Máy phay CNC đã trở thành xương sống của ngành gia công cơ khí hiện đại, mang lại độ chính xác và hiệu suất vượt trội. Một trong những câu hỏi thường gặp là liệu máy phay CNC có thể xử lý các vật liệu cứng như sắt hay không. Có một máy phay sắt chuyên dụng nào trên thị trường không?
Trong bài viết này, VNTECH sẽ chia sẻ tới các bạn toàn bộ thông tin liên quan đến máy phay sắt CNC.
Nội dung bài viết
Máy phay CNC có phay được sắt không?
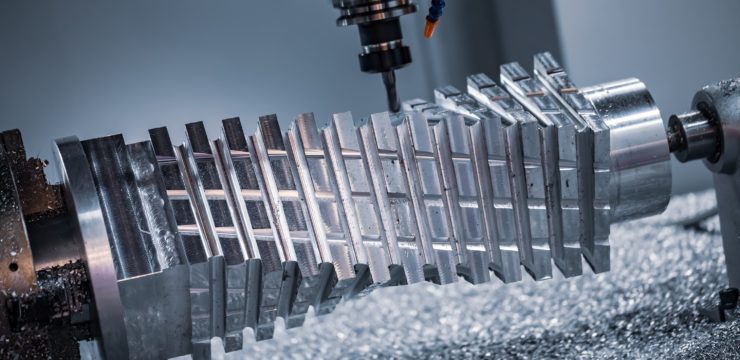
Các trả lời là Có. Máy phay CNC được thiết kế để gia công nhiều loại vật liệu kim loại: sắt, gang, thép carbon và thép hợp kim.

Lý do máy phay CNC có thể gia công sắt:
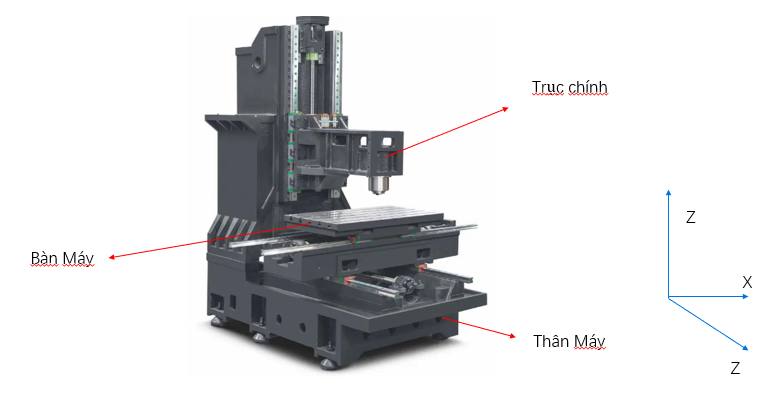
– Kết cấu cứng vững của khung máy, bàn máy và trục chính giúp chúng chịu được lực cắt lớn mà không bị rung động hay biến dạng.
– Trục chính công suất lớn, cung cấp đủ mô-men xoắn để cắt gọt sắt một cách hiệu quả.
– Hệ thống điều khiển số hóa (CNC) kiểm soát tuyệt đối các thông số cắt đảm bảo độ chính xác, chất lượng bề mặt cao nhất.
– Máy phay CNC tự động phay thô, loại bỏ vật liệu thừa, phay tinh với dung sai chặt chẽ, giúp nâng cao năng suất.
Máy phay CNC được ứng dụng rộng rãi để gia công sắt trong nhiều lĩnh vực như: sản xuất khuôn mẫu, chi tiết động cơ, linh kiện ô tô, phụ tùng máy móc công nghiệp,…
>>> Xem thêm các loại máy phay CNC:
- Máy khoan phay CNC SE855
- Máy gia công phay giường CNC
- Máy phay mini CNC 3 trục
- Máy phay 2 đầu
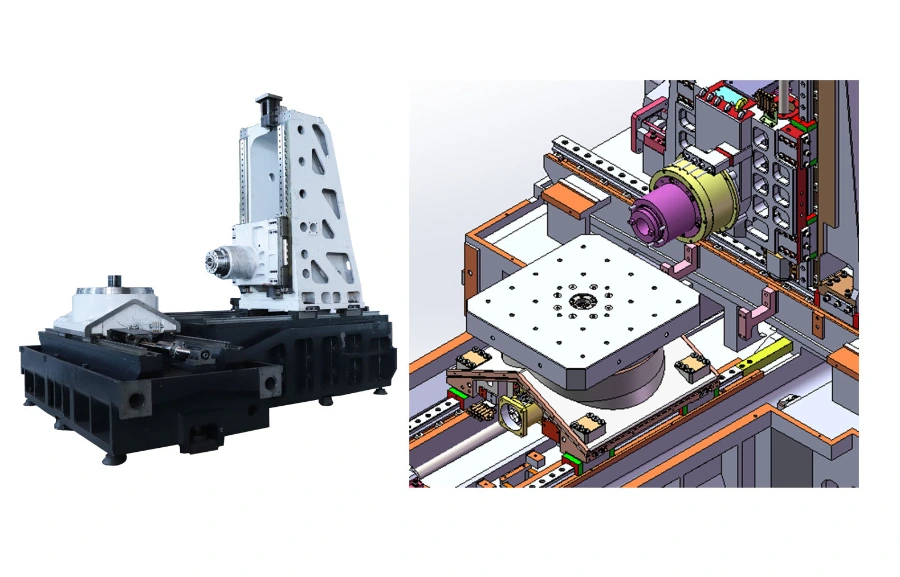
Đặc điểm của máy phay sắt
Để có thể gia công sắt, máy phay sắt CNC cần phải có những đặc tính kỹ thuật vượt trội:
1/ Độ cứng vững ổn định: Đây là yếu tố quan trọng hàng đầu.
– Máy phay sắt cần có khung máy và thân máy được đúc từ gang cường lực hoặc thép nặng, kết cấu vững chắc để hấp thụ tối đa rung động.
– Sự ổn định này giúp đảm bảo độ chính xác của chi tiết và kéo dài tuổi thọ của dao cụ.
– Sử dụng ray trượt vuông thay vì ray trượt bi để đảm bảo chuyển động mượt mà, chính xác và giảm thiểu độ rơ.
2/ Trục chính mạnh mẽ, công suất cao, mô-men xoắn lớn.
– Thiết kế với ổ bi có khả năng chịu tải nặng để chống lại lực cắt lớn, đảm bảo độ chính xác và giảm rung động.
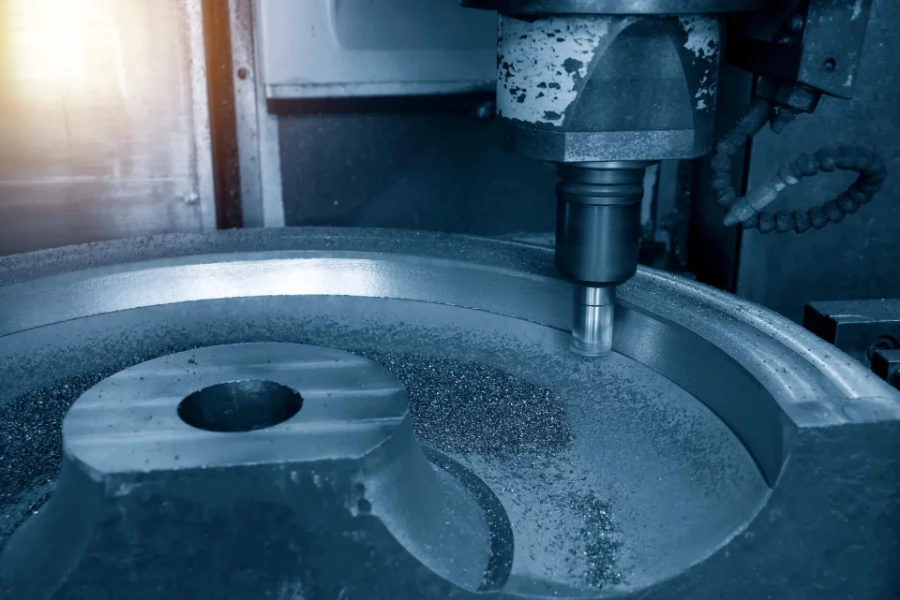
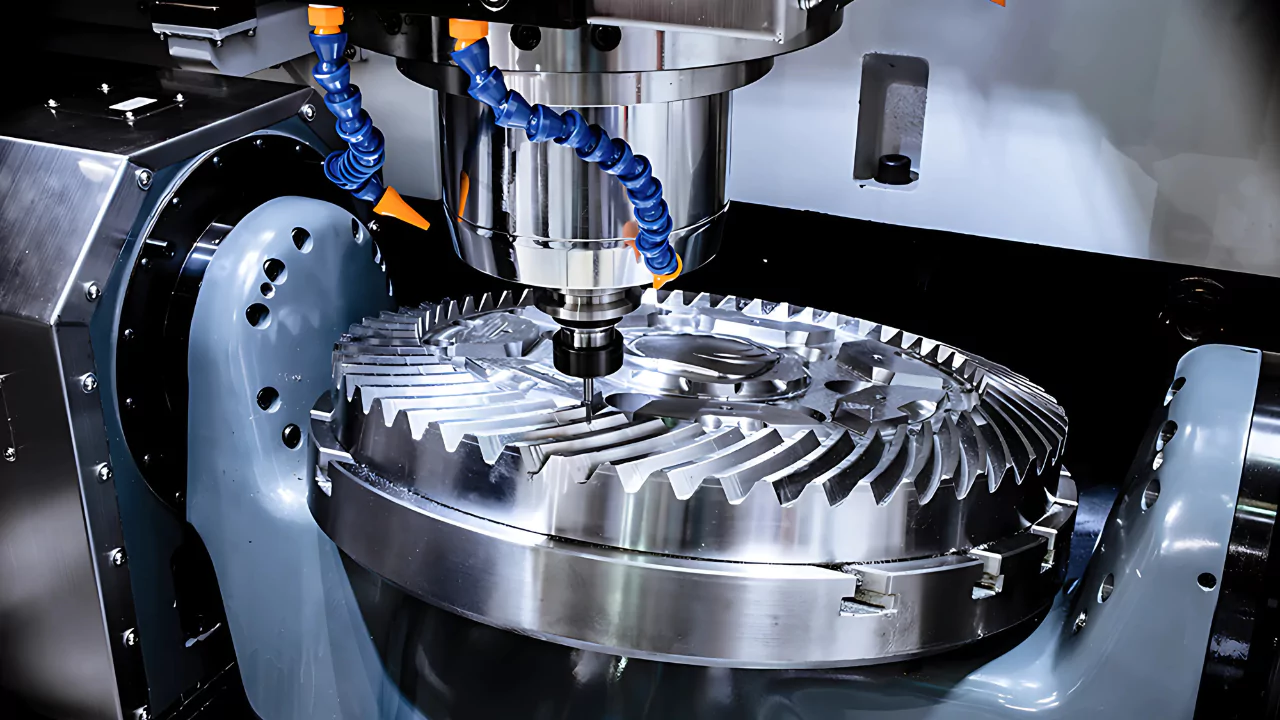
3/ Hệ thống làm mát hiệu quả
– Gia công sắt sinh ra lượng nhiệt rất lớn.
– Hệ thống làm mát cần có bơm công suất mạnh để cung cấp dung dịch tưới nguội với áp lực cao.
=> Giúp tản nhiệt hiệu quả, bôi trơn vùng cắt, cuốn phoi và kéo dài tuổi thọ dao.
– Đối với các ứng dụng khoan sâu, tùy chọn làm mát qua lỗ dao sẽ làm mát trực tiếp đầu dao giúp cải thiện đáng kể hiệu suất và thoát phoi.

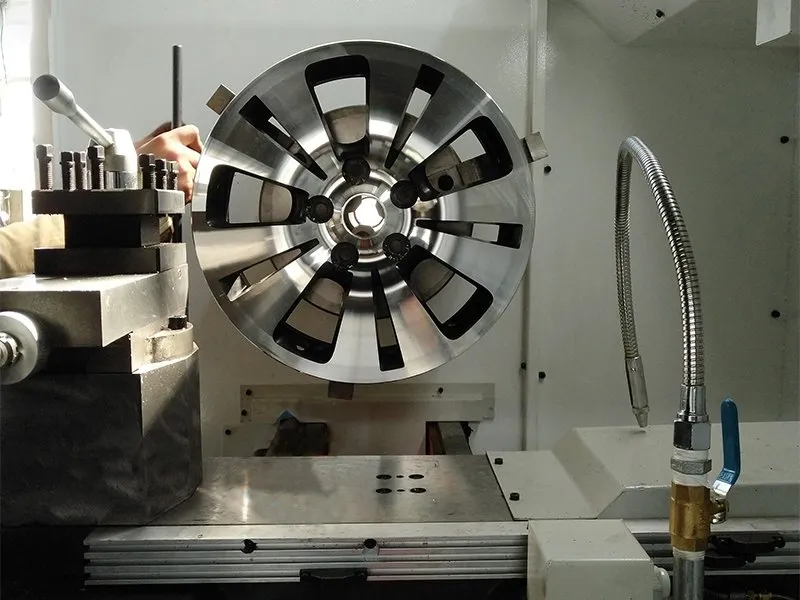
4/ Hệ thống kẹp phôi và bàn máy vững chắc
– Bàn máy cần được làm từ vật liệu cứng, có khả năng chịu tải trọng lớn của phôi sắt và đồ gá.
– Máy phải có khả năng tương thích với các loại ê tô, kẹp phôi hoặc đồ gá chuyên dụng có lực kẹp lớn, đảm bảo phôi không bị dịch chuyển hay rung động trong quá trình gia công.

5/ Khả năng quản lý phoi tốt
– Máy cần được thiết kế để phoi dễ dàng thoát ra ngoài, tránh tích tụ gây tắc nghẽn hoặc làm hỏng dao.
– Đối với các máy công nghiệp, băng tải phoi tự động là một tính năng quan trọng giúp quá trình gia công không bị gián đoạn.
6/ Độ chính xác và độ lặp lại cao
– Máy phay sắt CNC có độ chính xác cao trong từng chuyển động.
– Khả năng lặp lại vị trí tuyệt vời để đảm bảo các chi tiết sản xuất ra đồng nhất.
>>> Xem thêm: So sánh phay CNC và tiện CNC
7/ Hệ thống điều khiển CNC tiên tiến
– Bộ điều khiển CNC có khả năng xử lý nhanh, ổn định và cung cấp đầy đủ các chức năng lập trình.

Những lưu ý khi sử dụng máy phay sắt CNC
Để tối ưu hóa quá trình phay sắt, đạt được hiệu suất cao nhất và bảo vệ cả máy lẫn dao cụ, cần tuân thủ những nguyên tắc sau:
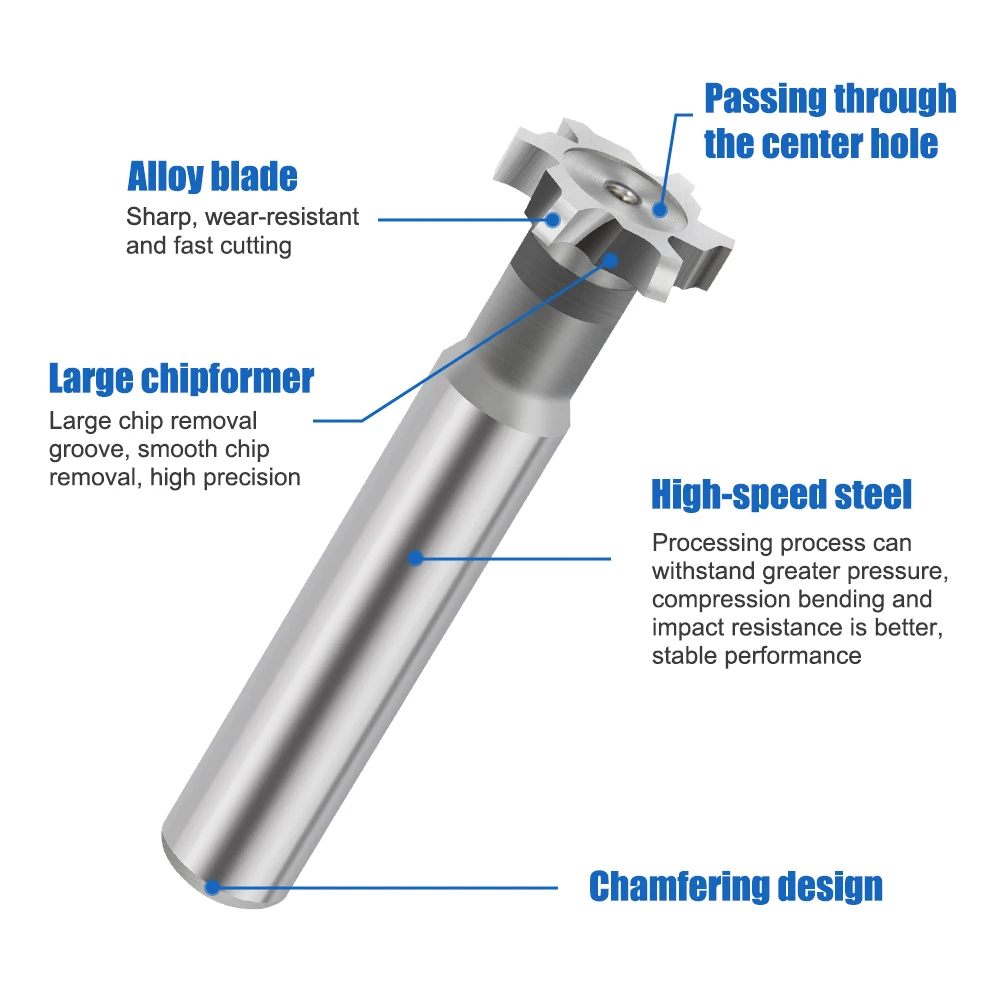
1. Lựa chọn dao phay phù hợp:
– Vật liệu dao: Hầu hết dao phay sắt được làm từ Carbide (hợp kim cứng).
+ Với các vật liệu siêu cứng, có thể dùng dao PCD (Polycrystalline Diamond) hoặc CBN (Cubic Boron Nitride).
– Lớp phủ: TiN (Titanium Nitride), TiAlN (Titanium Aluminum Nitride), AlTiN (Aluminum Titanium Nitride).
– Hình dạng và số lưỡi cắt:
+ Phay thô: Thường dùng dao có ít lưỡi cắt hơn (2-4 lưỡi) với rãnh thoát phoi lớn để loại bỏ vật liệu nhanh.
+ Phay tinh: Dùng dao có nhiều lưỡi cắt hơn (4-6 lưỡi trở lên) để đạt độ mịn bề mặt cao.
+ Góc xoắn: Góc xoắn của lưỡi cắt cũng ảnh hưởng đến quá trình thoát phoi và lực cắt.
+ Đường kính và chiều dài dao: Chọn dao có đường kính và chiều dài phù hợp với độ cứng vững cần thiết và chiều sâu gia công. Dao càng ngắn, đường kính càng lớn thì độ cứng vững càng cao, ít rung động hơn.

2. Tối ưu thông số cắt:
– Tốc độ cắt:
+ Tốc độ cắt cao hơn giúp gia công nhanh hơn nhưng cũng làm tăng nhiệt độ và mòn dao nhanh hơn.
+ Thông số này phụ thuộc vào vật liệu gia công, vật liệu dao và loại lớp phủ.
– Tốc độ trục chính: Tính toán từ tốc độ cắt và đường kính dao (n = Vc * 1000 / (π * D)).
– Bước tiến dao:
+ Fz (mm/răng): Khoảng cách dao di chuyển cho mỗi lưỡi cắt sau mỗi vòng quay.
+ Fm (mm/phút): Khoảng cách dao di chuyển mỗi phút (Fm = Fz * z * n, với z là số lưỡi cắt).
+ Bước tiến quá nhỏ có thể gây ra hiện tượng mài dao thay vì cắt, giảm tuổi thọ dao.
+ Bước tiến quá lớn có thể gây gãy dao hoặc bề mặt gia công thô.
– Chiều sâu cắt: Chiều sâu cắt theo hướng trục Z (từ trên xuống).
– Chiều rộng cắt: Chiều rộng cắt theo hướng trục X hoặc Y.
3. Sử dụng hệ thống làm mát hiệu quả:
– Chức năng: Làm mát dao và chi tiết, bôi trơn để giảm ma sát, cuốn trôi phoi ra khỏi vùng cắt.
– Loại dung dịch: Thường sử dụng dung dịch nước tưới nguội pha dầu hoặc dầu cắt gọt nguyên chất.
– Phương pháp: Tưới nguội trực tiếp bằng vòi phun mạnh, phun sương hoặc làm mát qua lỗ dao.
4. Kẹp phôi chắc chắn:
– Đảm bảo phôi được kẹp chặt tuyệt đối trên bàn máy.
– Chọn loại ê tô hoặc đồ gá có khả năng kẹp mạnh mẽ và phù hợp với hình dạng của phôi.
5. Quản lý phoi:
– Sử dụng áp lực nước tưới nguội cao để cuốn phoi đi.
– Lập trình các đường chạy dao giúp phoi thoát dễ dàng hơn.
– Sử dụng hệ thống băng tải phoi tự động nếu có thể.
Kinh nghiệm khi phay sắt bằng máy CNC
Dưới đây là một số mẹo và kinh nghiệm giúp bạn tối ưu hóa quy trình khi sử dụng máy phay sắt CNC:
1/ Luôn bắt đầu với các thông số cắt do nhà sản xuất dao khuyến nghị.
2/ Âm thanh của quá trình cắt:
– Âm thanh đều, ổn định: Cho thấy quá trình cắt diễn ra tốt.
– Âm thanh rít, chói tai: Có thể do dao bị mòn, tốc độ cắt quá cao, hoặc rung động.
– Âm thanh nặng nề, ì ạch: Có thể do bước tiến quá lớn, dao bị kẹt phoi, hoặc công suất trục chính không đủ.
3/ Quan sát phoi:
– Phoi hình chữ C hoặc xoắn ốc đều: Cho thấy dao đang cắt hiệu quả và thoát phoi tốt.
– Phoi vụn, nhỏ li ti: Có thể do tốc độ tiến dao quá thấp, dao bị mòn, hoặc vật liệu quá cứng, dẫn đến ma sát nhiều và mòn dao nhanh.
– Phoi đổi màu (xanh, tím): Cho thấy nhiệt độ quá cao, cần điều chỉnh thông số cắt hoặc tăng cường làm mát.
4/ Kiểm tra độ mòn dao:
– Nên kiểm tra lưỡi cắt thường xuyên và thay dao khi cần thiết, đừng cố gắng sử dụng dao đã mòn quá mức.
5/ Đặt tay lên bàn máy hoặc chi tiết (khi an toàn và máy không hoạt động) để cảm nhận độ rung.
– Rung động quá mức là dấu hiệu của vấn đề: kẹp phôi không chắc, dao mòn, thông số cắt không phù hợp.
6/ Mỗi loại vật liệu sắt (gang, thép carbon, thép hợp kim, v.v.), mỗi máy và mỗi loại dao đều có những đặc tính riêng.
– Nên ghi chép lại các thông số cắt đã thử nghiệm, kết quả đạt được để xây dựng thư viện kinh nghiệm cho riêng mình.
7/ Nếu phôi không được kẹp chặt, hoặc đồ gá yếu, toàn bộ hệ thống sẽ bị rung động, ảnh hưởng tiêu cực đến quá trình gia công.

Gia công sắt bằng máy phay CNC là một quy trình đòi hỏi sự kết hợp giữa kiến thức kỹ thuật, kinh nghiệm thực tế và sự tỉ mỉ. Bằng cách lựa chọn đúng dao cụ, tối ưu hóa các thông số cắt, đảm bảo hệ thống làm mát hiệu quả và chú ý đến các yếu tố thực tiễn, bạn hoàn toàn có thể khai thác tối đa tiềm năng của máy phay sắt CNC để sản xuất ra các chi tiết sắt chất lượng cao, đáp ứng mọi yêu cầu khắt khe nhất của ngành công nghiệp hiện đại.
VNTECH - Đơn vị cung cấp máy móc gia công cơ khí chính hãng, uy tín, đa dạng về chủng loại, đáp ứng mọi nhu cầu sản xuất. Để được tư vấn chi tiết và nhận báo giá tốt nhất, quý khách vui lòng liên hệ theo thông tin bên dưới.

________________
THÔNG TIN LIÊN HỆ
- Địa chỉ văn phòng:
- Địa chỉ Hà Nội: NO-05A23 Khu TĐC Giang Biên, Ngõ 1 Nguyễn Khắc Viện, Phường Việt Hưng, Hà Nội
- Chi Nhánh Đà Nẵng: Lô 11, Khu A4, Nguyễn Sinh Sắc, Hoà Minh, Liên Chiểu, Đà Nẵng
- Chi Nhánh HCM: 43 Đường N2, KP Thống Nhất, Dĩ An, Bình Dương
- SĐT: 0984.537.333
- Email: sale@vntechcnc.vn
- Facebook: https://www.facebook.com/vntechcnc
- Website: https://thietbivntech.vn