Nhiều thập kỷ trước, bộ phận phanh nhấn điển hình của một cửa hàng công việc phụ thuộc rất nhiều vào những người thiết lập, những người có thể đọc bản thiết kế, xác định mặt phẳng chính xác, chày và khuôn chính xác cũng như trình tự chấn chính xác. Họ thường mang theo những cuốn sổ ghi chép đầy đủ các ghi chú công việc, các phép tính uốn cong và những dòng viết nguệch ngoạc khác.
Những người giỏi nhất trong số họ tập hợp các bảng thiết lập chi tiết chính xác những công cụ nào sẽ đi đến đâu và theo hướng nào dọc theo bệ phanh. Công việc có nhạy cảm với hướng thớ gỗ hay có thể nhạy cảm với sự thay đổi độ dày nhỏ? Các bảng thiết lập tốt nhất ghi lại tất cả những điều này và hơn thế nữa—tất nhiên cho đến khi chúng bị mất.
Phanh báo chí cũ với bộ nhớ hạn chế nên việc lưu chương trình trở nên khó khăn. Khi nhấn phanh hoặc sắp xếp mọi người rời đi để đến những đồng cỏ xanh hơn, họ thường mang theo kiến thức về việc điều hành các công việc cụ thể. Rất nhiều thông tin không bao giờ được phân phối. Khi những công việc đó xuất hiện trở lại theo lịch trình, dây dẫn phanh báo chí mới phải bắt đầu từ hình vuông.
So sánh điều này với một nhà chế tạo tiến bộ tận dụng tối đa lập trình và mô phỏng uốn ngoại tuyến. Các bộ phận được thiết kế dựa trên công cụ có sẵn, với các tính toán uốn không khí được thực hiện dựa trên chiều rộng khuôn thực tế mà người vận hành phanh sẽ sử dụng. Kiến thức không bị khóa. Tất cả đều được ghi lại, có thể truy cập và mô phỏng để tất cả mọi người cùng xem.
Mô phỏng uốn cong ngoại tuyến chưa được hiển thị rõ ràng như các cải tiến phanh ép khác như máy thay dao tự động (ATC) và chấn bằng rô-bốt. Một robot uốn hết phần này đến phần khác trong một thiết lập phức tạp trông cực kỳ ấn tượng. Tuy nhiên, vì hầu hết các nhà chế tạo đều sống trong một thế giới sản xuất có sự kết hợp sản phẩm cao, nên việc tự động hóa như vậy sẽ không thực tế nếu không có phần mềm lập trình và mô phỏng ngoại tuyến.
Sự ra đời của lập trình ngoại tuyến đã thay đổi quỹ đạo của chấn chính xác hiện đại. Nó đã giúp nhiều người biến các thiết lập phần đầu tiên, phần tốt thành hiện thực. Chắc chắn, quy tắc 80-20 vẫn được áp dụng; 20% (hoặc ít hơn) công việc yêu cầu can thiệp thủ công để phát triển các thiết lập tốt. Tuy nhiên, các bộ phận điển hình được mô phỏng và lập trình tốt đến mức chúng yêu cầu rất ít nếu có bất kỳ sự điều chỉnh nào ở phanh nhấn. Thành tích như vậy đã có tác động lan tỏa khắp ngành công nghiệp kim loại tấm chính xác.
Nội dung bài viết
Sự phát triển phần mềm
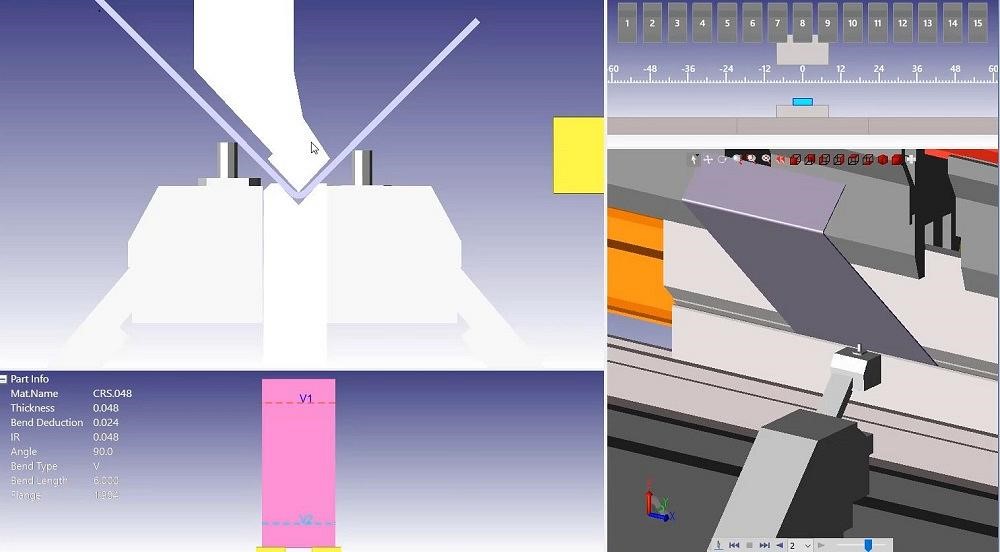
Phần mềm uốn ngoại tuyến đã đi được một chặng đường dài. Những lần lặp lại đầu tiên giống như lập trình phanh ép thủ công, chỉ trong môi trường ảo. Người lập trình phải nhập loại vật liệu, độ dày, góc uốn, bán kính, sau đó chỉ định dụng cụ.
Lần lặp tiếp theo giới thiệu tính năng tự động hóa lập trình uốn, với các chương trình phát triển phần mềm, thực hiện các thử nghiệm khả thi và kiểm tra mọi khu vực có vấn đề tiềm ẩn, tất cả đều sử dụng kho công cụ hiện tại của cửa hàng. Các lập trình viên vẫn thay đổi và tùy chỉnh một số chương trình nhất định, đặc biệt là những chương trình phức tạp nhất, nhưng tự động hóa phần mềm đảm bảo rằng họ không dành cả ngày cho sự đơn điệu, lập trình hết phần đơn giản này đến phần đơn giản khác.
Về các thử nghiệm khả thi, phần mềm bắt đầu chỉ ra rằng chiều rộng khuôn quá hẹp so với độ dày vật liệu đã chọn. Nó cũng bắt đầu tìm kiếm các va chạm tiềm ẩn với các dụng cụ và thước đo phía sau, bao gồm cả các chốt kéo phía sau giúp tạo khoảng trống nếu cần trong chu trình uốn cong. Và nó đã kiểm tra độ dài mặt bích tối thiểu, với đồ họa hiển thị cạnh trượt vào khoang khuôn (một công cụ học tập và giao tiếp tốt để nhấn mạnh lý do tại sao việc duy trì mặt bích tối thiểu lại quan trọng đến vậy).
Phần mềm mới nhất tự động lập trình cả từng bộ phận cũng như hàng loạt bộ phận. Hãy coi nó giống như sự lồng ghép động cho phanh nhấn. Một lập trình viên có thể tải nhiều tệp cho một tổ hợp và chương trình xác định cách tốt nhất để “phân nhóm” các công việc khác nhau bằng cách sử dụng một bố cục công cụ theo giai đoạn chung. Sau đó, hệ thống sẽ đưa ra cho người lập trình các tùy chọn khác nhau.
Ví dụ: một lập trình viên có thể tải các tệp cho 10 phần và sau khi chạy một thuật toán, phần mềm sẽ xác định một thiết lập theo giai đoạn cho năm phần đó, một thiết lập khác để xử lý ba phần khác và một thiết lập khác để xử lý hai phần còn lại. Lập trình viên chọn cái nào phù hợp nhất và người lập kế hoạch lên lịch cho các bộ phận để sản xuất.
Việc trộn như vậy áp dụng cho máy ép phanh thủ công cũng như máy ATC. Và chắc chắn, việc tìm kiếm các thiết lập chung cho nhiều bộ phận có thể ít quan trọng hơn trên ATC. Nhưng nếu việc uốn theo trình tự như vậy không tạo ra công việc đang xử lý không cần thiết ở phía dưới, tại sao không giảm bớt vài phút thiết lập giữa các bộ phận khác nhau? Suy cho cùng, khi ram không tạo thành các bộ phận tốt thì máy sẽ không kiếm được tiền.
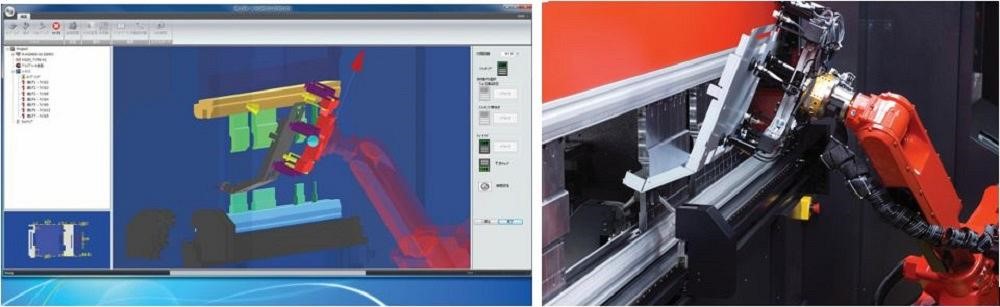
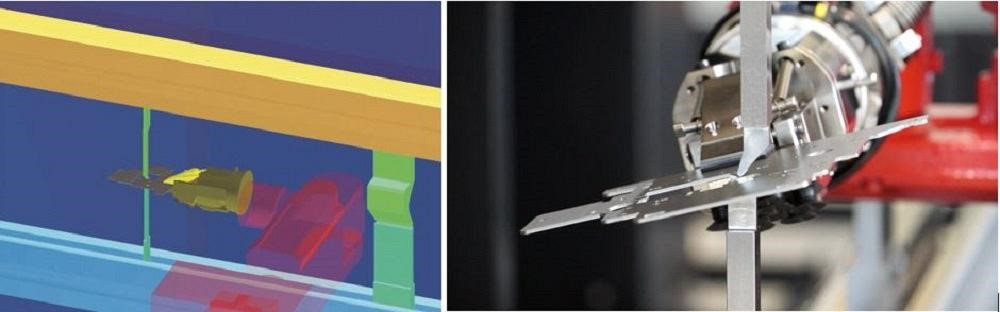
Phần mềm tương tự có sẵn cho các ô uốn của robot, mô phỏng không chỉ phần uốn mà còn cả cách robot nắm và thao tác các bộ phận giữa các phần uốn, sau đó xếp chúng lên pallet, trong thùng hoặc trên băng tải. Một ô có thể tạo thành các bộ phận khác nhau của tổ hợp theo trình tự, điều chỉnh tự động hóa theo quy trình bộ phận dựa trên bộ công cụ.
Khách hàng trả tiền cho những gì
Khách hàng không phải trả tiền cho thời gian mà ram phanh báo chí không hoạt động và họ cũng không trả tiền cho việc thiết lập hoặc thử các bộ phận. Lập trình ngoại tuyến loại bỏ (hoặc ít nhất là giảm thiểu) các hoạt động này trong cửa hàng một cách hiệu quả. Tuy nhiên, làm thế nào để người mới tập nhấn phanh học? Xét cho cùng, những người vận hành mới thường bắt đầu với những thiết lập đơn giản đó, những thiết lập chỉ yêu cầu một bộ công cụ. Họ tìm hiểu cách uốn cong bán kính bên trong trong không khí theo tỷ lệ phần trăm của chiều rộng khuôn và cách hình thành góc tùy thuộc vào độ sâu thâm nhập của chày vào không gian khuôn.
Họ tìm hiểu cách kim loại giãn ra trong quá trình uốn và cách suy ra độ giãn để bù đắp cho độ giãn dài đó. Họ tìm hiểu về lò xo hồi phục, về những thách thức khi uốn gần các lỗ và các chi tiết, về những thay đổi nhỏ về độ dày vật liệu có thể khiến cờ lê đạt được độ chính xác khi uốn như thế nào. Họ học tất cả những điều này thông qua trải nghiệm thực tế và bằng cách điền vào sổ tay những phép tính uốn cong. Với phần mềm hiện đang thực hiện hầu hết các công việc toán học nặng nhọc, bậc thầy uốn cong của ngày mai sẽ như thế nào?
Con đường sự nghiệp mới
Khi một nhà chế tạo chuyển sang lập trình uốn cong ngoại tuyến, những người thiết lập có kinh nghiệm nhất của xưởng thường trở thành lập trình viên trưởng. Quá trình chuyển đổi không quá rõ ràng như bạn nghĩ. Sử dụng phần mềm chấn ngoại tuyến hiện đại cũng giống như vận hành một máy chấn ảo. Những lập trình viên giàu kinh nghiệm biết chấn cũng biết trình tự chấn và các chi tiết công việc khác mà người vận hành cửa hàng ưa thích.
Phần mềm kết hợp với máy móc hiện đại đã cho phép những người có trình độ kém hơn làm việc hiệu quả hơn. Chúng ít có khả năng bị uốn cong mặt bích về phía sau, ít có khả năng bị lạc giữa một bộ phận bán phức tạp. Bây giờ họ có thể xem mô phỏng đồ họa trên bộ điều khiển, căn chỉnh bộ phận của mình với thước đo phía sau tự động di chuyển đến bộ công cụ tiếp theo trong chương trình và bắt đầu tạo ra các bộ phận tốt. Họ học cách sử dụng micromet kỹ thuật số và máy đo bán kính, đồng thời học cách ghi lại các phép đo. Đối với các bộ phận quan trọng, phanh sẽ uốn cong bộ phận đó trước khi đầu dò chỉ báo uốn cong (BI) đo góc uốn và ram thực hiện các điều chỉnh cuối cùng để tạo thành bộ phận một cách hoàn hảo.
Công nghệ như vậy giúp khắc phục tình trạng thiếu lao động trong ngắn hạn, nhưng về lâu dài thì sao? Lý tưởng nhất là công nghệ mới không làm ảnh hưởng đến nhu cầu đào tạo. Những người mới học ngày nay sẽ học uốn kim loại tấm theo một cách khác.
Hãy tưởng tượng một tình huống trong đó một người mới nhìn vào bộ điều khiển phanh và nghiêm túc làm theo hướng dẫn. Anh ấy tạo ra các bộ phận tốt ngay từ đầu, nhưng anh ấy cũng thấy sự mô phỏng trên bộ điều khiển. Và anh ấy không ngừng học hỏi. Anh tham gia các lớp đào tạo do nhà cung cấp máy công cụ và những người khác tổ chức. Một số lớp bao gồm các kiến thức cơ bản về máy, trong khi các lớp khác bao gồm các nguyên tắc cơ bản về chấn, cung cấp thông tin giúp biến nhà sản xuất bộ phận thành người vận hành thực thụ.
Xem mô phỏng thực tế, người vận hành tìm hiểu cách uốn không khí thực sự hoạt động như thế nào. Họ biết tác động của việc sử dụng chiều rộng khuôn hẹp hơn, trọng tải tạo hình tăng lên như thế nào và chiều rộng khuôn mới đó thay đổi khả năng suy giảm độ uốn và cuối cùng là kích thước của mặt phẳng như thế nào.
Trong uốn, việc thay đổi khuôn thực sự làm thay đổi mọi thứ, cũng như sự thay đổi độ dày. Giả sử phần mềm tính toán các khoản khấu trừ uốn cong bằng cách sử dụng chiều rộng khuôn cụ thể và vật liệu dày 0,060 inch, nhưng vật liệu thực sự là 0,058 inch. Một số điều chỉnh sẽ phải được thực hiện trên máy, bằng tay hoặc tự động sau khi đầu dò BI đo góc .
Khi họ có được nhiều kinh nghiệm hơn, họ sẽ giải quyết những vấn đề phức tạp hơn. Họ xem cách lập trình viên chèn một công cụ tùy chỉnh vào phần mềm mô phỏng uốn cong. Họ cũng thấy cách lập trình viên đã phát triển một thiết lập theo giai đoạn trên giường phanh với các công cụ có chiều cao đóng thông thường, cho phép họ chạy, chẳng hạn như 10 ga. phần tiếp theo là 20 ga. một phần mà không dừng lại để chuyển đổi. Họ có thể thấy thước đo đặc biệt phù hợp với các đường viền cụ thể hoặc cho phép họ đo một tính năng bên trong—tất cả đều được mô phỏng trên bộ điều khiển, phản ánh thực tế trên bệ phanh.
Những người vận hành mới bắt đầu tiến lên bậc thang và bắt đầu tự thiết lập máy móc. Cuối cùng, lập trình viên, một người vận hành phanh kỳ cựu đã học theo cách truyền thống, giới thiệu phần mềm lập trình cho những người vận hành trẻ hơn, hầu hết họ không nhớ thời gian trước khi mô phỏng uốn cong 3D xuất hiện trên bộ điều khiển phanh nhấn. Họ chưa bao giờ cắt một chi tiết nào của dụng cụ bào hoặc đục lỗ vào khuôn, ép mặt bích phôi vào góc khuôn. Uốn khí chính xác là tất cả những gì họ từng biết.
Học phần mềm uốn ngoại tuyến, họ khám phá ra những chi tiết vận hành tinh tế mà trước đây họ coi là đương nhiên. Ví dụ: người lập trình chỉ vào vị trí thước đo phía sau, được chỉ định là luôn lệch 0,75 inch về phía bên trái và bên phải của một bộ phận cụ thể. Tại sao? Lập trình viên chỉ vào những ghi chú mà anh ta đã tạo trên màn hình: Phần này có một cạnh sẽ được hàn và do đó, các gờ do các khớp vi mô bị hỏng để lại vẫn chưa được loại bỏ. Nếu các thước đo phía sau ở một vị trí hơi khác một chút, chúng sẽ chạm vào một khớp nối siêu nhỏ và đẩy đường uốn cong hơi lệch. Chắc chắn, gửi phôi thông qua máy mài bavia phần phẳng sẽ là một lựa chọn, nhưng tại sao lại gửi phôi có các cạnh sắp được hàn thông qua một thao tác thứ cấp không cần thiết—đặc biệt nếu người lập trình phanh ngoại tuyến có thể giải quyết chúng?
Những người vận hành này tìm hiểu mối liên hệ giữa cắt và uốn. Họ bắt đầu xem xét các bộ phận không chỉ theo kích thước, loại vật liệu và độ dày mà còn theo hướng thớ của chúng. Một bộ phận được thiết kế xoay quanh cách nó được tạo ra, bao gồm các phần dẫn đầu được cắt, các vị trí tab nhỏ, hướng của nó trên tổ cũng như các chày và khuôn sẽ tạo thành phôi.
Họ đã biết rằng chiều rộng khuôn xác định bán kính, nhưng bây giờ họ tìm hiểu về sự phức tạp tinh vi của khe hở đối với các mặt bích được hình thành trước đó. Các chày có các gờ nổi cho các mặt bích thu hồi nông, các cổ ngỗng cho các mặt bích thu hồi sâu, các chày hình tai chó cho các mặt bích thu hồi vuông góc với đường uốn cong. Bởi vì họ đã dành thời gian nghiên cứu phanh nên họ đã xem những mô phỏng này trên bộ điều khiển trong nhiều năm và họ có thể hình dung ra cách các bộ phận có thể được vận hành giữa các khúc cua.
Từ đây, những người mới vận hành phanh có thể thăng tiến lên vai trò kỹ thuật. Họ có thể lập trình và quản lý các tế bào uốn bằng robot hoặc họ có thể làm việc tạo mẫu hoặc thực hiện một số công việc khó khăn nhất của cửa hàng. Với những vai trò này, họ nhận thấy phần mềm uốn ngoại tuyến là một công cụ tạo mẫu tuyệt vời. Nó cho phép họ xác minh rằng một bộ phận có thể được hình thành trước khi nó được nhấn phanh.
Ngoài ra, họ có thể chuyển sang vai trò ước tính và bán hàng, đồng thời sử dụng phần mềm uốn để giúp ước tính công việc dựa trên các công cụ mà cửa hàng có trên sàn. Họ thậm chí có thể dùng thử, hầu như trong phần mềm, các công cụ mới để xem liệu chúng có đáng đầu tư hay không.
Vẫn còn một con đường sự nghiệp khác có thể liên quan đến việc chuyển sang vai trò giám sát hoặc cải tiến liên tục, nơi họ sẽ sử dụng phần mềm để theo dõi hoạt động của máy với các ước tính, so sánh nó với những gì đã được lên kế hoạch trong phần mềm, sau đó xác định các khu vực cần cải thiện. Quan trọng nhất, các quyết định được đưa ra bằng cách sử dụng dữ liệu thực chứ không phải giả định và các phương pháp hay nhất ở mọi cấp độ hoạt động đều được ghi lại và ghi lại trong phần mềm. Không có gì bị khóa mãi mãi trong đầu người điều hành kỳ cựu.
Một loại nghề nghiệp mới trong ngành kim loại tấm
Cách đây không lâu, một nhà chế tạo áp dụng lập trình phanh ép ngoại tuyến là một ngoại lệ. Hầu hết vẫn được lập trình tại máy. Ngày nay, nếu một cửa hàng kim loại tấm chính xác mua một máy chấn cao cấp, họ hầu như luôn đầu tư vào lập trình ngoại tuyến cùng với nó.
Thực tế này sẽ tạo ra một loại nghề nghiệp kim loại tấm mới, bắt nguồn không phải từ việc viết nguệch ngoạc trên sổ ghi chép mà bắt nguồn từ phần mềm. Người vận hành vẫn cần phải tìm hiểu các nguyên tắc cơ bản, nhưng họ có thể sẽ không thực hiện cách bố trí kiểu cũ và họ sẽ không cắm các hệ số k, điều chỉnh các khoản phụ cấp và điều chỉnh các khoản khấu trừ vào công thức theo cách thủ công.
Trong những tình huống lý tưởng, phần mềm sẽ giúp phá bỏ những bức tường giữa thiết kế, kỹ thuật và sản xuất. Một công việc sẽ không chạm tới sàn nếu không xác định được cái gì sẽ cắt nó và sự kết hợp giữa các cú đấm, khuôn và điểm đo sẽ tạo thành nó. Hầu hết nếu không phải tất cả sẽ được xác định trên máy ép “ảo”, trong phần mềm, trong khi máy móc và người vận hành tại xưởng sẽ dành nhiều thời gian hơn để làm những gì khách hàng trả tiền cho họ để làm. Họ sẽ tạo ra những phần tốt.
—————————————
Được thành lập bởi các kỹ sư có kinh nghiệm trên 10 năm trong ngành gia công tấm với nền tảng kỹ thuật và uy tín cao trên thị trường, Công ty Cổ phần Giải pháp cơ khí VNTECH là đơn vị chuyên cung cấp dịch vụ, máy móc, thiết bị và giải pháp gia công tấm tại Việt Nam.
VNTECH – XÂY DỰNG GIÁ TRỊ VỮNG BỀN
CN Hà Nội: Số 39, ngõ 285 Phúc Lợi, quận Long Biên, Hà Nội
CN Đà Nẵng: Số 20 Nguyễn Sinh Sắc, Hòa Minh, Liên Chiểu, Đà Nẵng
CN HCM: 43 Đường N2, KP Thống Nhất, Dĩ An, Bình Dương
Hotline: 0984.537.333
Mail: sale@vntechcnc.vn
Facebook: https://www.facebook.com/vntechcnc
Website: https://thietbivntech.vn/
Youtube: https://www.youtube.com/@cokhivntech