Các Loại dao cối máy chấn
Tùy thuộc vào ứng dụng và yêu cầu uốn cong, có nhiều hình dạng hình học khác nhau cho các đầu đột và khuôn của dụng cụ máy chấn thủy lực để thực hiện uốn tấm kim loại tiêu chuẩn hoặc đặc biệt. Nếu không có kết nối với hệ thống kẹp máy ép thủy lực thì loại dụng cụ rất quan trọng, nếu không thì không thể đạt được độ uốn cong cần thiết.
 |
Dao cối máy chấn tiêu chuẩn
Dao cối máy chấn tiêu chuẩn cho máy ép thủy lực được yêu cầu để thực hiện các cú uốn đơn giản theo độ cần thiết theo thiết lập và hành trình của dầm máy. Đục tiêu chuẩn có nghĩa là đục hình dạng thẳng để tạo ra các cú uốn dễ dàng. Bán kính của cú uốn bên trong và góc theo hình dạng của đục. Các công cụ tiêu chuẩn thường là công cụ cổ điển để thực hiện uốn hộp và các bộ phận hình dạng đơn giản bằng máy ép thủy lực của bạn. |
 |
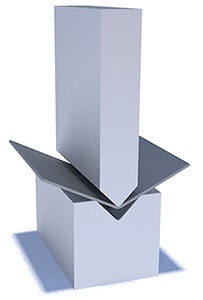
Dao cối chấn R
Nếu bán kính bên trong lớn hơn tiêu chuẩn và cần đạt được thì có thể sử dụng đục bán kính hoặc chèn bán kính cho giá đỡ đục có bán kính mong muốn để thực hiện uốn bán kính thẳng lớn. Tùy thuộc vào bán kính thường sử dụng khuôn có lỗ mở lớn. Tùy thuộc vào khả năng R = 50 hoặc thậm chí R = 100 có thể được sử dụng. Máy ép thủy lực có trọng tải lớn được sử dụng rộng rãi cho các cấu hình vật liệu dày cho các ngành công nghiệp nặng.
Sản phẩm chấn bán kính cũng có thể khác nhau, ví dụ như kiểu cổ ngỗng để thực hiện uốn cong với bán kính hình chữ U. |
 |
Dao cối cổ ngỗng- Dao C
Để tạo hình chữ U hoặc rãnh, đục thẳng có lẽ không thể sử dụng được vì va chạm với chi tiết và kim loại của đục. Vì mục đích này, đục cổ ngỗng thường được sử dụng với hình dạng có khả năng không tiếp xúc với mặt bích cuối cùng của chi tiết (hình dạng bên trong bán kính). Cổ ngỗng có nghĩa là việc thực hiện đục đặc biệt để có lỗ mở ở giữa cho phần cuối của chi tiết. Nhiều loại đục cổ ngỗng có thể rất lớn từ kích thước nhỏ đến lớn. |
 |
Dao cổ ngỗng đặc biệt
Đối với các hình dạng cấu hình phức tạp có hình dạng khép kín, các cấu hình hình chữ C đặc biệt, v.v. để thực hiện các giường theo hình chữ U và sau đó – lần uốn cuối cùng để đóng cấu hình, chúng tôi sẵn sàng phát triển và cung cấp các đục cổ ngỗng đặc biệt theo hình dạng đặc biệt của cấu hình của bạn.
Các dao này được sản xuất theo hình dạng của cấu hình, khả năng và hành trình của máy ép phanh của bạn trong quá trình uốn để tránh mọi va chạm và thường thực hiện công việc bằng một công cụ ngay cả khi thường phải dùng nhiều đục khác nhau. |
|
|
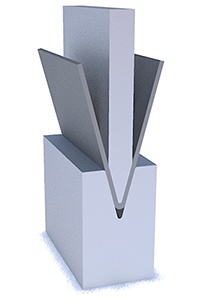
Dao cối chấn góc nhọn
Để thực hiện uốn cong sắc nét, thường sử dụng đấm và khuôn có góc 26-28-30 độ (hoặc đấm dao). Lý do cho các yêu cầu về uốn cong sắc nét có thể khác nhau nhưng thường là uốn cong trước (uốn cong đầu tiên) của bộ phận cần làm phẳng sau khi từ bên này sang bên kia. Uốn cong trước theo cách như vậy có thể là lý do gây ra biến dạng tối thiểu trong quá trình làm phẳng sau này. |
|
Bộ dụng cụ viền/làm phẳng
Bộ viền/làm phẳng thường được sử dụng để thực hiện uốn cong sắc nét 26-28 độ và làm phẳng bằng cùng một dụng cụ nhờ vào cấu trúc đặc biệt của đột dập. Hoạt động làm phẳng có 2 bước: uốn cong sắc nét phần chính và làm phẳng phần thứ hai của phần uốn cong. Khả năng này có giới hạn tùy theo độ dài cần thiết của việc làm phẳng và độ dày vật liệu. Bộ làm phẳng tiêu chuẩn nói chung có thể được sử dụng cho kim loại mỏng |
 |
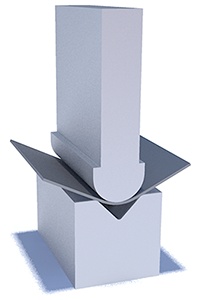
Dao cối chấn chữ Z
Dụng cụ ép phanh đặc biệt (bộ đột dập và khuôn hoặc dụng cụ bù trừ) có thể được sử dụng cho các biến dạng đặc biệt với cách dập, ví dụ uốn chữ Z trong một lần uốn. Để thực hiện uốn theo cách này, hình dạng hình dạng thường được sử dụng để cách giải biến dạng khác với uốn khí.
Công việc dập chung khác là tạo gân trên tấm kim loại bằng cách sử dụng máy ép phanh. |
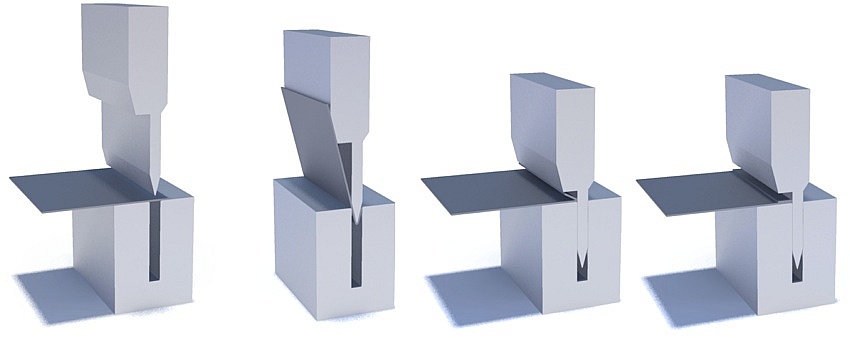
Công nghệ dao chấn
Uốn bằng khí nén – công nghệ uốn bằng máy ép thủy lực, trong đó chi tiết tiếp xúc với các cạnh ngoài của khuôn và với đầu của đầu đục ở giữa. Quá trình uốn được thực hiện bằng đầu đục, đầu đục di chuyển theo lực hướng về tâm khuôn và thường không tiếp xúc với khuôn cùng với chi tiết. Nhìn chung, phần mở chữ V sâu hơn để bù lại độ bật trở lại của chi tiết sau khi uốn. Uốn bằng khí nén là công nghệ uốn kim loại tấm tiêu chuẩn và phổ biến nhất bằng máy ép thủy lực.
Uốn đáy – nguyên lý uốn phía sau, trong đó khuôn tiếp xúc với chi tiết để di chuyển về phía đầu đục để thực hiện uốn. Máy ép thủy lực di chuyển khuôn thay vì đầu đục trong quá trình uốn bằng khí nén, do đó tiếp xúc với chi tiết có hai điểm. Uốn đáy có thể được sử dụng với kết cấu phía sau của máy có dầm đáy di động của máy ép thủy lực hoặc một số ứng dụng rất đặc biệt.
Đúc khuôn hoặc dập – nguyên lý uốn thực chất là dập trong đó chi tiết tiếp xúc hoàn toàn với hình dạng của đầu đột và khuôn khi chúng được kết nối ở cuối phần uốn. Công nghệ này cho phép tạo hình chữ Z của chi tiết, rãnh, gờ hoặc biến dạng đặc biệt khác. Các công cụ này là duy nhất cho hình dạng chi tiết và sao chép hình dạng của chi tiết. Đúc khuôn hoặc dập đòi hỏi lực uốn lớn và có thể thực hiện mà không cần độ chính xác cao.
Uốn 3 điểm – công nghệ uốn đặc biệt dành riêng cho máy ép thủy lực của máy uốn Bystronic-Hammerle. Công nghệ này đặc biệt vì cấu trúc của khuôn và điều khiển phần dưới. Vị trí đáy ở giữa của khuôn tiếp xúc với chi tiết trong quá trình uốn và được điều khiển bằng CNC. Công nghệ này được tuyên bố là tốt nhất cho các chi tiết đặc biệt và phức tạp cùng với độ chính xác cao nhất của phần uốn.
Chi tiết máy
Lực uốn – lực uốn được tuyên bố cho máy ép thủy lực là lực tối đa thu được khi uốn. Lực uốn được tính theo độ dày của chi tiết, vật liệu và yêu cầu uốn.
Chiều dài uốn – chiều dài uốn được công bố là chiều dài của bàn và chiều dài tối đa có thể cho việc lắp đặt dụng cụ. Chiều dài uốn thường cho thấy khả năng uốn bằng máy ép thủy lực. Chiều dài uốn có thể là chiều dài tiêu chuẩn (thường được công bố) hoặc bên trong các cột (tương tự như khoảng cách giữa các cột) đối với các chi tiết yêu cầu định vị sâu bên trong họng.
Dầm di chuyển, di chuyển, di chuyển ngang – thường là dầm trên cùng của máy được di chuyển cùng với đục về phía khuôn để thực hiện uốn. Dầm có chuyển động được kiểm soát bằng hệ thống thủy lực hoặc điện.
Hành trình của máy ép thủy lực – hành trình được công bố của dầm để di chuyển từ vị trí trên cùng. Hành trình uốn cùng với các chi tiết và kích thước của đục và khuôn là cần thiết để nghiên cứu khả năng uốn.
Độ mở của máy ép thủy lực, ánh sáng ban ngày – khoảng cách tối đa có thể từ vị trí trên cùng của dầm và bàn dưới cùng mà không cần lắp dụng cụ.
Backgauge của máy ép thủy lực – backgauge là hệ thống chính ở phía sau máy ép thủy lực được sử dụng làm chốt chặn hoặc cố định vị trí của chi tiết trong quá trình uốn. Backgauge là bộ phận phức tạp với các chuyển động riêng biệt từ thủ công đến servodrive lên đến 6 trục di chuyển với điều khiển CNC cho các chi tiết và chương trình phức tạp.
Crowning, deflection – máy ép thủy lực vì kết cấu có độ võng cấu trúc bên trong trong quá trình uốn được tính toán và là đối tượng để loại bỏ độ chính xác của quá trình uốn. Tùy thuộc vào kết cấu của máy ép thủy lực, việc bù các độ võng như vậy có thể được tích hợp trong kết cấu, tay quay thủ công, thủy lực với điều khiển CNC, v.v.
Kẹp, cố định dụng cụ – các đơn vị và hệ thống để kẹp các đầu đột và khuôn với dầm và bàn máy ép thủy lực. Có nhiều hệ thống kẹp và cố định dụng cụ khác nhau tùy thuộc vào kiểu máy và nhà sản xuất, khả năng của máy, v.v. Kẹp được kết nối với các đơn vị giữ đầu đột và giữ khuôn làm phần giữa của kết nối. Nhìn chung, kẹp là thủ công nhưng có thể thay thế bằng các bộ phận khí nén hoặc thủy lực.
Chi tiết dụng cụ
Dụng cụ trên cùng hoặc đầu đột – dụng cụ trên cùng được kết nối với dầm trên cùng của máy ép thủy lực.
Khuôn – dụng cụ dưới cùng được kết nối với bàn dưới cùng.
Giá đỡ đột – bộ phận kẹp trên cùng với các thành phần cố định và các thành phần trung gian để giữ đột bên trong bộ phận.
Giá đỡ khuôn – dụng cụ kẹp dưới cùng với các thành phần cố định để giữ khuôn trên bàn.
Góc của dụng cụ – góc của đầu đột hoặc rãnh khuôn tùy theo hình dạng dụng cụ.
Bán kính của dụng cụ – bán kính của đầu đột ở đầu hoặc bán kính ngoài của khuôn (hai điểm ngoài của khuôn) hoặc bán kính trong của khuôn (bán kính trong bên trong rãnh của khuôn).
Rãnh của khuôn – rãnh trong của khuôn (lỗ chữ V) là chi tiết của dụng cụ dưới cùng.
Khuôn nhiều chữ V – khuôn đặc biệt có nhiều lỗ chữ V ở các mặt khác nhau để sử dụng phổ biến.
Khuôn chữ T – Khuôn chữ T giống như khuôn chữ 1-V với các chiều cao khác nhau.
Chiều cao và chiều rộng của dụng cụ – kích thước bên ngoài của dụng cụ.