Cán dao máy tiện – một bộ phận thiết yếu trong hệ thống dụng cụ cắt, đóng vai trò là cầu nối giữa mảnh cắt và máy tiện. Chức năng chính của nó là kẹp giữ mảnh cắt một cách chắc chắn và định vị chính xác để thực hiện quá trình cắt gọt, đồng thời truyền lực cắt từ mảnh cắt về máy.

Nội dung bài viết
Cán dao máy tiện là gì?
Cán dao máy tiện (Tool Holder) là phần giữ mảnh cắt (lưỡi cắt thực sự của dao) và sau đó được gá vào ụ dao (tool post) hoặc đài dao (turret) của máy tiện. Nó đóng vai trò trung gian, truyền lực cắt và rung động từ mảnh cắt về bàn xe dao và thân máy.

Cán dao máy tiện không chỉ đảm bảo mảnh cắt được giữ chặt và ổn định dưới tác động của lực cắt mà còn định vị mảnh cắt ở vị trí và góc độ chính xác so với phôi. Ngoài ra, nhiều cán dao hiện đại còn có các kênh dẫn dung dịch làm mát trực tiếp đến vùng cắt, tối ưu hóa hiệu quả làm mát và bôi trơn.
>>> Xem thêm máy tiện hiện đại:
- Máy Tiện Đứng CNC VT320 – VT400 – VT600
- Máy Tiện Phay CNC TMC40V, TMC400Y
- Máy Tiện Ngang CNC Cỡ Lớn ATB300E, ATB500, ATB600E
- Máy Tiện Mini CNC SUPER SP28
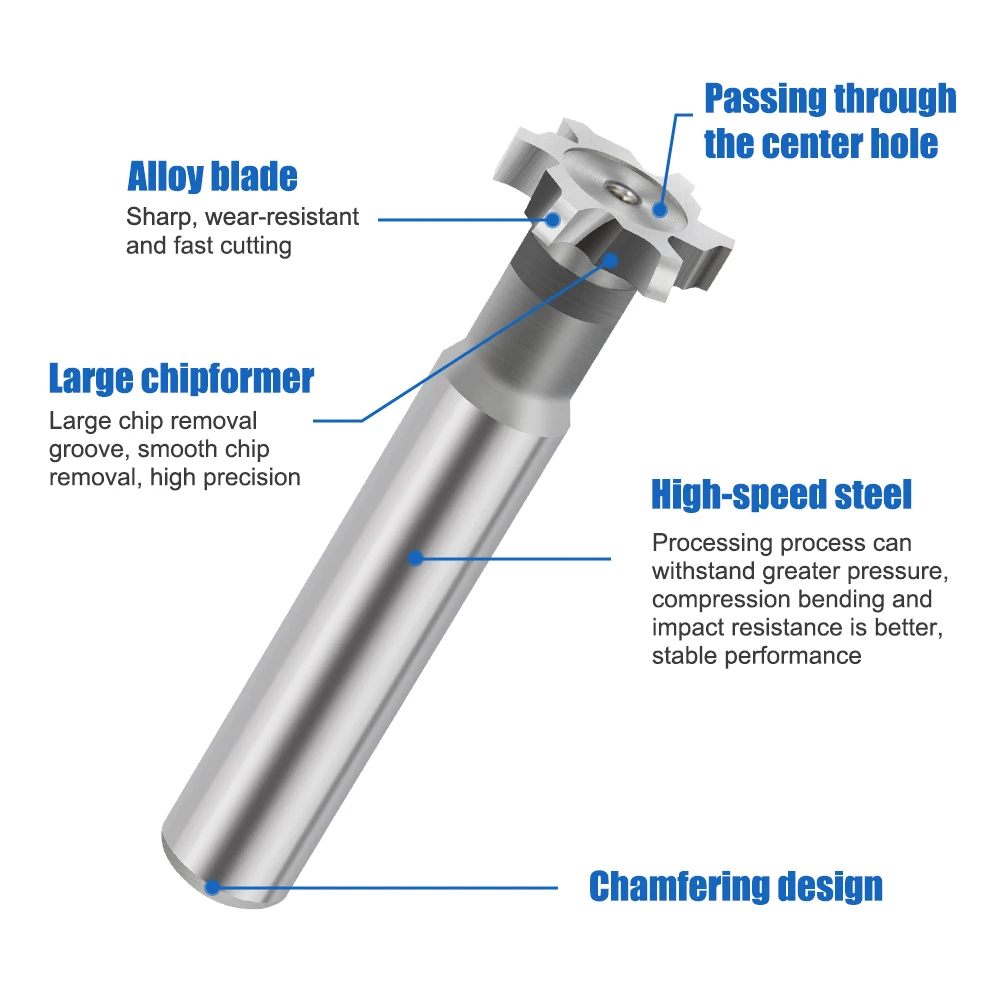
Cấu tạo của cán dao máy tiện
Cán dao máy tiện được thiết kế để chịu lực cắt và rung động, đồng thời đảm bảo việc kẹp mảnh cắt hiệu quả và chính xác.
1. Phần thân cán (Shank/Body): Thường được chế tạo từ thép hợp kim chất lượng cao.
– Hình dạng: Tiết diện thường là hình vuông, hình chữ nhật hoặc hình tròn.
– Kích thước: Tiêu chuẩn hóa để phù hợp với kích thước lỗ kẹp trên đài dao máy tiện.
+ Ví dụ: 16x16mm, 20x20mm, 25x25mm,…
2. Phần đầu cán (Head/Clamping Part):
– Vị trí đặt mảnh cắt: Là phần đặt mảnh cắt, đảm bảo vị trí và góc độ của mảnh cắt so với cán dao.
– Cơ cấu kẹp mảnh cắt (Clamping System): Các phương pháp khác nhau để giữ chặt mảnh cắt vào vị trí:
- Kẹp vít (Screw Clamp): Dùng vít xuyên qua lỗ giữa mảnh cắt và siết vào cán dao.
- Kẹp đòn bẩy (Lever Lock/Clamp): Dùng một đòn bẩy nhỏ ẩn dưới mảnh cắt, khi xoay sẽ đẩy mảnh cắt lên và kẹp chặt.
- Kẹp từ trên xuống (Top Clamp): Dùng một cơ cấu kẹp từ phía trên mảnh cắt, siết chặt bằng vít.
- Kẹp dạng kẹp (Clamp Type): Dùng một thanh kẹp và vít để ép mảnh cắt vào vị trí.
- Hệ thống kẹp nhanh (Quick Change System): Cho phép thay mảnh cắt nhanh hơn và chính xác hơn.

– Tấm đệm (Shim/Anvil) – tùy chọn: Một tấm vật liệu cứng (thường là carbide) đặt dưới mảnh cắt để bảo vệ vị trí đặt mảnh cắt trên cán dao khỏi bị hư hại do lực cắt và nhiệt độ.
>>> Xem thêm: Các loại dao tiện CNC
3. Kênh dẫn dung dịch làm mát (Internal Coolant Channels):
– Nhiều cán dao hiện đại được thiết kế có các kênh dẫn dung dịch làm mát bên trong.
– Chúng dẫn dung dịch làm mát trực tiếp đến vùng cắt (tại mũi dao và mặt thoát phoi), tăng cường hiệu quả làm mát và bôi trơn.
Các loại cán dao tiện
Cán dao máy tiện được phân loại dựa trên một số tiêu chí chính. Việc phân loại này giúp người vận hành và kỹ sư dễ dàng lựa chọn đúng loại cán dao cho từng ứng dụng cụ thể.
Phân loại cán dao theo công dụng
Đây là cách phân loại phổ biến nhất, dựa trên chức năng chính của cán dao trong quá trình gia công:
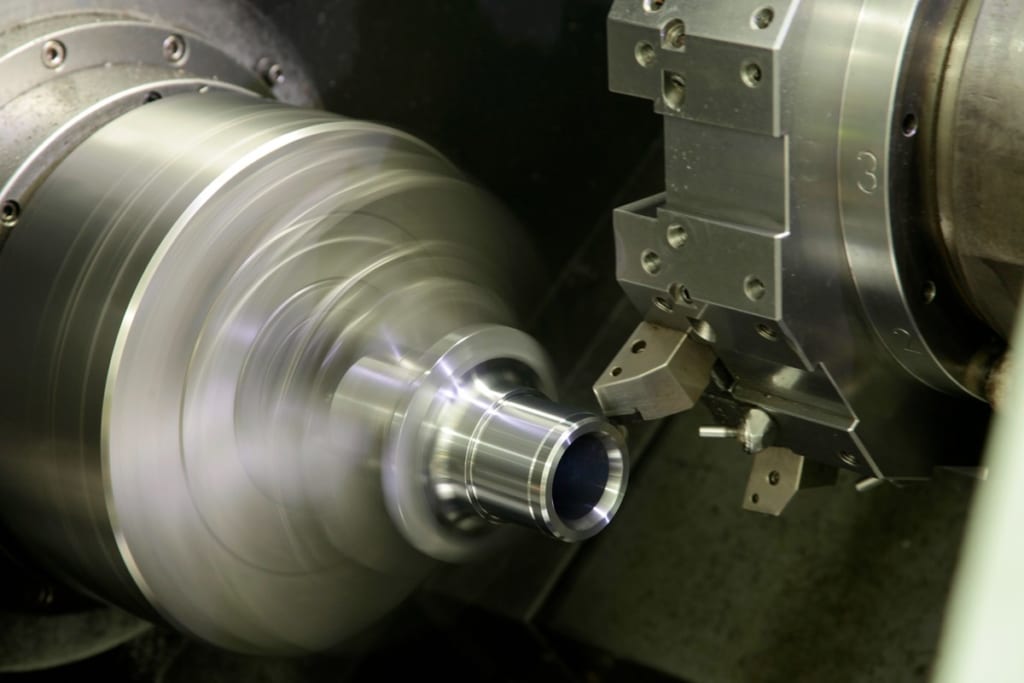
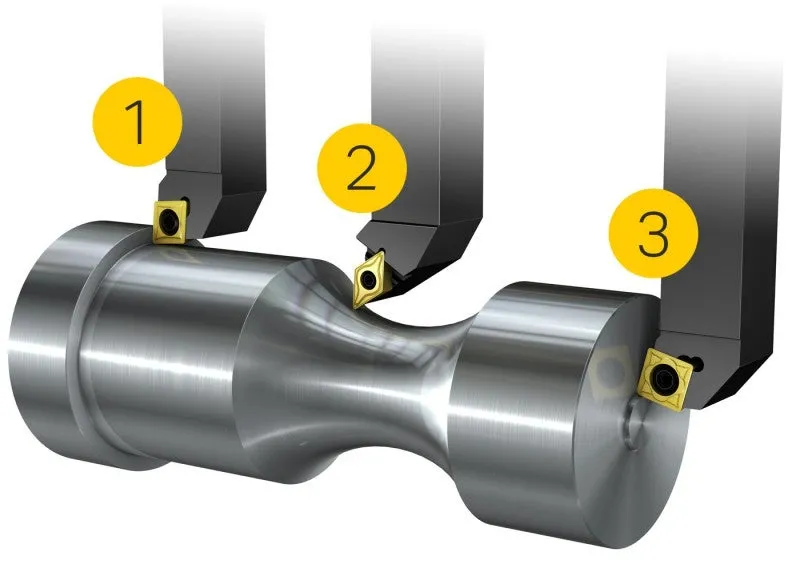
1/ Cán dao tiện ngoài (External Tool Holders): Dùng để tiện các bề mặt trụ bên ngoài của chi tiết.
– Có nhiều góc và hình dạng khác nhau (như cán thẳng, cán cong, cán tiện vai) để phù hợp với các loại mảnh cắt và hướng cắt khác nhau.
2/ Cán dao tiện trong (Internal Tool Holders / Boring Bars): Dùng để gia công các lỗ đã có sẵn trên phôi.
– Thường có hình dạng tròn dài, với đầu gắn mảnh cắt nhỏ để vừa với đường kính lỗ.
– Một số loại có thân bằng carbide hoặc thiết kế chống rung để gia công lỗ sâu, giảm thiểu rung động.

3/ Cán dao cắt đứt/tiện rãnh (Parting/Grooving Tool Holders): Được thiết kế đặc biệt với hình dạng mỏng và dài để phù hợp với các mảnh cắt hẹp.
– Chúng dùng để cắt rời chi tiết khỏi phôi hoặc tạo các rãnh có chiều rộng và chiều sâu xác định.
4/ Cán dao tiện ren (Threading Tool Holders): Chuyên dùng để giữ mảnh cắt ren, đảm bảo góc độ chính xác của profile ren trong quá trình tiện ren.

Phân loại theo hệ thống kẹp mảnh cắt
Hệ thống kẹp là cách cán dao giữ chặt mảnh cắt. Có nhiều phương pháp khác nhau:
1/ Kẹp vít (Screw Clamp): Dùng một vít xuyên qua lỗ giữa mảnh cắt và siết chặt vào cán dao.
2/ Kẹp đòn bẩy (Lever Lock/Clamp): Sử dụng một đòn bẩy nhỏ ẩn dưới mảnh cắt. Khi xoay đòn bẩy, nó sẽ đẩy mảnh cắt lên và kẹp chặt vào cán dao.
3/ Kẹp từ trên xuống (Top Clamp): Dùng một cơ cấu kẹp từ phía trên mảnh cắt, siết chặt bằng vít để giữ mảnh cắt.
4/ Kẹp dạng kẹp (Clamp Type): Sử dụng một thanh kẹp và vít để ép mảnh cắt vào vị trí.
5/ Kẹp ngón cái (Pin Lock): Dùng một chốt (pin) để đẩy mảnh cắt vào vị trí và giữ chặt.
6/ Hệ thống kẹp nhanh (Quick Change System): Một số cán dao được thiết kế đặc biệt để cho phép thay mảnh cắt nhanh hơn và chính xác hơn, tối ưu hóa thời gian thiết lập.
Phân loại theo tiêu chuẩn lắp với máy
Cách cán dao được lắp đặt vào ụ dao hoặc tháp dao của máy tiện:
1/ Thanh vuông tiêu chuẩn (Standard Square/Rectangular Shank): Đây là loại phổ biến nhất.
– Cán dao có tiết diện hình vuông hoặc chữ nhật và được kẹp trực tiếp vào lỗ kẹp trên ụ dao hoặc tháp dao.
2/ Hệ thống kẹp nhanh (Quick Change Tooling): Là các hệ thống tiên tiến hơn, cho phép thay cán dao một cách nhanh chóng và chính xác.
– Các tiêu chuẩn phổ biến bao gồm Capto, KM, HSK-T…
– Giúp giảm đáng kể thời gian thiết lập máy, đặc biệt quan trọng trong sản xuất hiện đại và tự động hóa.
>>> Xem thêm: Báo giá máy tiện cấp phôi tự động
Cách chọn cán dao máy tiện phù hợp
Việc lựa chọn cán dao máy tiện phù hợp là một trong những quyết định then chốt, ảnh hưởng trực tiếp đến hiệu suất cắt gọt, độ chính xác của chi tiết, tuổi thọ dụng cụ và chi phí sản xuất. Dưới đây là các yếu tố chính bạn cần cân nhắc:
1/ Loại mảnh cắt (Insert): Cán dao phải hoàn toàn tương thích với hình dạng, kích thước và độ dày của mảnh cắt.
– Mỗi loại mảnh cắt có một mã ký hiệu riêng (ví dụ: CNMG, DNMG, CCMT)
– Cán dao sẽ được thiết kế để giữ các mã mảnh cắt cụ thể đó.
2/ Nguyên công gia công: Loại hình gia công bạn sẽ thực hiện quyết định kiểu cán dao cần dùng:
– Tiện ngoài (External Turning): Chọn cán dao tiện ngoài với các góc độ và hình dạng phù hợp (ví dụ: cán thẳng, cán cong, cán tiện vai).
– Tiện trong (Internal Turning / Boring): Cán dao tiện trong có thân tròn dài, với đầu gắn mảnh cắt nhỏ phù hợp với đường kính lỗ và chiều sâu cần gia công.
– Cắt đứt/Tiện rãnh (Parting/Grooving): Chọn cán dao có thiết kế mỏng và dài, tương thích với mảnh cắt hẹp.
– Tiện ren (Threading): Cần cán dao được thiết kế để giữ mảnh cắt ren với góc độ chính xác.

3/ Kích thước và công suất máy tiện
Kích thước của thân cán dao (ví dụ: tiết diện vuông 16x16mm, 20x20mm, 25x25mm) phải phù hợp với kích thước lỗ kẹp trên ụ dao hoặc tháp dao của máy tiện.
– Cán dao quá lớn sẽ không lắp vừa.
– Cán dao quá nhỏ có thể gây rung động và giảm độ cứng vững.
4/ Độ cứng vững và ổn định
– Đối với các nguyên công cắt nặng, cắt rung, hoặc khi gia công lỗ sâu (tiện trong), bạn nên chọn cán dao có độ cứng vững cao.
+ Các cán dao tiện trong có thân làm bằng carbide hoặc có hệ thống giảm rung động bên trong là lựa chọn tối ưu.
– Chiều dài nhô ra: Hạn chế chiều dài cán dao nhô ra khỏi ụ dao/tháp dao càng ít càng tốt để tăng độ cứng vững.
5/ Hệ thống làm mát
Nếu máy tiện của bạn có hệ thống làm mát áp lực cao, hãy cân nhắc lựa chọn cán dao có kênh dẫn dung dịch làm mát bên trong (internal coolant channels).
– Các kênh này dẫn dung dịch làm mát trực tiếp đến vùng cắt (mũi dao và mặt thoát phoi).
– Giúp giảm nhiệt độ, bôi trơn hiệu quả hơn và kéo dài tuổi thọ mảnh cắt.

6/ Hệ thống kẹp mảnh cắt
Tùy thuộc vào yêu cầu về độ cứng vững, khả năng thoát phoi và tốc độ thay mảnh cắt, bạn có thể chọn cán dao với các hệ thống kẹp khác nhau như:
– Kẹp vít (Screw Clamp): Đơn giản, hiệu quả cho nhiều ứng dụng.
– Kẹp đòn bẩy (Lever Lock): Cứng vững, che chắn mảnh cắt tốt.
– Kẹp từ trên xuống (Top Clamp): Rất cứng vững, phù hợp cho gia công nặng.
Cách bảo quản cán dao máy tiện
Bảo quản cán dao máy tiện đúng cách giúp kéo dài tuổi thọ và duy trì hiệu suất của cán dao:
– Luôn giữ cán dao sạch sẽ, loại bỏ phoi, dầu mỡ và dung dịch làm mát sau khi sử dụng.
– Đặc biệt chú ý vệ sinh vị trí đặt mảnh cắt và cơ cấu kẹp.
– Kiểm tra định kỳ vị trí đặt mảnh cắt và cơ cấu kẹp xem có bị mòn, biến dạng, nứt hay không.
– Kiểm tra và thay thế vít kẹp nếu bị mòn hoặc hỏng đầu.
– Bảo quản cán dao ở nơi khô ráo, sạch sẽ, có giá đỡ hoặc hộp đựng riêng để tránh va đập, gỉ sét.
– Luôn lắp mảnh cắt và siết chặt vít/cơ cấu kẹp với mô-men xoắn khuyến nghị bởi nhà sản xuất.
– Không siết quá chặt hoặc quá lỏng.
Cán dao máy tiện – bộ phận kẹp mảnh cắt, là cầu nối truyền tải lực cắt đồng thời định vị mảnh cắt với độ chính xác cao. Việc lựa chọn, sử dụng và bảo dưỡng cán dao đúng cách là yếu tố then chốt giúp tối ưu hóa hiệu suất cắt gọt, kéo dài tuổi thọ dụng cụ và đảm bảo chất lượng sản phẩm gia công.
Hãy liện hệ ngay tới VNTECH để được tư vấn chi tiết về giải pháp cấp phôi tự động cho máy tiện CNC.
VNTECH - Đơn vị cung cấp máy móc gia công cơ khí chính hãng, uy tín, đa dạng về chủng loại, đáp ứng mọi nhu cầu sản xuất. Để được tư vấn chi tiết và nhận báo giá tốt nhất, quý khách vui lòng liên hệ theo thông tin bên dưới.

________________
THÔNG TIN LIÊN HỆ
- Địa chỉ văn phòng:
- Địa chỉ Hà Nội: NO-05A23 Khu TĐC Giang Biên, Ngõ 1 Nguyễn Khắc Viện, Phường Việt Hưng, Hà Nội
- Chi Nhánh Đà Nẵng: Lô 11, Khu A4, Nguyễn Sinh Sắc, Hoà Minh, Liên Chiểu, Đà Nẵng
- Chi Nhánh HCM: 43 Đường N2, KP Thống Nhất, Dĩ An, Bình Dương
- SĐT: 0984.537.333
- Email: sale@vntechcnc.vn
- Facebook: https://www.facebook.com/vntechcnc
- Website: https://thietbivntech.vn