1. Khí cắt phụ trợ là gì?
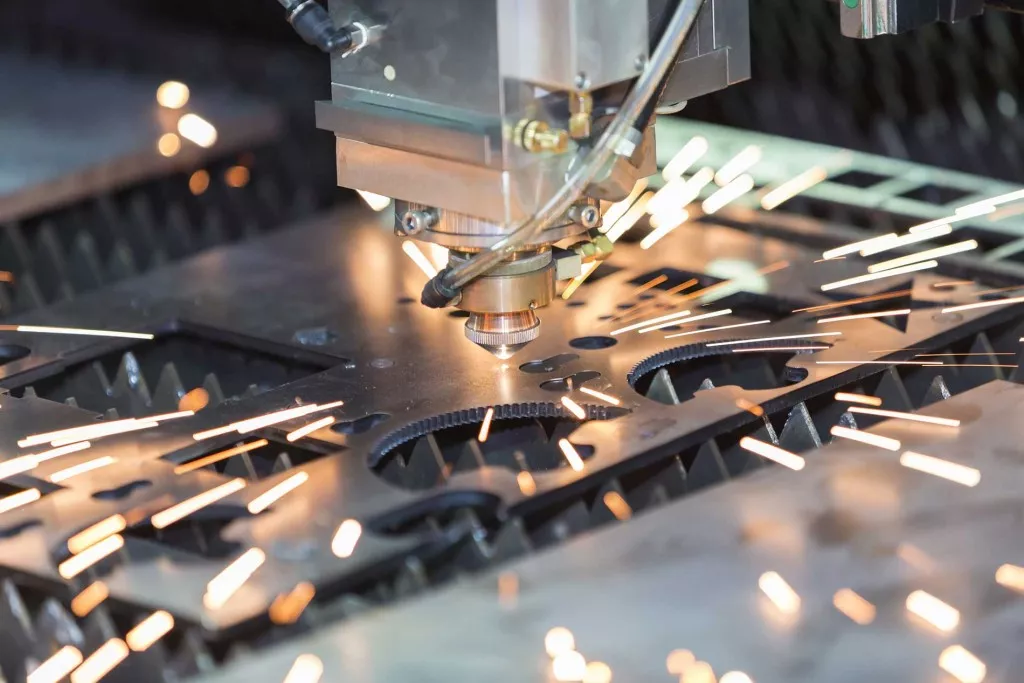
Khí phụ trợ trong quá trình cắt laser là một yếu tố quan trọng đóng vai trò trong việc tối ưu hóa hiệu suất và chất lượng của quá trình cắt. Thông thường, các loại khí như khí oxy, khí nitơ và khí khí nén được sử dụng như là khí cắt phụ trợ, mỗi loại đều có các ứng dụng và ưu điểm riêng.
2. Phân loại khí cắt phụ trợ
Các khí phụ trợ thường được sử dụng để cắt laser là oxy (O2), nitơ (N2) và khí nén. Trong một số trường hợp, argon (Ar) cũng được sử dụng. Việc lựa chọn khí cắt có thể được chia thành khí áp suất cao và áp suất thấp dựa trên áp suất khí.
Các chức năng chính của khí phụ trợ trong cắt laser như sau:
- Hỗ trợ quá trình đốt cháy và tản nhiệt
- Thổi bay các mảnh vụn nóng chảy được tạo ra trong quá trình cắt một cách kịp thời
- Ngăn chặn các mảnh vụn nóng chảy bật lại vào vòi phun và bảo vệ thấu kính lấy nét.
Khi lựa chọn công nghệ cắt laser khác nhau, việc lựa chọn khí phụ trợ có thể khác nhau tùy theo vật liệu cắt khác nhau và công suất của máy cắt laser. Dưới đây là các đặc điểm, công dụng và phạm vi ứng dụng của các loại khí phụ trợ khác nhau:
a) Oxy
Oxy (O2) chủ yếu được sử dụng để cắt vật liệu thép cacbon . Nhiệt sinh ra từ phản ứng hóa học của oxy và sắt thúc đẩy quá trình nóng chảy thu nhiệt của kim loại, giúp cải thiện đáng kể hiệu quả cắt và cho phép cắt các vật liệu dày hơn, nâng cao hiệu suất của máy cắt laser.

Tuy nhiên, việc sử dụng oxy cũng dẫn đến sự hình thành màng oxit rõ ràng trên lưỡi cắt và có tác dụng làm cứng vật liệu xung quanh, điều này có thể ảnh hưởng đến quá trình xử lý tiếp theo. Cạnh cắt của vật liệu có màu đen hoặc vàng đậm.
Các tấm thép carbon thường sử dụng phương pháp cắt oxy bằng khoan áp suất thấp hoặc cắt áp suất thấp.
b) Nitơ
Khi nitơ (N2) được sử dụng làm khí phụ trợ cho quá trình cắt, nó sẽ tạo thành bầu không khí bảo vệ xung quanh kim loại nóng chảy để ngăn chặn quá trình oxy hóa và hình thành màng oxit, từ đó thực hiện quá trình cắt không bị oxy hóa.
Tuy nhiên, do nitơ không phản ứng với kim loại nên khả năng cắt không tốt bằng oxy, chất có nhiệt phản ứng. Ngoài ra, việc cắt bằng nitơ tiêu thụ lượng nitơ nhiều hơn nhiều lần so với việc cắt bằng oxy, khiến chi phí trở nên đắt hơn.
Bề mặt cắt không bị oxy hóa có đặc tính hàn trực tiếp, phủ và chống ăn mòn mạnh, mặt cuối của vết mổ có màu trắng. Nitơ thường được sử dụng để cắt thép không gỉ, tấm mạ kẽm , tấm hợp kim nhôm và nhôm, đồng thau và các vật liệu khác bằng cách đục lỗ áp suất thấp và cắt áp suất cao.
Điều quan trọng cần lưu ý là tốc độ dòng khí có tác động đáng kể đến việc cắt khi sử dụng nitơ. Khi đảm bảo áp suất khí cắt cần đảm bảo đủ lưu lượng khí.
c) Khí nén
Khí nén, có thể dễ dàng có được và rất rẻ do được cung cấp trực tiếp từ máy nén khí, là lựa chọn kinh tế và thiết thực nhất khi không có yêu cầu khắt khe về màu sắc của vết rạch vật liệu.

Mặc dù không khí chỉ chứa khoảng 20% oxy, hiệu quả cắt của nó thấp hơn so với cắt bằng oxy, nhưng khả năng cắt của nó gần bằng nitơ, hiệu suất cắt cao hơn một chút so với cắt nitơ. Mặt cuối của quá trình cắt không khí có màu vàng.
3. So sánh kinh tế giữa cắt laser khí nén và cắt laser nitơ
Hiện nay, nitơ lỏng trên thị trường khoảng 1400 nhân dân tệ/tấn. Nitơ lỏng để cắt laser cần bể Dewar, thường là 120 kg/lon, giá 1kg là hơn 3 nhân dân tệ. Theo 1400 nhân dân tệ/tấn, trọng lượng riêng của nitơ ở trạng thái tiêu chuẩn là 1,25 kg/m3. Do đó, mức tiêu thụ nitơ lỏng tối đa trong bể Dewar là khoảng 120/1,25 = 96 Nm3. Chi phí nitơ trên mỗi Nm 3 là 168/96 = 1,75 nhân dân tệ/Nm3.
Nếu sử dụng máy nén khí để cung cấp khí nén 16 bar thì có thể cung cấp 1,27 m3 mỗi phút. Công suất đầu vào đầy tải của loại máy nén khí này là khoảng 13,4 kW. Nếu giá điện công nghiệp được tính là 1,0 nhân dân tệ/kWh thì chi phí không khí trên m 3 là 13,4 × 1,0 / (1,27×60) = 0,176 nhân dân tệ/m3. Theo mức tiêu thụ thực tế 0,5 m3 khí mỗi phút và máy cắt laser làm việc 8 giờ một ngày, chi phí tiết kiệm được khi cắt bằng không khí so với cắt bằng nitơ là: (1,75 – 0,176) × 8 × 60 × 0,5 = 378 nhân dân tệ.

Nếu máy cắt laser hoạt động 300 ngày trong năm thì có thể tiết kiệm được chi phí tiêu thụ gas: 378 x 300 = 113400 nhân dân tệ. Vì vậy, việc sử dụng khí nén thay vì cắt nitơ là rất tiết kiệm và thiết thực. Chi phí gas tiết kiệm được trong một năm đủ để mua ba máy nén khí tích hợp chất lượng cao.
—————————————
Được thành lập bởi các kỹ sư có kinh nghiệm trên 10 năm trong ngành gia công tấm với nền tảng kỹ thuật và uy tín cao trên thị trường, Công ty Cổ phần Giải pháp cơ khí VNTECH là đơn vị chuyên cung cấp dịch vụ, máy móc, thiết bị và giải pháp gia công tấm tại Việt Nam.
VNTECH – XÂY DỰNG GIÁ TRỊ BỀN VỮNG
🔹Trụ sở chính: Số 39, ngõ 285 Phúc Lợi, Q.Long Biên, TP.Hà Nội
🔹CN Đà Nẵng: Số 20 Nguyễn Sinh Sắc, Q.Liên Chiểu, TP.Đà Nẵng
🔹CN HCM: 43 Đường N2, KP Thống Nhất, Q.Dĩ An, T.Bình Dương
🔹Hotline: 0984.537.333
🔹Mail: sale@vntechcnc.vn
🔹Facebook: https://www.facebook.com/vntechcnc
🔹Website: https://thietbivntech.vn/
🔹Youtube: https://www.youtube.com/@cokhivntech
#maychanton #maychanthuyluc #maychan #chankimloai #maychanthuyluc #mayhanlaser #maycatlaser #maydot #thietbicokhi #vntech #nvd #ilm