Hệ điều khiển NVD là hệ điều khiển máy chấn CNC. có thể tích hợp lên máy chấn NC.
Ưu điểm:
-
Hỗ trợ người dùng: dễ thao tác, lập trình trực quan
-
Độ ổn định cao, chính xác
1. Sơ lượt
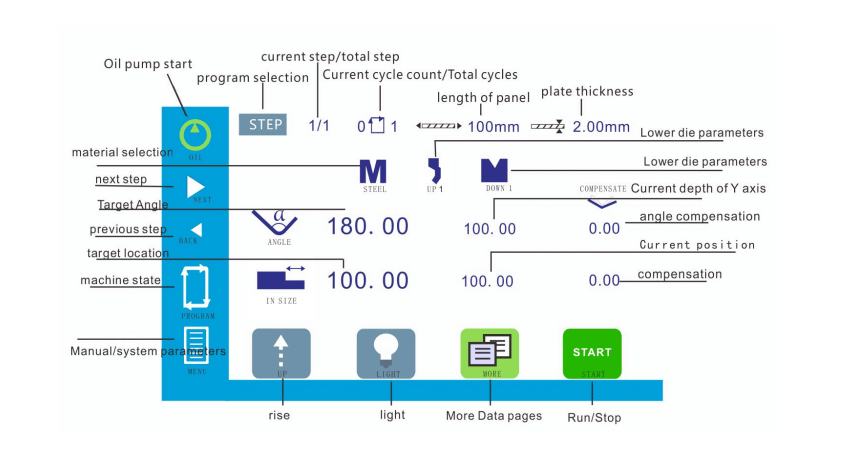
1.1 LẬP TRÌNH / CHẠY hệ điều khiển NVD
1.2 Nhiều chương trình
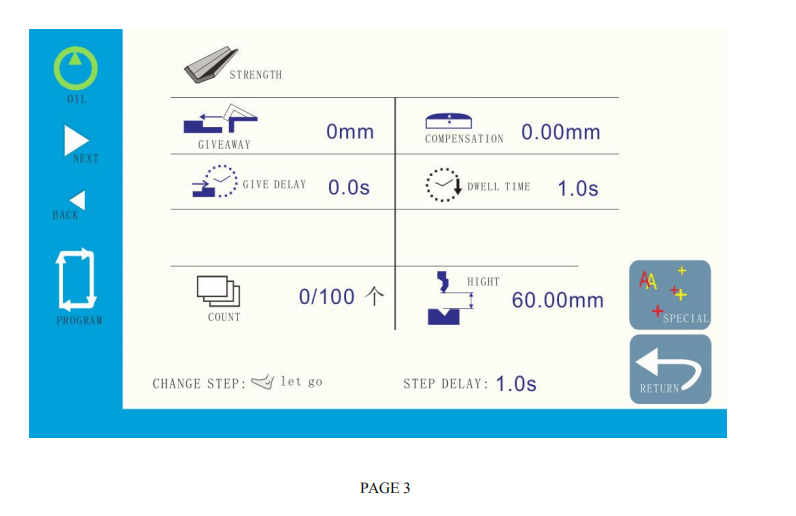
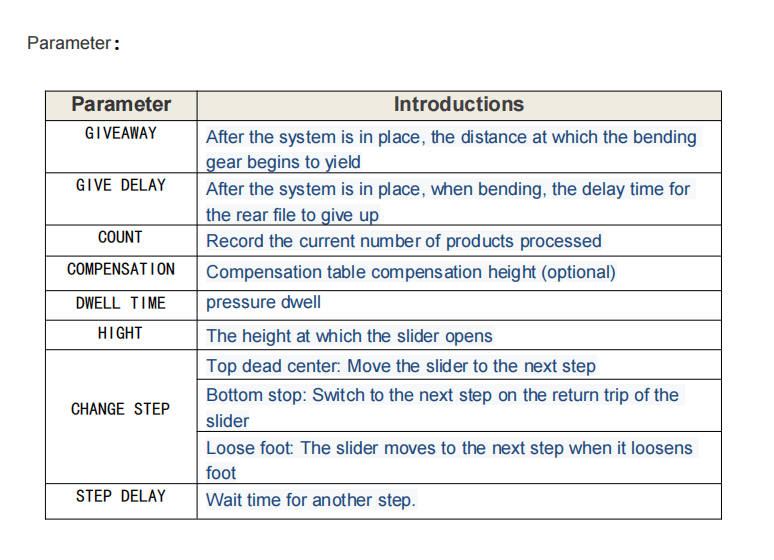
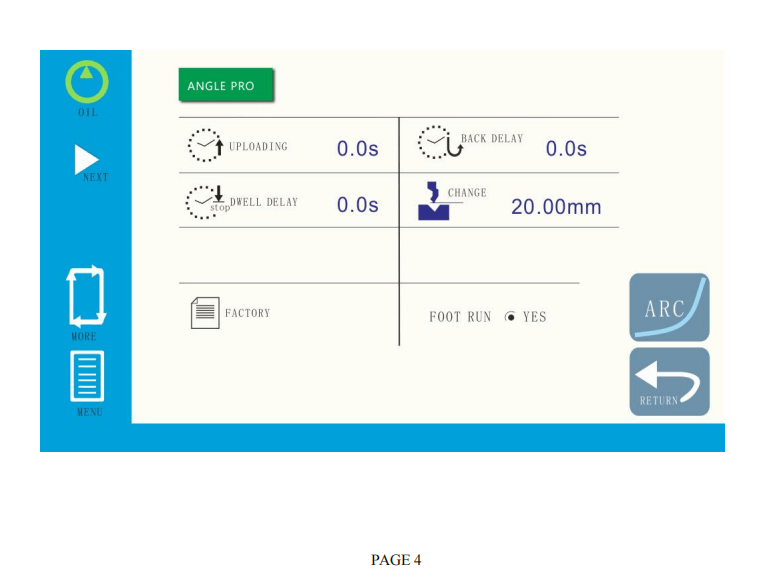
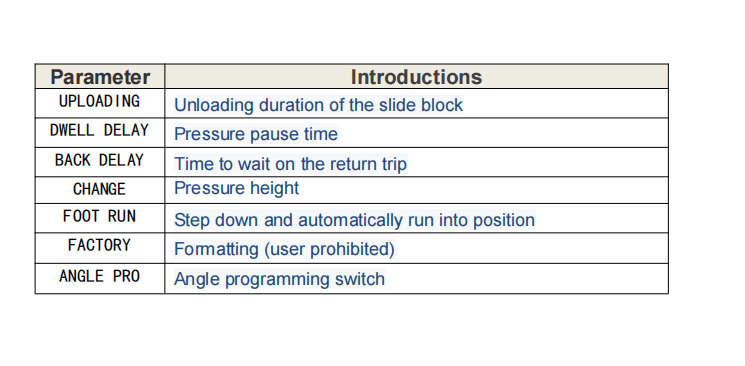
1.3 Thông số nâng cao
1.4 Chọn chế độ
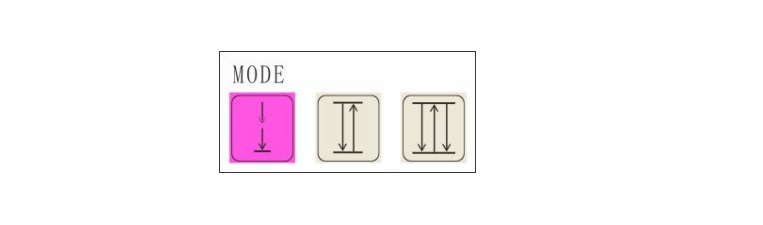
Kiểm soát bước nhảy Đơn: Tự động quay lại sau khi kết thúc một khúc cua
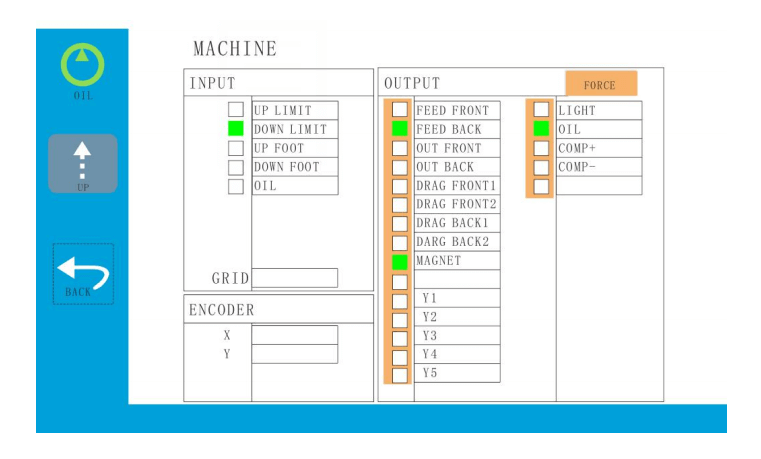
1.6. CHẨN ĐOÁN MÁY
Trạng thái máy cho phép bạn xem tất cả trạng thái của máy chấn tôn:
2. Hệ thống xử lý lỗi
Khi hệ thống được sử dụng lần đầu tiên, cần phải gỡ lỗi máy để đạt được mục đích của người dùng.
Bạn cần thực hiện các bước sau để gỡ lỗi.
2.1 Giá trị cài đặt bộ điều khiển máy chấn NVD
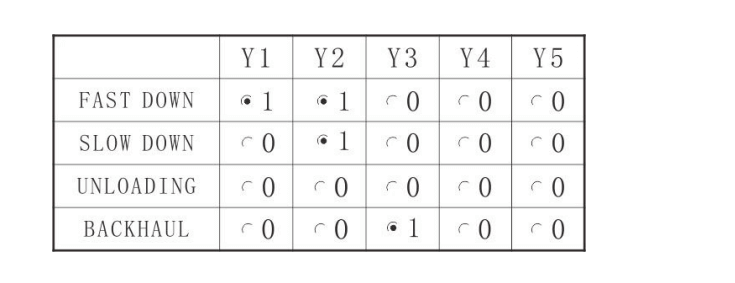
Đi xuống: Đi xuống.
Làm chậm: Hành động gây áp lực.
Unloading: Hành động dỡ hàng.
Backhaul: Hành động quay lại.
2.2 Hiệu chỉnh
2.2.1 Trục X

Làm theo các bước trên, bạn đã sẵn sàng để điều chỉnh Góc uốn.
2.3 Chỉnh góc chấn
Đầu tiên, chúng tôi đặt kích thước dao cối máy chấn tôn:
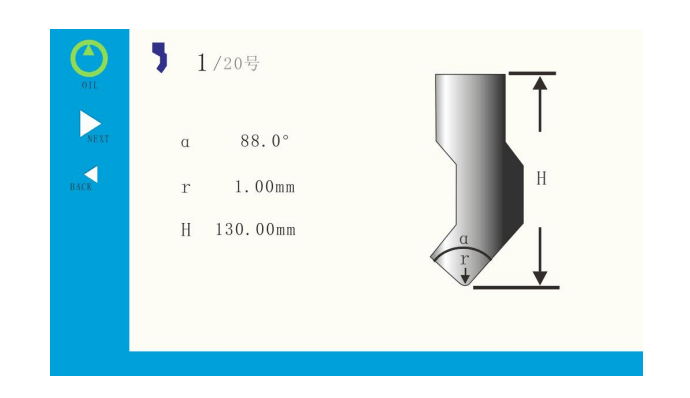
2.3.1 Dao chấn
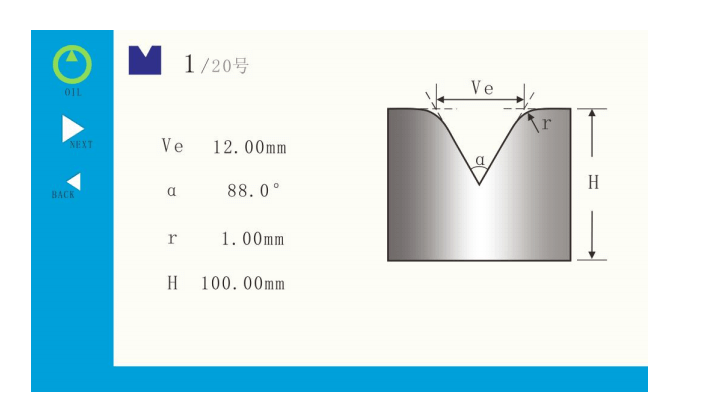
2.3.2 Cối chấn
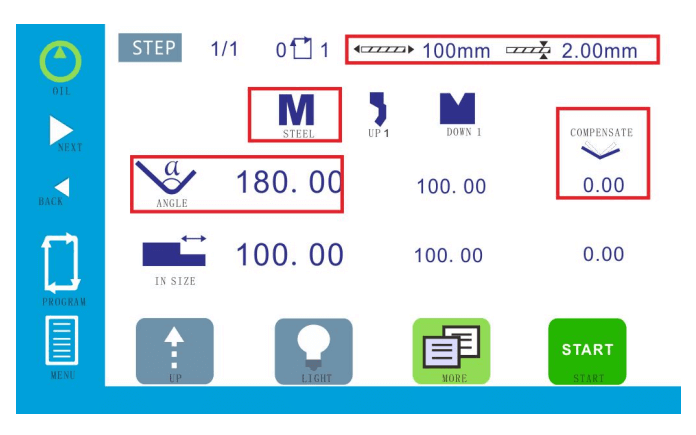
2.3.3 Thông số cài đặt khác
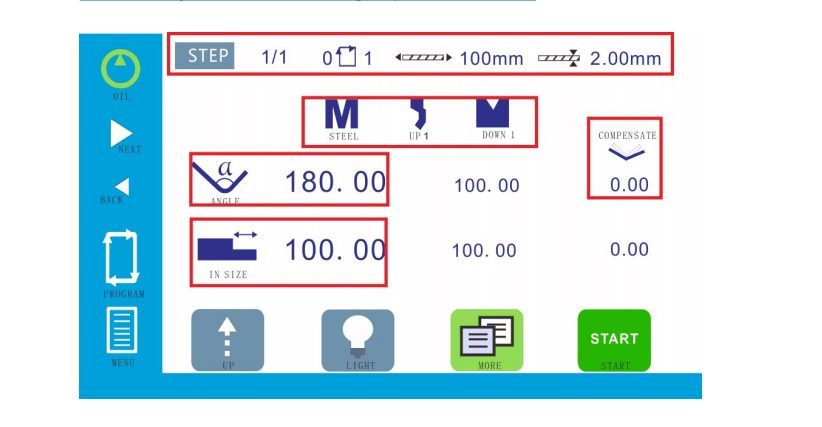
Thông số được khoanh đỏ
2.4 Hiệu chỉnh góc
Thiết lập khuôn trên, khuôn dưới, vật liệu, độ dày tấm và chiều dài tấm, nhấp vào menu và nhập gỡ lỗi thủ công. Uốn một góc theo ý muốn, sau đó nhấp vào điểm tham chiếu tọa độ và nhập mật khẩu 1212. Góc thực tế xuất hiện, nhập Góc thực tế đã đo và Góc được hiệu chỉnh. Sơ đồ dưới đây:

2.5 Hiệu chỉnh chiều dài máy chấn tôn NVD

Khi người dùng sử dụng thước bên trong để uốn cong và nhập kích thước của thước bên trong là 100, nếu số đo thực tế là 101, sau đó nhấp vào menu thủ công và thay đổi điểm tham chiếu tọa độ thành 101. Khi người dùng sử dụng kích thước bên ngoài để uốn cong, nếu kích thước bên ngoài thực tế là 5, hãy chuyển sang đầu của kích thước bên ngoài, nhập 105, rồi chuyển sang kích thước bên trong. Nếu kích thước bên trong là 103, hãy nhấp vào menu trong sổ tay và thay đổi điểm tham chiếu tọa độ thành 103.
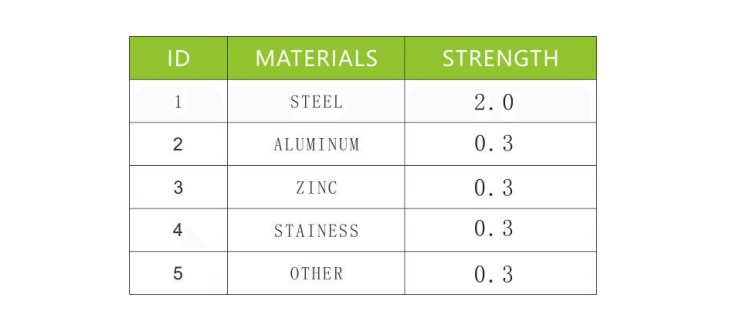
2.6 Loại vật liêu
Khi người dùng cần uốn ván dài, vì ván dài có độ nẩy lớn hơn ván ngắn, nên trong cùng một Góc gấp, ván dài cần được ép sâu hơn ván ngắn, để uốn đúng yêu cầu. Angle Tại thời điểm này, độ bền khung của vật liệu cần được thiết lập, như thể hiện trong hình dưới đây:
2.7 hiệu chỉnh thước
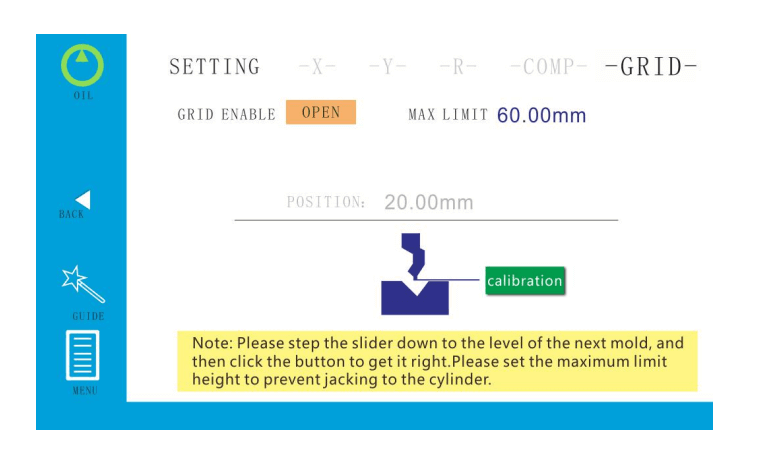
Trước khi thiết lập, vui lòng đóng thước lưới từ tính trước, bước khuôn trên và khuôn dưới đến vị trí bằng phẳng, sau đó nhấp vào phím để hiệu chỉnh, vị trí hiện tại sẽ tự động thay đổi thành 0mm, sau đó bước để dừng thanh trượt, kiểm tra xem nó sẽ kích xylanh dầu lên và thiết lập vị trí giới hạn tối đa.
2.8 Hệ thống bù máy chấn tôn NVD
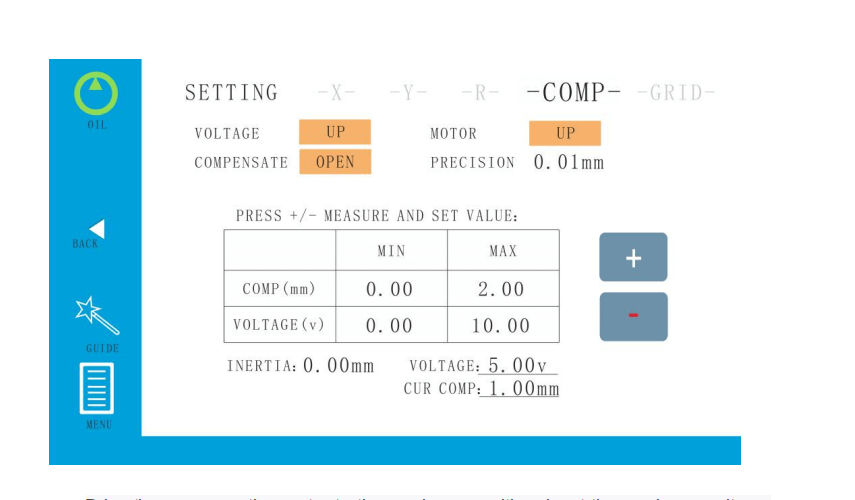
Điều khiển động cơ bù đến vị trí tối đa, nhập điện áp tối đa và chiều cao tối đa. Sau đó, động cơ bù được điều khiển đến vị trí tối thiểu, nhập điện áp tối thiểu và chiều cao tối thiểu.
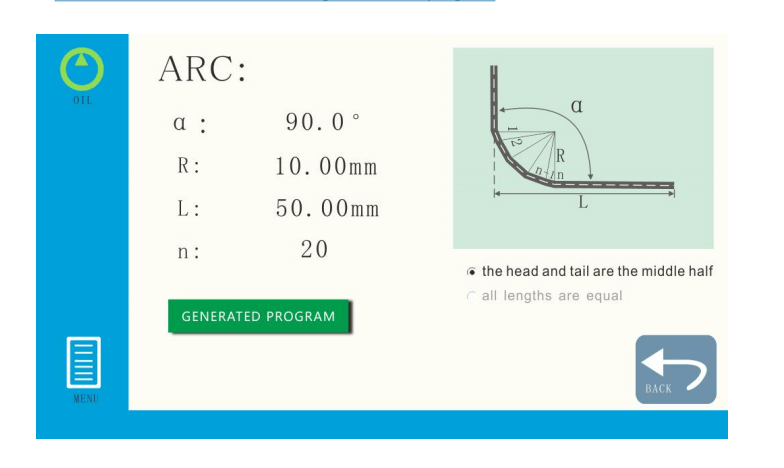
2.9 Chấn ARC
Để đặt kích thước của vòng cung, hãy nhấp để tạo chương trình
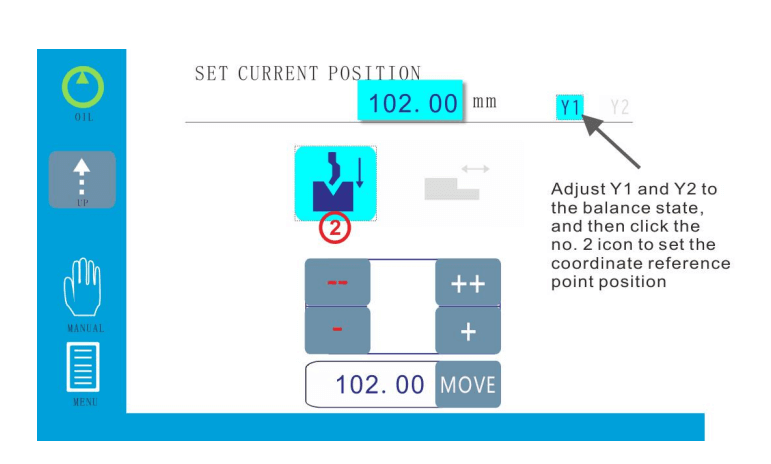
2.10 Trục Y1-Y2
3.Hướng dẫn người dùng máy chấn tôn NVD
3.1 chương trình 1 bước chấn
Người dùng chỉ cần một bước gia công khi như sau
3.2 Chương trình nhiều bước chấn

Các bước lập trình máy chấn tôn thủy lực
Đầu tiên thiết lập vật liệu, độ dày, tấm dài và đế khuôn, chiều cao mở và điểm thay đổi tốc độ, sau đó thiết lập kích thước mục tiêu và Góc uốn, thiết lập sau bước đầu tiên, nhấp vào thêm số bước xử lý (xem ở trên) , và sau đó nhấp vào chuỗi bước chèn, tại thời điểm này bạn có thể chỉnh sửa bước thứ hai, v.v. Trong quá trình lập trình, sẽ sao chép lập trình của tất cả các tham số trên bước。
4. Cảnh báo thường gặp máy chấn tôn dùng bộ điều khiển NVD
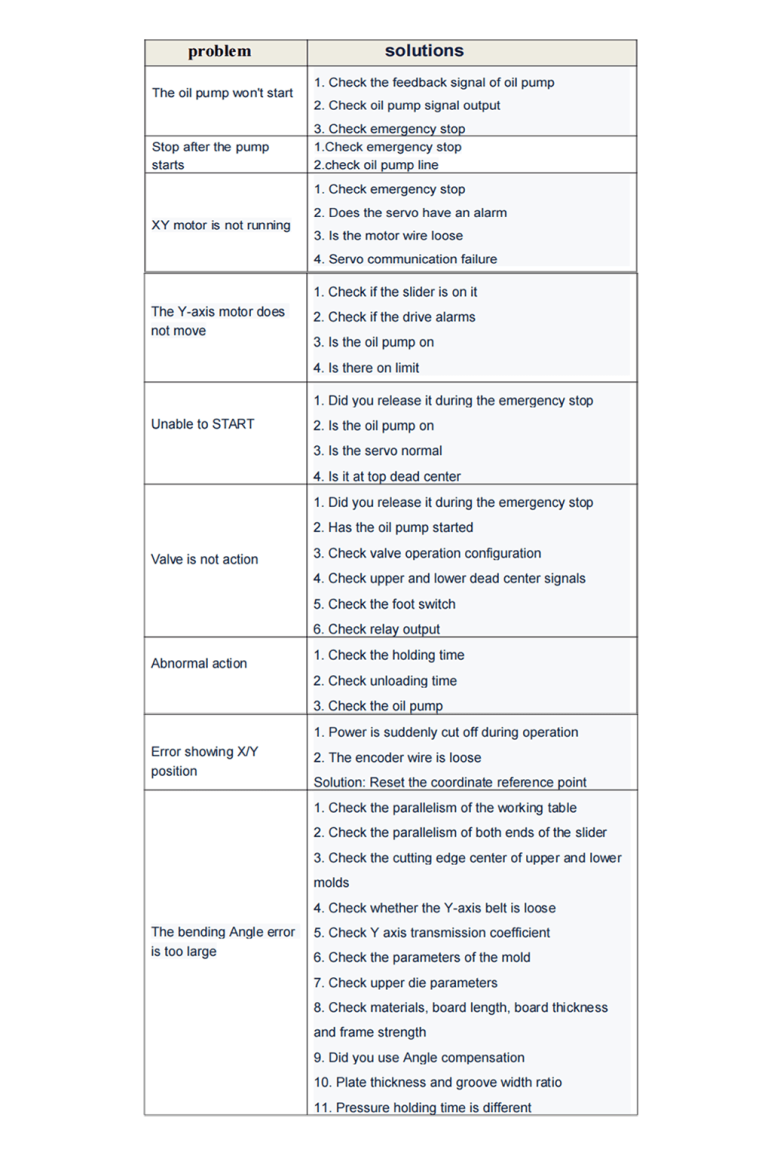
Xem thêm: