Trong ngành gia công cơ khí, một trong những kỹ thuật phay rãnh quan trọng nhất là phay rãnh chữ T. Để tạo ra rãnh chữ T, một công cụ chuyên biệt là không thể thiếu: dao phay rãnh T. Bài viết này, VNTECH sẽ cung cấp một cái nhìn tổng quan về dao phay rãnh T từ định nghĩa, cấu tạo, nguyên lý hoạt động cho đến các loại dao phay rãnh chữ T thông dụng nhất.

Nội dung bài viết
Dao phay rãnh T là gì?
Dao phay rãnh T là một loại dao phay chuyên dụng, được thiết kế đặc biệt để gia công rãnh có hình dạng giống chữ T trên bề mặt phôi. Dao này có hình dạng độc đáo với phần đầu cắt lớn hơn phần cổ, giống như chữ “T” lộn ngược.
Rãnh T (T-slot) có tác dụng chính là để kẹp chặt và định vị các chi tiết. Nhờ có hình dạng đặc biệt, với phần đáy rộng hơn phần cổ, rãnh T tạo ra một cơ cấu khóa cơ học rất vững chắc khi kết hợp với bu lông T-nut.
Các tác dụng của rãnh T:
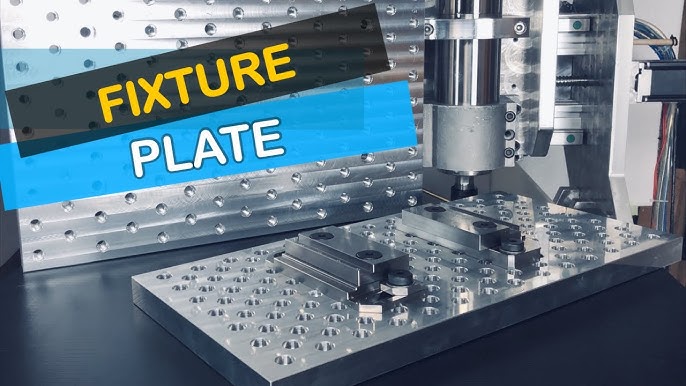
– Kẹp phôi trên bàn máy: Rãnh T được phay sẵn trên bàn máy phay, máy khoan.
+ Bu lông T-nut được lắp vào rãnh.
+ Sau đó siết chặt để kẹp chặt ê tô máy phay, hay đồ gá phay.
– Định vị và lắp ghép chi tiết:
+ Trong các thiết kế máy móc, rãnh T được dùng để lắp các chi tiết trượt hoặc các bộ phận cần định vị chính xác.
+ Cho phép di chuyển và cố định chúng một cách linh hoạt.
– Tạo đồ gá: Cho phép các bộ phận kẹp và định vị được sắp xếp linh hoạt để phù hợp với nhiều loại phôi khác nhau.
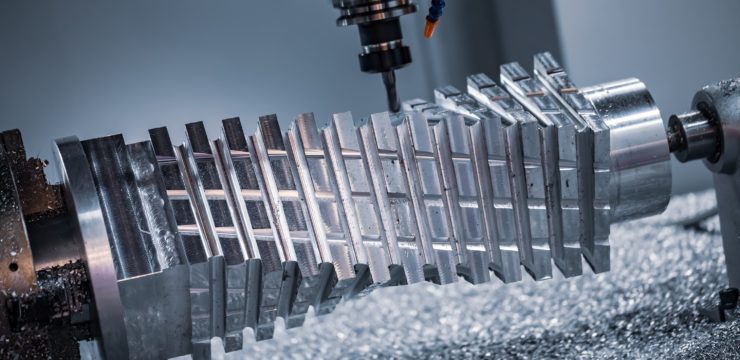
Máy phay CNC có phay được rãnh T không?
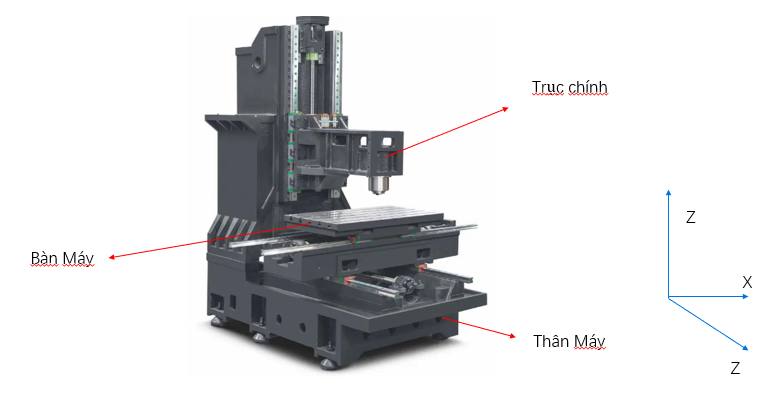
Câu trả lời là Có. Tất cả các dòng máy phay CNC hoàn toàn có thể phay được rãnh T. Nhờ vào khả năng di chuyển chính xác theo nhiều trục (X, Y, Z), máy phay CNC có thể tạo ra rãnh chữ T một cách hiệu quả, chính xác, đảm bảo kích thước và vị trí của rãnh đều đồng trên mọi sản phẩm.

Một lợi thế lớn của máy phay CNC là được trang bị bộ thay dao tự động (ATC) và một ổ chứa dao. Nhờ có những hệ thống này, quá trình phay rãnh T trở nên hoàn toàn tự động và hiệu quả hơn rất nhiều.
Quy trình 2 bước được thực hiện một cách tự động:
1/ Phay rãnh thẳng:
– Máy CNC tự động lấy dao phay ngón (end mill) từ ổ chứa dao và kẹp vào trục chính.
– Sau đó, máy thực hiện phay một rãnh thẳng có chiều sâu và chiều rộng đã được lập trình sẵn.
2/ Phay rộng đáy:
– Sau khi hoàn thành rãnh thẳng, máy CNC tự động trả dao phay ngón về ổ chứa dao.
– Máy tiếp tục tự động lấy dao phay rãnh T chuyên dụng và kẹp vào trục chính.
– Máy đưa dao vào rãnh thẳng đã phay và di chuyển ngang để phay rộng phần đáy, tạo ra hình dạng rãnh T hoàn chỉnh.
Việc sử dụng bộ thay dao tự động giúp giảm đáng kể thời gian gia công, loại bỏ các lỗi do thao tác thủ công và cho phép máy hoạt động liên tục mà không cần giám sát. Đây là một trong những lý do khiến máy phay CNC trở thành công cụ không thể thiếu trong sản xuất hàng loạt.
>>> Xem các loại máy phay rãnh T CNC:
- Máy phay đứng CNC
- Máy phay CNC mini 3 trục
- Máy phay 2 đầu CNC
- Máy khoan phay CNC
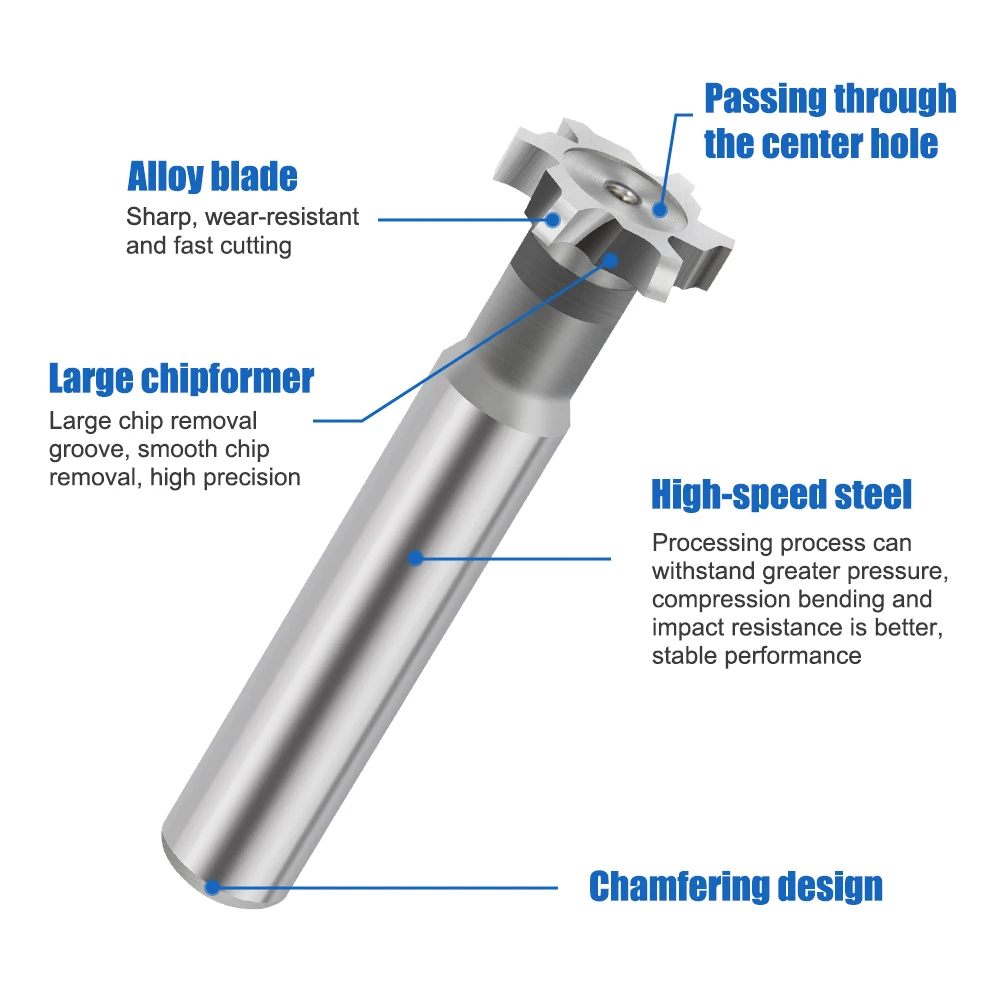
Cấu tạo của dao phay rãnh T
Dao phay rãnh T được chia thành 3 phần chính, mỗi phần có vai trò riêng biệt.
1/ Phần chuôi (Shank): Là phần trên cùng của dao, có hình trụ thẳng.
– Phần chuôi được kẹp vào bầu kẹp (collet) của máy phay.
– Kích thước và độ chính xác của chuôi rất quan trọng để đảm bảo dao được giữ vững chắc và quay đồng tâm với trục chính.
>>> Xem thêm: Các loại đầu kẹp dao phay CNC
2/ Phần cổ (Neck): Là phần nối giữa chuôi và đầu cắt, có đường kính nhỏ hơn phần chuôi và phần đầu cắt.
– Phần cổ hẹp hơn cho phép phần đầu cắt (có đường kính lớn) có thể đi vào rãnh thẳng để phay rộng phần đáy.
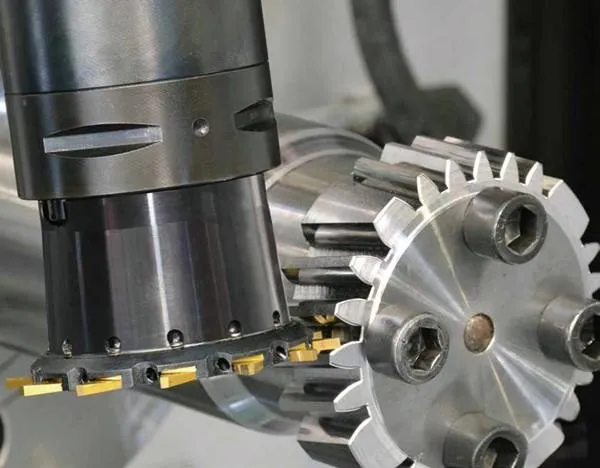
3/ Phần đầu cắt (Cutting Head): Là phần dưới cùng của dao, có đường kính lớn nhất.
– Đây là phần chính để cắt gọt.
– Nó có các lưỡi cắt ở phần chu vi và 2 bên thành để tạo hình phần đáy của rãnh.
– Hình dạng của phần đầu cắt này giống như chữ “T” lộn ngược, phù hợp với hình dạng của rãnh T cần gia công.
Cấu tạo này là cần thiết cho nguyên lý hoạt động của dao phay rãnh T (phải phay rãnh qua 2 bước): 1 – phay rãnh thẳng trước, 2- dùng dao phay rãnh T để phay rộng phần đáy.
Quy trình phay rãnh chữ T truyền thống
Phay rãnh chữ T sẽ cần trải qua 2 bước, sử dụng 2 loại dao khác nhau để tạo ra hình dạng rãnh đặc trưng này.
Bước 1: Phay rãnh thẳng: Đây là bước chuẩn bị, dùng để tạo một rãnh dẫn hướng cho dao phay rãnh T.
– Dụng cụ: Sử dụng một dao phay ngón (end mill) thông thường.
+ Đường kính của dao phay ngón phải bằng hoặc lớn hơn chiều rộng phần cổ của rãnh chữ T.
– Thực hiện:
+ Phay một rãnh thẳng có chiều sâu bằng chiều sâu tổng cộng của rãnh chữ T.
+ Quá trình này tạo ra một rãnh dẫn hướng để dao phay rãnh T có thể đi vào.
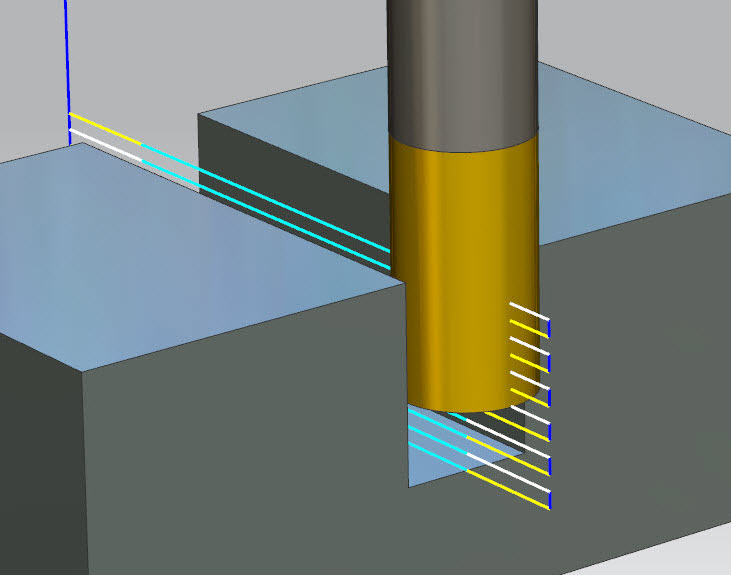
Bước 2: Phay rộng đáy: Đây là bước chính, dùng để tạo hình phần đáy rộng của rãnh chữ T.
– Dụng cụ: Sử dụng dao phay rãnh T (T-slot cutter) chuyên dụng.
– Thực hiện:
+ Lắp dao phay rãnh T vào máy và đưa dao vào rãnh thẳng đã phay ở Bước 1.
+ Sau đó, cho dao tiến dao sang ngang để phay rộng phần đáy của rãnh thẳng, tạo thành hình dạng chữ T hoàn chỉnh.
*Dao phay rãnh T không được thiết kế để phay chìm trực tiếp vào vật liệu. Nó chỉ được sử dụng để phay ngang sau khi đã có rãnh dẫn hướng.
Lưu ý:
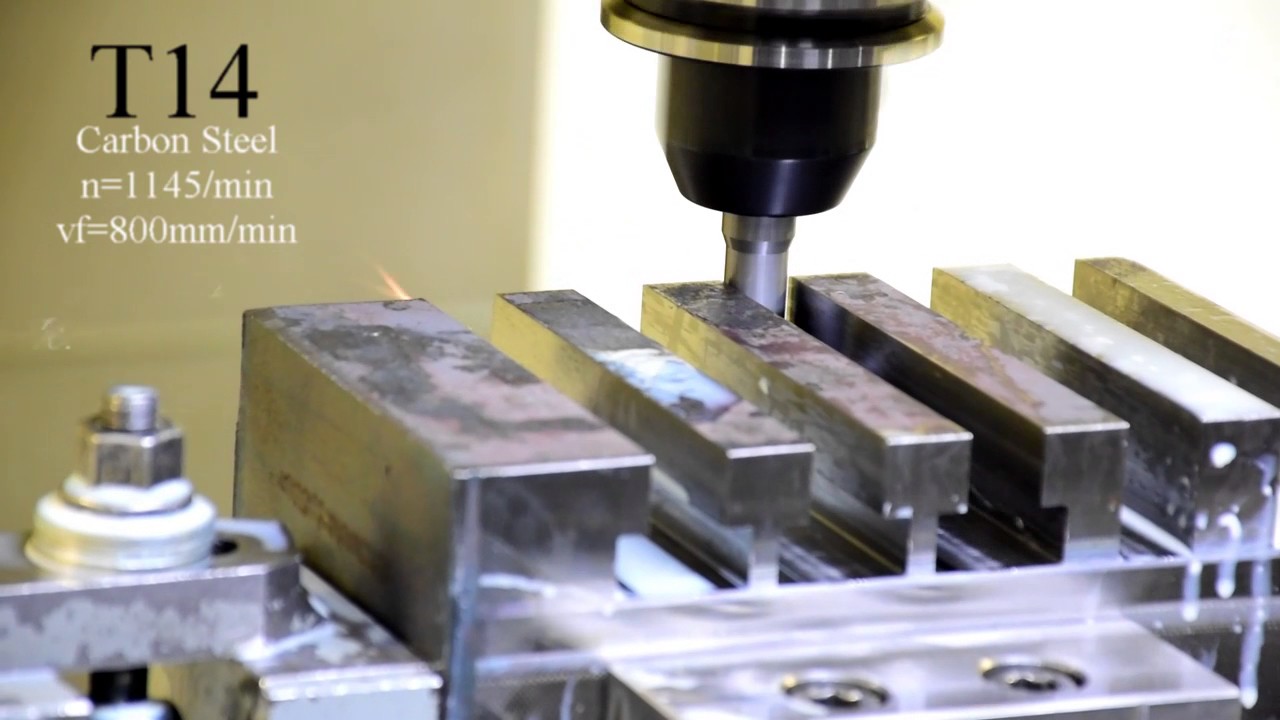
– Cần chọn tốc độ quay và bước tiến dao thấp, ổn định. Đặc biệt khi sử dụng dao phay rãnh T, vì phần cổ hẹp của dao dễ bị gãy.
– Cần sử dụng dung dịch làm mát áp lực cao hoặc khí nén để cuốn phoi ra khỏi vùng cắt.
– Toàn bộ hệ thống, từ phôi, đồ gá cho đến đầu kẹp dao, phải có độ cứng vững cao nhất để chống lại rung động.
Các loại dao phay rãnh T
Dao phay rãnh T có nhiều loại khác nhau, được phân loại dựa trên vật liệu, kết cấu và chuôi dao.
1/ Phân loại theo vật liệu: Vật liệu chế tạo lưỡi cắt quyết định tốc độ, độ cứng và tuổi thọ của dao.
– Dao phay rãnh T bằng Thép gió (HSS – High-Speed Steel):
+ Đặc điểm: Bền, giá thành phải chăng.
+ Ứng dụng: Phù hợp cho các tác vụ gia công thông thường, tốc độ thấp trên các vật liệu mềm hoặc có độ cứng vừa phải.
– Dao phay rãnh T bằng Carbide (Hợp kim cứng):
+ Đặc điểm: Rất cứng, có khả năng chịu nhiệt và mài mòn tốt hơn nhiều so với HSS.
+ Ứng dụng: Lý tưởng cho gia công tốc độ cao, phay các vật liệu cứng hoặc thép hợp kim. Mặc dù giá thành cao hơn, nhưng tuổi thọ dao dài hơn và hiệu suất vượt trội.
2/ Phân loại theo kết cấu: Kết cấu của dao ảnh hưởng đến độ cứng vững và chi phí bảo trì.
– Dao phay rãnh T liền thân (Solid/One-piece):
+ Đặc điểm: Toàn bộ dao, bao gồm cả chuôi và đầu cắt, được chế tạo từ một khối vật liệu duy nhất (HSS hoặc Carbide).
+ Ưu điểm: Độ cứng vững cao, phù hợp với các dao có đường kính nhỏ và trung bình.
+ Hạn chế: Khi lưỡi cắt bị mòn, toàn bộ dao phải được thay thế.

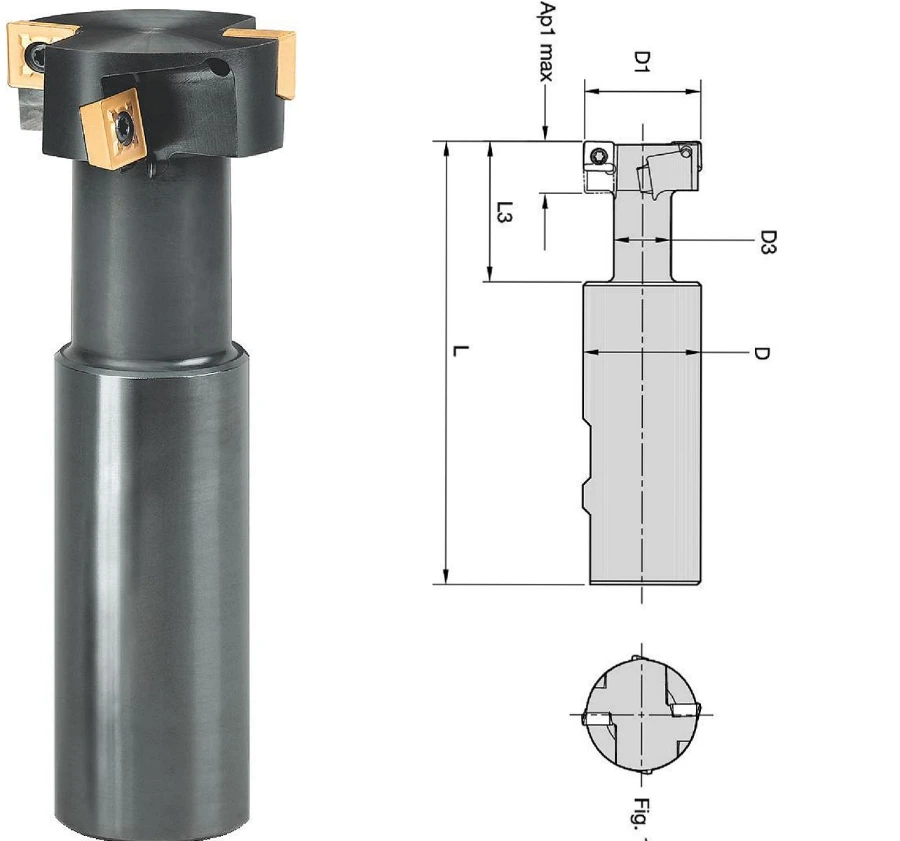
– Dao phay rãnh T ghép mảnh (Indexable):
+ Đặc điểm: Dao có thể thay thế các mảnh hợp kim đã mòn. Thân dao làm từ thép, còn các lưỡi cắt là các mảnh carbide nhỏ.
+ Ưu điểm: Tiết kiệm chi phí hơn khi bảo trì, chỉ cần thay mảnh dao thay vì thay toàn bộ. Phù hợp với các dao có đường kính lớn.
3/ Phân loại theo chuôi dao: Chuôi dao là phần kẹp vào bầu kẹp, cũng có nhiều loại khác nhau.
– Dao phay rãnh T chuôi thẳng (Cylindrical Shank):
+ Loại phổ biến nhất, dùng cho các bầu kẹp collet hoặc end mill holder.
– Dao phay rãnh T chuôi côn (Tapered Shank):
+ Loại này thường được sử dụng cho các dao có đường kính lớn, cung cấp độ cứng vững cao hơn chuôi thẳng.

Việc lựa chọn loại dao phay rãnh T phù hợp sẽ phụ thuộc vào nhiều yếu tố như vật liệu gia công, tốc độ máy, độ cứng vững yêu cầu và ngân sách của bạn.
Những lưu ý khi sử dụng dao phay rãnh T
Để đảm bảo hiệu quả và an toàn khi sử dụng dao phay rãnh T, bạn cần tuân thủ các nguyên tắc sau:
1. Lựa chọn dao:
– Đường kính đầu cắt phải tương ứng với chiều rộng đáy rãnh T.
– Đường kính cổ dao phải nhỏ hơn chiều rộng cổ rãnh để tránh va chạm.
2. Thông số cắt:
– Tốc độ quay: Thường thấp hơn so với dao phay ngón do cổ dao là điểm yếu.
– Bước tiến dao: Cần thấp và ổn định để tránh gãy dao.
3. Thoát phoi:
– Việc thoát phoi là rất khó khăn do rãnh T là một hốc hẹp.
– Cần sử dụng dung dịch làm mát áp lực cao hoặc khí nén để cuốn phoi ra khỏi vùng cắt.
4. Độ cứng vững:
– Đảm bảo hệ thống gá kẹp dao và phôi có độ cứng vững cao nhất.
– Tránh các đường cắt sâu và tải nặng để bảo vệ dao.
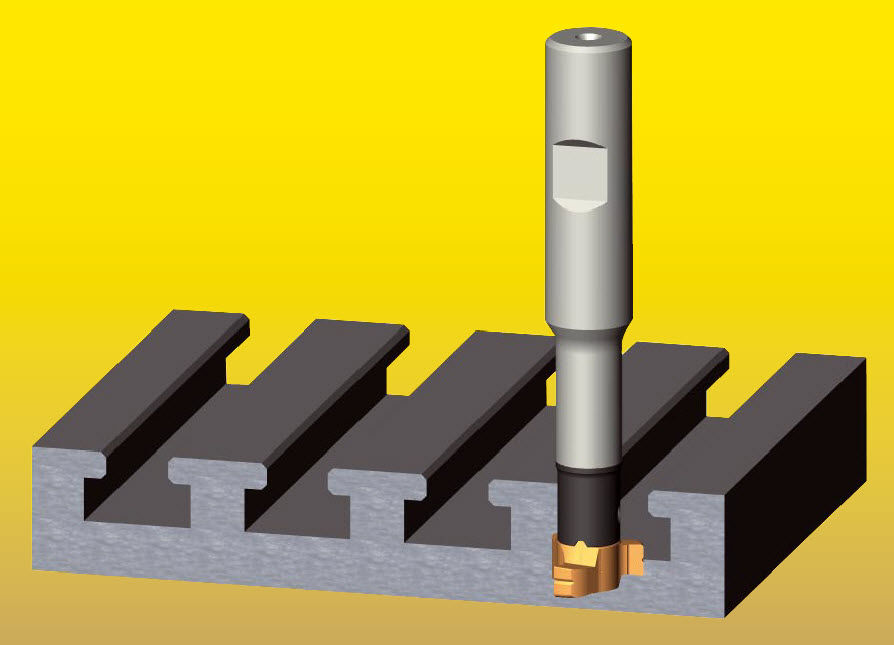
Ứng dụng của dao phay rãnh T
Dao phay rãnh T là công cụ không thể thiếu trong nhiều lĩnh vực:
– Gia công bàn máy: Tạo các rãnh T trên bàn máy phay, bàn máy khoan, bàn gá jig.
– Chế tạo đồ gá: Tạo rãnh T để kẹp các chi tiết trên đồ gá.
– Sản xuất chi tiết máy: Dùng trong các thiết kế cần cơ cấu kẹp hoặc các đường dẫn đặc biệt.
Dao phay rãnh T là một công cụ chuyên dụng, đóng vai trò quan trọng trong việc tạo ra các rãnh chữ T, từ đó tạo nên các cơ cấu kẹp vững chắc, đảm bảo tính ổn định và an toàn cho toàn bộ quy trình gia công. Mặc dù chỉ là một công cụ phụ trợ, nhưng nó là chìa khóa để tạo ra những sản phẩm có giá trị sử dụng cao, nâng cao năng lực sản xuất và tối ưu hóa hiệu quả gia công.
Hãy liên hệ tới VNTECH để được tư vấn chi tiết về máy phay CNC hiện đại nhất hiện nay.
VNTECH - Đơn vị cung cấp máy móc gia công cơ khí chính hãng, uy tín, đa dạng về chủng loại, đáp ứng mọi nhu cầu sản xuất. Để được tư vấn chi tiết và nhận báo giá tốt nhất, quý khách vui lòng liên hệ theo thông tin bên dưới.

________________
THÔNG TIN LIÊN HỆ
- Địa chỉ văn phòng:
- Địa chỉ Hà Nội: NO-05A23 Khu TĐC Giang Biên, Ngõ 1 Nguyễn Khắc Viện, Phường Việt Hưng, Hà Nội
- Chi Nhánh Đà Nẵng: Lô 11, Khu A4, Nguyễn Sinh Sắc, Hoà Minh, Liên Chiểu, Đà Nẵng
- Chi Nhánh HCM: 43 Đường N2, KP Thống Nhất, Dĩ An, Bình Dương
- SĐT: 0984.537.333
- Email: sale@vntechcnc.vn
- Facebook: https://www.facebook.com/vntechcnc
- Website: https://thietbivntech.vn