Khi uốn các tấm kim loại đã được đánh bóng, sơn tráng, hoặc các vật liệu mềm bạn thấy các vết hoen ố từ máy chấn làm ảnh hưởng đến tính thẩm mỹ của vật liệu. Nguyên nhân nào gây ra vết xước và những biến dạng này? Hãy cũng VNTECH đi tìm giải pháp để tránh các vết chấn lên sản phẩm trong bài viết này nhé.
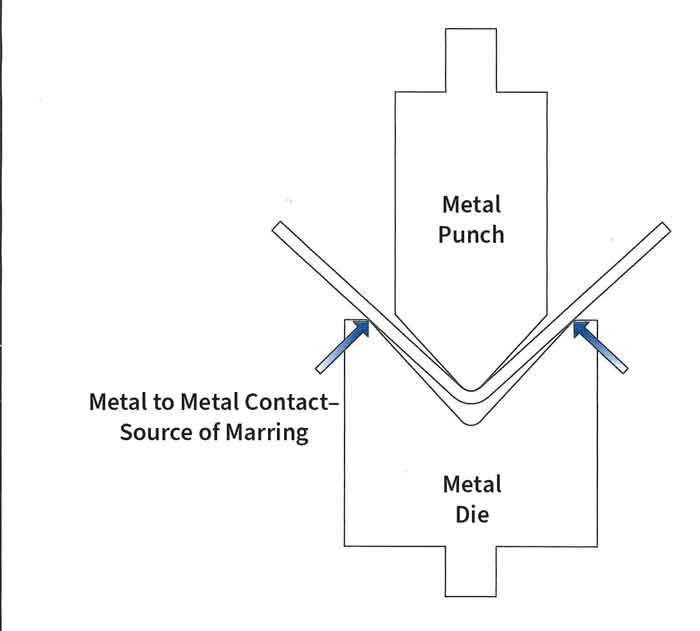
Những vết chấn này liên quan đến bản chất của sự uốn cong trên máy chấn tôn. Thao tác phổ biến nhất trên máy chấn tôn là bẻ cong góc vuông. Tấm kim loại được kéo vào khuôn chữ V trên 2 vai trên cùng. Đây là nơi xảy ra hầu hết các hư hỏng bề mặt.
Nội dung bài viết
Giải pháp 1: Phim bảo vệ
Đây là giải pháp phổ biến nhất do chi phí thấp, cũng vì bạn có thể tận dụng tất cả các công cụ có trong máy chấn tôn.

Giải pháp 2: Chèn V-Pad Urethane
Các miếng chèn hình tam giác này được đặt vào khoang chữ V của khuôn đúc đáy thép, do đó tránh tiếp xúc kim loại với kim loại ở bán kính bên ngoài trong quá trình chấn. V-pad cũng được sử dụng để uốn các vật liệu khó như tấm đục lỗ và tấm gai.
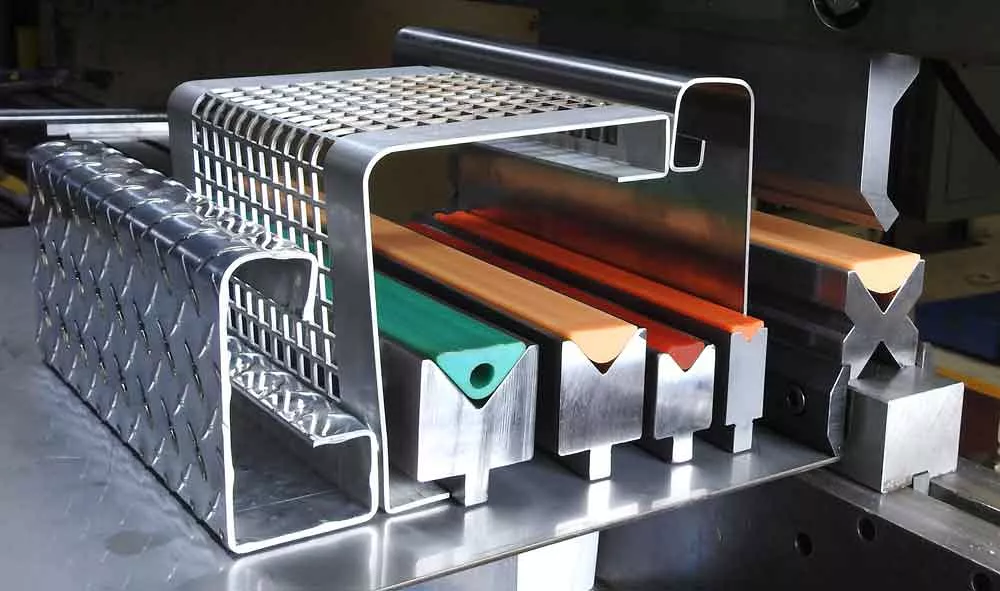
Một số tấm đệm chữ V có sẵn một lỗ đúc để uốn cong theo bán kính nhằm mất ít trọng tải hơn để làm lệch hướng. Khi tấm gai bị uốn cong trong khuôn chữ V thông thường, các rãnh riêng lẻ sẽ kéo dọc theo đường khuôn.
=> Điều này không chỉ có thể làm hỏng vật liệu mà còn tạo ra một quá trình uốn cong không ổn định.
Giải pháp chèn V-pad urethane sẽ ăn sâu vào đệm urethane tạo ra một quá trình uốn cong nhất quán, không có ma sát.
Một tấm đệm chữ V lấp đầy khoang của khuôn chữ V bằng thép cũng làm cho nó có thể uốn cong các mặt bích hẹp (chiều rộng mặt bích nhỏ hơn một nửa lỗ chữ V). Điều này làm cho chiều rộng mặt bích chỉ bằng 2 đến 3 lần độ dày kim loại.
Miếng đệm định hình Urethane
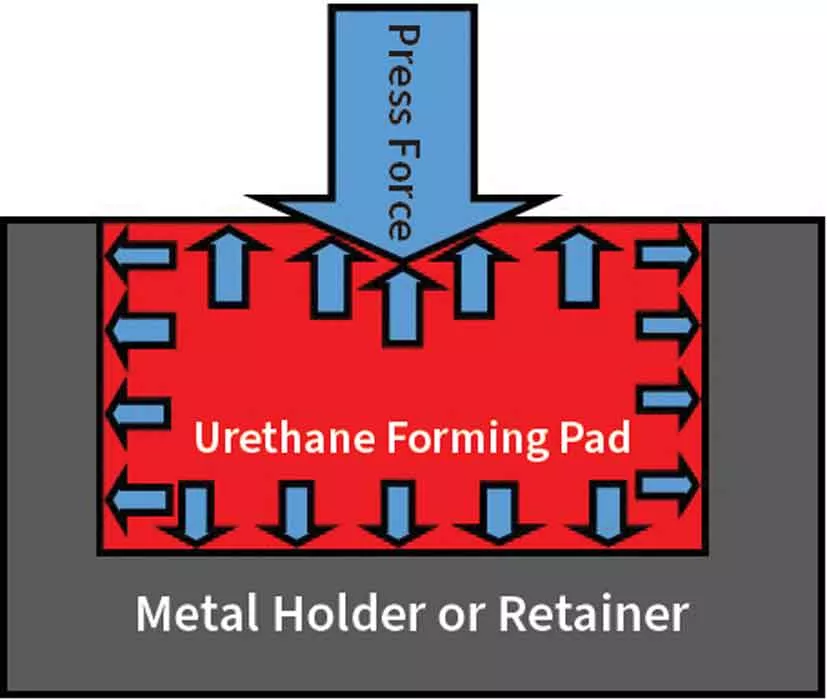
Các miếng đệm lệch kiểu hình vuông hoặc hình chữ nhật được đặt trong các giá đỡ bằng thép được thiết kế để lắp trên bệ hãm ép. Các miếng tạo hình urethane có sẵn ở các độ cứng khác nhau để uốn các đồng hồ đo khác nhau của kim loại tấm. Với thiết lập này, người vận hành có thể uốn cong các khúc cua sắc nét hoặc bán kính với cùng một khuôn đệm uretan.
Trong chu kỳ uốn, các miếng đệm này hoạt động giống như một bình chứa chất lỏng thủy lực, làm tiêu tán lực ép xuống của phanh báo theo mọi hướng. Với tấm đệm được đặt trong một giá đỡ hoặc bộ phận giữ bằng kim loại, phần lớn tải trọng tác dụng được hướng lên để quấn chặt tấm kim loại.
Một thiết kế khuôn dập uretan hiệu quả phải kiểm soát và hướng các lực tạo hình để thực hiện chức năng uốn cong mà không làm uretan căng quá mức. Hysterisis hoặc sự tích tụ nhiệt bên trong do căng thẳng gây ra là nguyên nhân phổ biến nhất gây hỏng miếng đệm uretan.
Các tấm đệm có thể được sử dụng để tạo thành các khúc cua chữ U 180 độ. Hình dạng chữ U đúc của tấm đệm, kết hợp với các lỗ đúc được thiết kế theo kích thước và hình dạng cụ thể, cho phép uốn cong từ 15 đến 20 độ để tạo ra sự hồi phục.

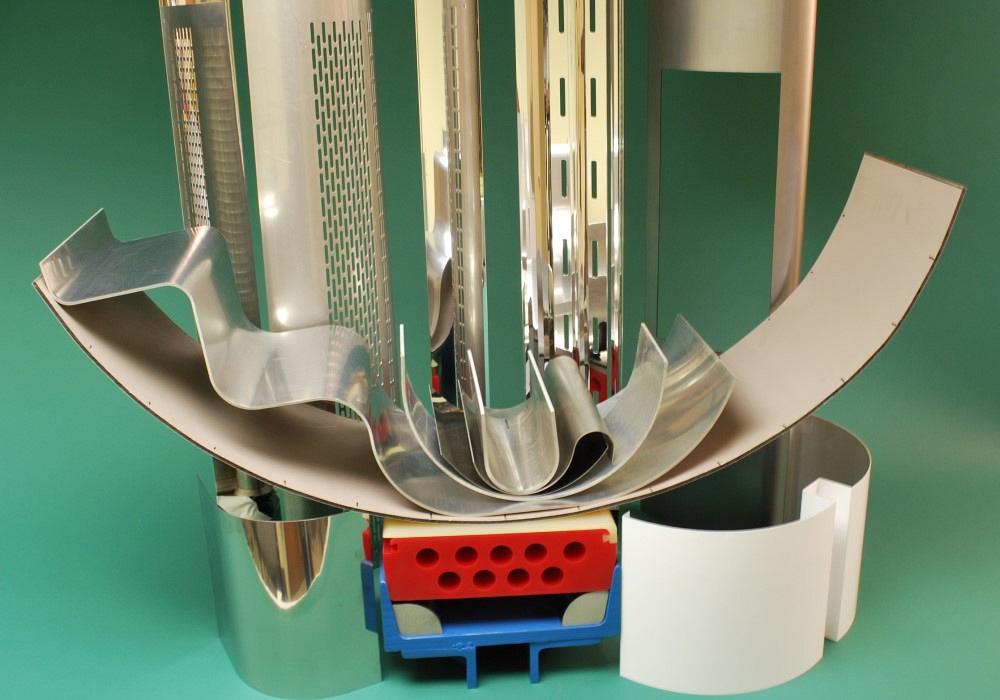
Ngoài những khúc cua chữ U, miếng đệm uretan giúp loại bỏ các khuyết điểm trên bề mặt khi tạo hình bán kính lớn thành các bộ phận quan trọng về mặt thẩm mỹ. Các tấm che cột trong chế tạo kiến trúc là những ví dụ điển hình. Thường có đường kính và chiều dài lớn, các nắp cột phải được tạo hình đồng nhất và không bị mài mòn.
VNTECH - Đơn vị cung cấp máy móc gia công cơ khí chính hãng, uy tín, đa dạng về chủng loại, đáp ứng mọi nhu cầu sản xuất. Để được tư vấn chi tiết và nhận báo giá tốt nhất, quý khách vui lòng liên hệ theo thông tin bên dưới.

________________
THÔNG TIN LIÊN HỆ
- Địa chỉ văn phòng:
- Địa chỉ Hà Nội: Số 39 ngõ 285 đường Phúc Lợi, Phúc Lợi, Long Biên, Hà Nội
- Chi Nhánh Đà Nẵng: Lô 11, Khu A4, Nguyễn Sinh Sắc, Hoà Minh, Liên Chiểu, Đà Nẵng
- Chi Nhánh HCM: 43 Đường N2, KP Thống Nhất, Dĩ An, Bình Dương
- SĐT: 0984.537.333
- Email: sale@vntechcnc.vn
- Facebook: https://www.facebook.com/vntechcnc
- Website: https://thietbivntech.vn