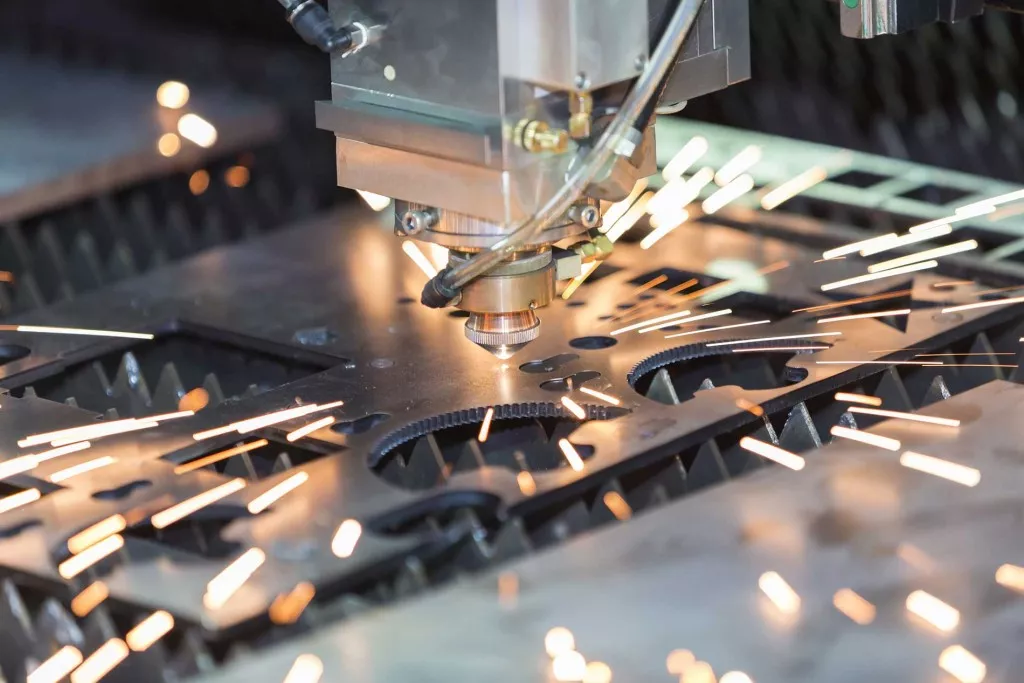
Máy cắt laser là một loại thiết bị mới để gia công hiện đại. Nó có những ưu điểm độc đáo trong việc gia công kim loại tấm mỏng. Tuy nhiên, việc gia công kim loại tấm dày vẫn gặp những khó khăn nhất định. Hãy cùng phân tích những khó khăn và giải pháp của máy cắt laser khi cắt kim loại tấm dày.

1. Khó duy trì quá trình đốt cháy ở trạng thái ổn định
Để quá trình cháy tiếp tục, nhiệt độ ở đỉnh rãnh phải đạt đến điểm bốc cháy. Năng lượng giải phóng từ phản ứng đốt ferit không đảm bảo quá trình đốt cháy tiếp tục. Một mặt, đó là do vết cắt được làm mát liên tục nhờ luồng oxy từ vòi phun, làm giảm nhiệt độ của mặt cắt. Mặt khác, lớp oxit sắt hình thành do quá trình đốt cháy bao phủ bề mặt phôi và cản trở sự khuếch tán oxy. Khi nồng độ oxy giảm đến một mức nhất định, quá trình đốt cháy sẽ bị gián đoạn.
Khi cắt tấm dày, tốc độ cắt tương đối chậm. Tốc độ đốt ferit trên bề mặt phôi nhanh hơn tốc độ của đầu cắt. Sau khi quá trình cháy tiếp tục một thời gian, nồng độ oxy giảm nên trạng thái cháy giảm. Chỉ khi đầu cắt di chuyển đến vị trí này thì phản ứng đốt cháy mới bắt đầu lại. Quá trình đốt mặt cắt được thực hiện định kỳ. Điều này dẫn đến sự dao động nhiệt độ ở mặt cắt. Vì vậy, chất lượng vết cắt trở nên kém.
2. Độ tinh khiết và áp suất oxy khó duy trì ổn định
Trong quá trình cắt laser, độ tinh khiết oxy giảm cũng là một yếu tố quan trọng ảnh hưởng đến chất lượng vết cắt. Độ tinh khiết của oxy giảm và tốc độ đốt cháy cũng giảm theo. Tốc độ bắn giảm sẽ làm giảm đáng kể năng lượng đưa vào vết cắt do quá trình đốt cháy. Do đó, tốc độ cắt giảm. Đồng thời, hàm lượng sắt trong lớp chất lỏng của bề mặt cắt tăng lên. Độ nhớt của xỉ gây khó khăn cho việc xả xỉ. Điều này sẽ làm giảm chất lượng của vết cắt.
Để giữ cho quá trình cắt ổn định, độ tinh khiết và áp suất của dòng oxy cắt phải được giữ không đổi. Trong quy trình cắt laser truyền thống, người vận hành thường sử dụng vòi phun hình nón thông thường. Vòi phun này có thể đáp ứng các yêu cầu ứng dụng trong việc cắt tấm mỏng. Nhưng khi cắt các tấm dày sẽ tạo thành sóng xung kích khi áp suất cấp không khí tăng lên. Sóng xung kích có nhiều mối nguy hiểm cho quá trình cắt. Nó làm giảm độ tinh khiết của dòng oxy, ảnh hưởng đến chất lượng vết cắt.
Các giải pháp
(1) Thêm ngọn lửa làm nóng trước xung quanh dòng oxy cắt
(2) Thêm dòng oxy phụ trợ xung quanh dòng oxy cắt
(3) Thiết kế hợp lý thành trong của vòi để cải thiện đặc tính của luồng khí
Lời kết
Với sự tiến bộ của thời đại, việc cập nhật công nghệ cắt laser ngày càng nhanh hơn. Cắt tấm dày có yêu cầu cao hơn đối với máy cắt laser. Vì vậy, người vận hành nên sử dụng máy cắt laser công suất cao để cắt. Việc gặp phải sự mất ổn định trong quá trình cắt là điều bình thường. Nhưng chỉ cần người vận hành đủ cẩn thận thì tình trạng này có thể được cải thiện rất nhiều. Nếu bạn có bất kỳ câu hỏi nào khác trong quá trình sử dụng máy, bạn có thể liên hệ với chúng tôi. VNTECH sẵn sàng hợp tác cùng bạn để tạo dựng một tương lai tốt đẹp hơn. Hãy cùng nhau thay đổi thế giới bằng tia laser.
—————————————
Được thành lập bởi các kỹ sư có kinh nghiệm trên 10 năm trong ngành gia công tấm với nền tảng kỹ thuật và uy tín cao trên thị trường, Công ty Cổ phần Giải pháp cơ khí VNTECH là đơn vị chuyên cung cấp dịch vụ, máy móc, thiết bị và giải pháp gia công tấm tại Việt Nam.
VNTECH – XÂY DỰNG GIÁ TRỊ BỀN VỮNG
🔹Trụ sở chính: Số 39, ngõ 285 Phúc Lợi, Q.Long Biên, TP.Hà Nội
🔹CN Đà Nẵng: Số 20 Nguyễn Sinh Sắc, Q.Liên Chiểu, TP.Đà Nẵng
🔹CN HCM: 43 Đường N2, KP Thống Nhất, Q.Dĩ An, T.Bình Dương
🔹Hotline: 0984.537.333
🔹Mail: sale@vntechcnc.vn
🔹Facebook: https://www.facebook.com/vntechcnc
🔹Website: https://thietbivntech.vn/
🔹Youtube: https://www.youtube.com/@cokhivntech
#maychanton #maychanthuyluc #maychan #chankimloai #maychanthuyluc #mayhanlaser #maycatlaser #maydot #thietbicokhi #vntech #nvd #ilm