với từng loại vật liệu và ứng dụng hàn.

4/ Khí bảo vệ: Có tác dụng bảo vệ vũng hàn khỏi sự oxy hóa và nhiễm bẩn từ không khí.
– Thường là khí argon hoặc heli, hoặc hỗn hợp của 2 loại khí này.
– Bình khí và van điều áp: dùng để chứa và điều chỉnh lưu lượng khí.
5/ Dây hàn phụ (nếu cần): Dùng để bổ sung kim loại vào vũng hàn.
– Chọn loại dây hàn phù hợp với vật liệu hàn.
6/ Thiết bị bảo hộ cá nhân (PPE):
– Mặt nạ hàn: Bảo vệ mắt và mặt khỏi tia lửa điện và bức xạ.
– Găng tay hàn: Bảo vệ tay khỏi nhiệt và tia lửa.
– Quần áo bảo hộ: Bảo vệ cơ thể khỏi tia lửa và nhiệt.
– Giày bảo hộ.
Ứng dụng của công nghệ hàn TIG
Công nghệ hàn TIG (Tungsten Inert Gas) được ứng dụng rộng rãi trong nhiều ngành công nghiệp khác nhau nhờ khả năng tạo ra mối hàn chất lượng cao, độ chính xác và tính thẩm mỹ cao.
1/ Ngành công nghiệp hàng không và vũ trụ:
– Hàn các chi tiết quan trọng của máy bay, tên lửa, tàu vũ trụ, đòi hỏi độ bền và độ chính xác cao.
– Hàn các vật liệu đặc biệt như titan, hợp kim nhôm, thép không gỉ.
2/ Ngành công nghiệp ô tô:
– Hàn các chi tiết của xe ô tô như khung xe, ống xả, bình xăng, và các bộ phận động cơ.
– Hàn các chi tiết bằng nhôm và thép không gỉ.
3/ Ngành công nghiệp đóng tàu:
– Hàn các kết cấu tàu biển, tàu ngầm, đòi hỏi độ bền và khả năng chống ăn mòn cao.
– Hàn các vật liệu như thép không gỉ, nhôm, và hợp kim đồng.
4/ Ngành công nghiệp hóa chất và dầu khí:
– Hàn các đường ống, bồn chứa, và thiết bị chịu áp lực cao, đòi hỏi độ kín và độ bền cao.
– Hàn các vật liệu chống ăn mòn như thép không gỉ và hợp kim niken.
5/ Ngành công nghiệp chế tạo thiết bị y tế:
– Hàn các thiết bị y tế bằng thép không gỉ và titan, đòi hỏi độ chính xác và độ sạch cao.
– Hàn các chi tiết nhỏ và phức tạp.
6/ Ngành công nghiệp chế tạo khuôn mẫu:
– Hàn sửa chữa và chế tạo khuôn mẫu, đòi hỏi độ chính xác và độ thẩm mỹ cao.
– Hàn các chi tiết nhỏ và tinh xảo.
7/ Ngành công nghiệp thực phẩm và đồ uống:
– Hàn các thiết bị chế biến thực phẩm và đồ uống bằng thép không gỉ, đòi hỏi độ sạch và khả năng chống ăn mòn cao.
– Hàn các đường ống và bồn chứa.
8/ Ngành công nghiệp nghệ thuật và trang trí:
– Hàn các tác phẩm nghệ thuật, đồ trang trí, và đồ gia dụng bằng kim loại.
– Tạo ra các mối hàn đẹp và tinh xảo.
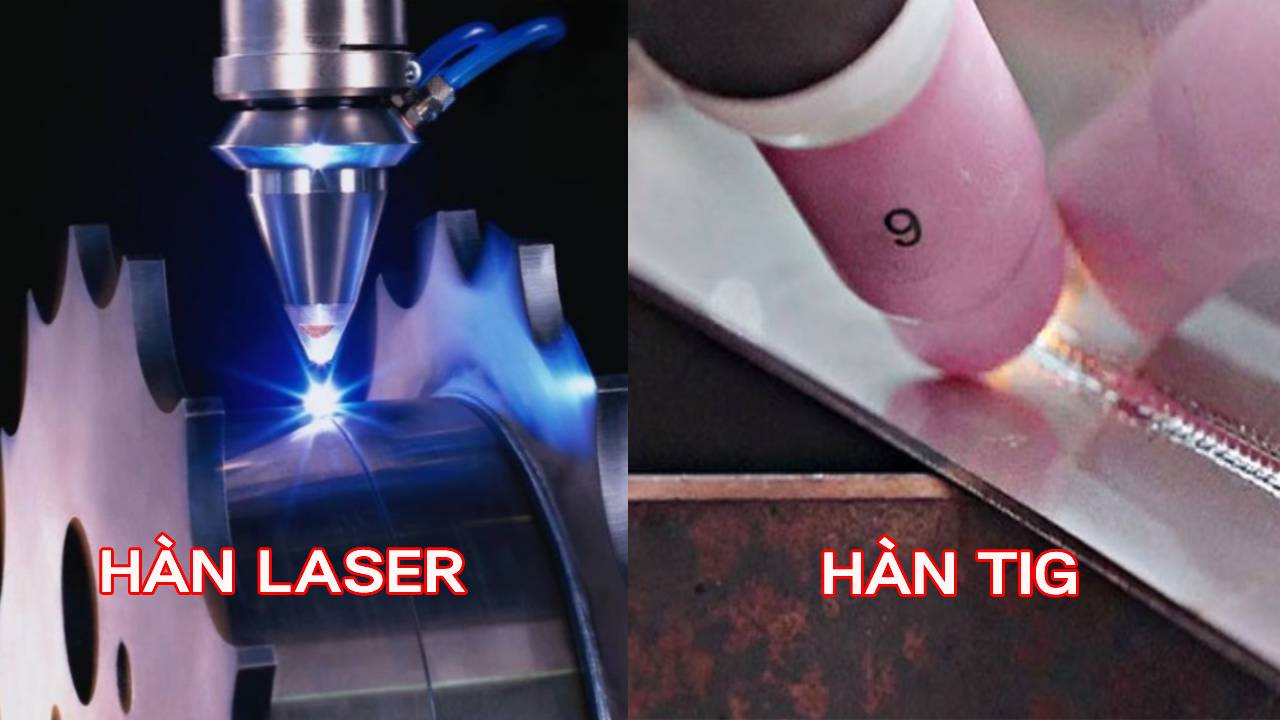
So sánh hàn TIG với hàn Laser
Hàn TIG (Tungsten Inert Gas) và hàn Laser là 2 phương pháp hàn tiên tiến, mỗi loại có những ưu và nhược điểm riêng, phù hợp với các ứng dụng khác nhau. Dưới đây là so sánh chi tiết giữa 2 phương pháp này:
Về nguyên lý hoạt động
– Hàn TIG: Sử dụng hồ quang điện tạo ra giữa điện cực vonfram không nóng chảy và vật liệu hàn. Khí trơ được sử dụng để bảo vệ mối hàn khỏi sự oxy hóa.
– Hàn Laser: Sử dụng chùm tia laser hội tụ để tạo ra nhiệt độ cao, làm nóng chảy và kết nối vật liệu.
So sánh về ưu điểm
– Hàn TIG:
+ Chất lượng mối hàn cao, độ chính xác tốt.
+ Có thể hàn được nhiều loại vật liệu khác nhau, đặc biệt là các vật liệu khó hàn như thép không gỉ, nhôm.
+ Kiểm soát nhiệt tốt, giảm thiểu biến dạng nhiệt.
+ Khả năng hàn vật liệu dầy tốt hơn.
– Hàn Laser:
+ Tốc độ hàn nhanh, năng suất cao.
+ Tập trung nhiệt cao, vùng ảnh hưởng nhiệt nhỏ, giảm thiểu biến dạng.
+ Mối hàn đẹp, thẩm mỹ cao.
+ Hàn được những chi tiết rất nhỏ, và phức tạp.
+ Ít phải gia công sau hàn hơn so với hàn TIG.

So sánh về nhược điểm
– Hàn TIG:
+ Tốc độ hàn chậm hơn so với hàn Laser.
+ Yêu cầu kỹ năng thợ hàn cao.
+ Chi phí đầu tư và vận hành cao.
– Hàn Laser:
+ Chi phí đầu tư ban đầu rất cao.
+ Yêu cầu thiết bị và môi trường làm việc đặc biệt.
+ Khả năng hàn vật liệu dày bị hạn chế.
+ Yêu cầu độ chính xác cao về vị trí các chi tiết cần hàn.
So sánh về ứng dụng
– Hàn TIG:
+ Ứng dụng trong các ngành công nghiệp đòi hỏi chất lượng mối hàn cao như: hàng không vũ trụ, ô tô, đóng tàu, chế tạo thiết bị y tế.
+ Hàn các kết cấu chịu lực lớn, hoặc các vật liệu dày.
– Hàn Laser:
+ Ứng dụng trong các ngành công nghiệp sản xuất hàng loạt, đòi hỏi tốc độ và độ chính xác cao như: điện tử, ô tô, y tế.
+ Hàn các chi tiết nhỏ, mỏng và phức tạp.
+ Hàn những chi tiết đòi hỏi tính thẩm mỹ cao.
Kết luận:
– Hàn TIG phù hợp với các ứng dụng đòi hỏi chất lượng mối hàn cao, khả năng hàn đa dạng vật liệu và kiểm soát nhiệt tốt.
– Hàn Laser phù hợp với các ứng dụng đòi hỏi tốc độ, độ chính xác cao và tính thẩm mỹ.
Hàn TIG là một phương pháp hàn linh hoạt và chất lượng cao, có thể được ứng dụng trong nhiều lĩnh vực công nghiệp khác nhau. Với những ưu điểm vượt trội về chất lượng mối hàn, khả năng kiểm soát và tính thẩm mỹ đã giúp công nghệ hàn TIG trở thành lựa chọn ưu tiên cho nhiều ứng dụng quan trọng.
VNTECH - Đơn vị cung cấp máy móc gia công cơ khí chính hãng, uy tín, đa dạng về chủng loại, đáp ứng mọi nhu cầu sản xuất. Để được tư vấn chi tiết và nhận báo giá tốt nhất, quý khách vui lòng liên hệ theo thông tin bên dưới.

________________
THÔNG TIN LIÊN HỆ
- Địa chỉ văn phòng:
- Địa chỉ Hà Nội: NO-05A23, Khu/Ngõ 1 Nguyễn Khắc Viện, Khu tái định cư Giang Biên, Hà Nội
- Chi Nhánh Đà Nẵng: Lô 11, Khu A4, Nguyễn Sinh Sắc, Hoà Minh, Liên Chiểu, Đà Nẵng
- Chi Nhánh HCM: 43 Đường N2, KP Thống Nhất, Dĩ An, Bình Dương
- SĐT: 0984.537.333
- Email: sale@vntechcnc.vn
- Facebook: https://www.facebook.com/vntechcnc
- Website: https://thietbivntech.vn