1. điều chỉnh phù hợp với các thông số cắt
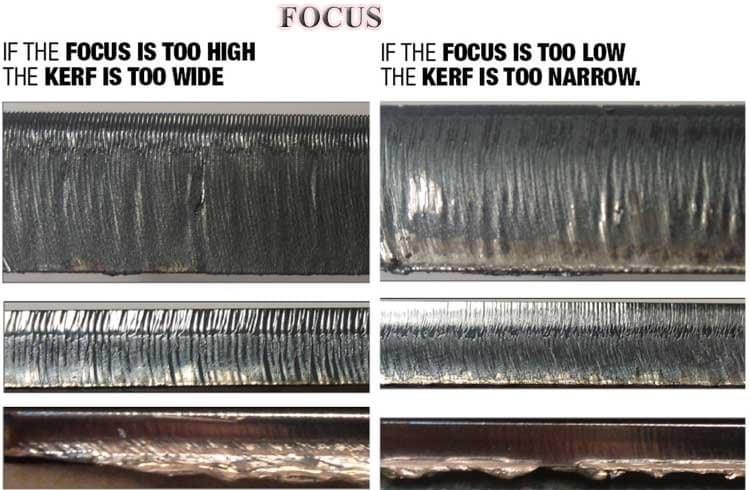
điểm tập trung quá cao trong vết cắt có thể để lại spiky dross; tập trung quá thấp trong vết cắt mang lại tốc độ cắt chậm hơn và có thể để lại hạt, một dấu hiệu kể của việc “quá tràn. ”
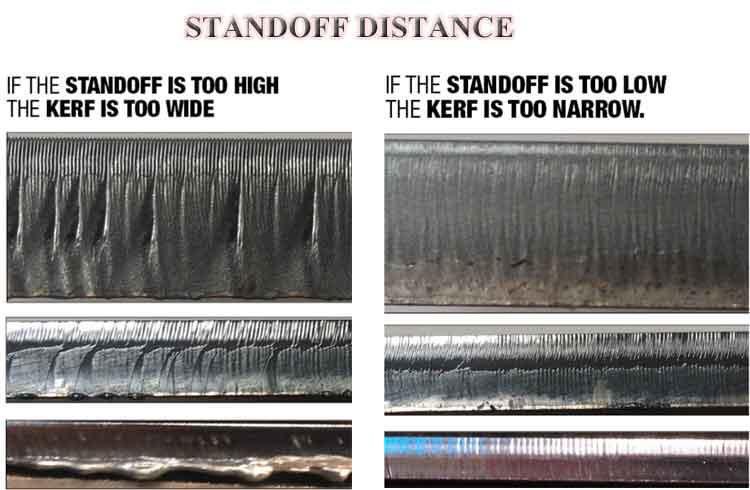
Đúng là việc đặt sự đứng lên quá cao khiến khí hỗ trợ gặp rắc rối sơ tán kim loại nung chảy sạch sẽ và hiệu quả khỏi kerf



2. Hỗ trợ sử dụng gas.
Cắt bằng thép không gỉ, áp suất N2 có thể đạt 2MPa, độ tinh khiết 99,999%; Công suất Carburetor là 50N3/H với áp suất thiết kế 2.5MPA. Khi sử dụng với xi lanh N2 nhỏ để cắt, máy đo ni tơ áp suất cao là một thiết bị cần thiết với khoảng từ 0 đến 6MPa.
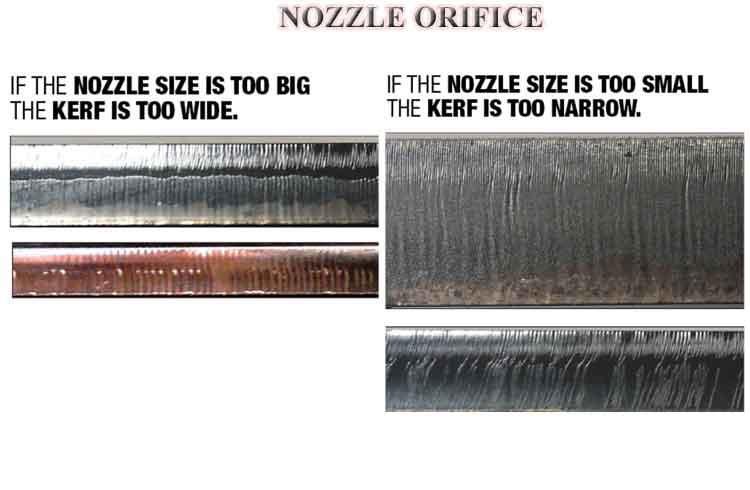
Khí hỗ trợ ni tơ có thể chiếm 35 đến 50 phần trăm chi phí biến đổi trong việc cắt laser. điều quan trọng để kiểm soát rằng consumption.it là cần thiết để chọn đường kính mũi nhỏ nhất mà bạn có thể sử dụng để đạt được chất lượng và hiệu suất mong muốn.
Cân nhắc cắt oxy
Cắt oxy cho thép carbon bằng phản ứng ngoài. Áp suất tối đa của O2 nên đạt 1Mpa và độ tinh khiết ít nhất 99,9%.
Thép carbon cắt oxy có lợi từ mức độ tinh khiết khí oxy cao hơn. Mức độ tinh khiết oxy đóng vai trò quan trọng. tăng độ tinh khiết toàn cầu oxy lên 99,95 phần trăm hoặc cao hơn— lên 99,98 hoặc 99,99 phần trăm— chúng ta có thể tăng tốc độ cắt giảm sản lượng đáng kể, đôi khi từ 30 đến 40 phần trăm.
Bất kỳ thay đổi nào trong phản ứng ngoài nước, điều đó có thể ảnh hưởng đến hiệu suất cắt. Phản ứng ngoại vi hoạt động kết hợp với tốc độ lưu lượng khí (thấp hơn nhiều so với việc cắt nitơ) để đốt cháy và sơ tán vật liệu nóng chảy và ổ chuột. Nếu vật liệu tan chảy và lớp ôxy hóa đó không được loại bỏ hiệu quả, nó vẫn giữ nguyên như một cái bur ở cạnh vết cắt
3. Đầu mũi cho máy Laser sợi
Cần thiết phải sử dụng mũi vòi phù hợp với các cấu trúc phù hợp.
Hãy chú ý đến vết phun dính trên mép mũi hoặc tường trong. Sự phát tán lốc làm gián đoạn động lực lưu lượng khí và làm mất làn sóng sốc siêu âm trên kerf. Làn sóng giật làm cho việc di tản kim loại chảy thất thường, và một số kim loại làm nguội trước khi nó thoát khỏi khu vực cắt, làm cứng lại trong khi vẫn bám chặt ở cạnh cắt dưới cùng. Nói cách khác, bạn có một cái burr.
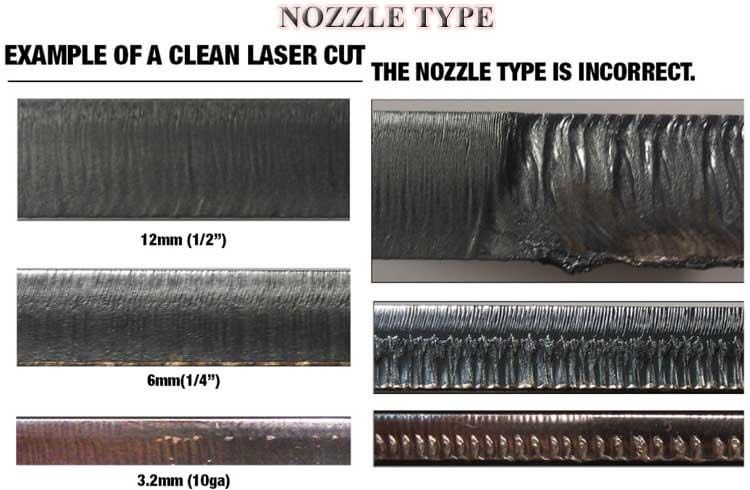
Hầu hết các mũi là hình trụ và rất có khả năng cho nhiều loại dày tấm. Một số mũi vòi, phù hợp với một phạm vi hẹp (thường dày hơn), có hình dạng hội tụ và lệch lạc, được thiết kế để cho dòng khí bao bọc tia hội tụ và lệch lạc tương tự, hoặc đồng hồ cát, hình dạng.
Hình dáng đồng hồ cát của tia khi nó đi vào và thoát ra điểm tập trung, cùng với vị trí và bản chất của phản ứng ngoài trời khi cắt oxy, tạo ra cạnh cắt đặc trưng đó được nhìn thấy trên tấm dày hơn. Chất liệu càng dày, bạn càng có nhiều sự khác biệt về năng động khí và hình tia laser giữa mặt trên và mặt dưới của vết cắt. Mép mịn ở phía trên và trở nên thô ráp sâu hơn trong vết cắt, cuối cùng biến thành những đường thô ráp ở phía dưới.