Có nhiều cách để uốn cong các bộ phận kim loại tấm trong quá trình chế tạo. Tuy nhiên, có hai phương pháp cơ bản chính là:
Máy lốc tôn
Quy trình chính xác theo từng phương pháp sẽ phụ thuộc vào vật liệu được uốn cong cũng như bộ phận được sản xuất. Các phương pháp ít được sử dụng hơn được sử dụng khi không thể uốn cong bằng các phương pháp đơn giản hơn.
Máy chấn tôn
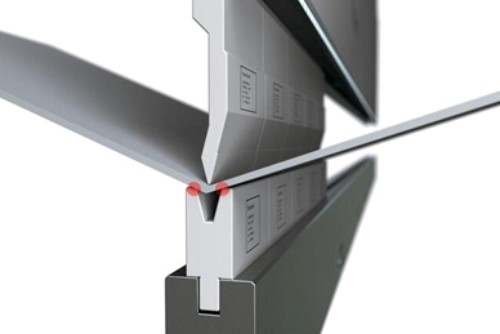
Máy chấn là một công cụ đã được sử dụng nhiều năm trong các cửa hàng chế tạo truyền thống trên toàn thế giới. Ở dạng đơn giản nhất, một chi tiết gia công được tạo hình giữa hai khuôn, như trong hình bên dưới.
Máy chấn có thể được sử dụng cho rất nhiều loại vật liệu tấm và tấm. Độ dày vật liệu từ 0,5 mm đến 20 mm có thể được đáp ứng nhờ tính linh hoạt của dụng cụ và mức công suất cao của máy móc thủy lực.
Máy chấn được xác định bởi hai thông số chung: Trọng tải và chiều rộng. Công suất hoặc ‘trọng tải’ của máy ép phanh đề cập đến lượng lực tối đa mà nó có thể tác dụng. Độ dày vật liệu, loại và bán kính uốn cong cho biết cần bao nhiêu tấn lực khi chế tạo một bộ phận. Chiều rộng đề cập đến chiều dài uốn cong tối đa mà máy ép có thể đạt được. Ví dụ, một máy chấn thông thường có thể là 100T x 3m (“máy ép phanh”).
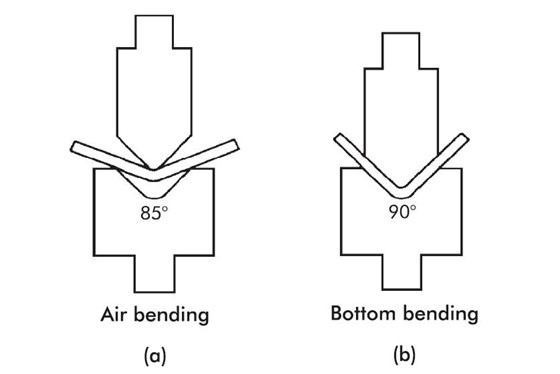
Quá trình uốn chấn được phân thành hai loại chính: uốn không khí và uốn đáy.
Uốn không khí
Phương pháp uốn chấn được sử dụng phổ biến nhất là uốn bằng không khí. Điều này liên quan đến việc sử dụng máy ép phanh với dụng cụ phía dưới có hình chữ v và dụng cụ đột trên cùng có hình dạng hẹp với một đầu tròn. Để tạo một đường cong, máy ép sẽ đẩy công cụ trên xuống dưới một khoảng cách đã đặt, uốn vật liệu vào trong công cụ phía dưới hình chữ v. Uốn bằng không khí được gọi là uốn bằng không khí vì có một khoảng trống giữa tấm kim loại được uốn và dụng cụ phía dưới khi tấm kim loại ở độ sâu uốn hoàn toàn.
Check our bestsellers!










Uốn đáy
Uốn đáy cũng sử dụng chày và khuôn hình chữ V phía dưới trong máy ép phanh. Sự khác biệt là dụng cụ đột đẩy toàn bộ tấm kim loại vào trong khuôn để tạo thành một đường uốn cong giống như hình dạng của khuôn. Góc uốn được chỉ định sẽ xác định khuôn cụ thể sẽ được sử dụng và do đó cần phải chọn khuôn chính xác cho mỗi lần uốn được thực hiện.
Việc uốn cong phía dưới tạo ra ít độ đàn hồi hơn và tạo ra các góc chính xác hơn. Tuy nhiên, mỗi bán kính uốn cong sẽ yêu cầu một khuôn đáy khác nhau và quá trình này đòi hỏi nhiều áp lực máy hơn. Với uốn không khí, nhiều góc uốn khác nhau có thể được tạo ra với cùng một khuôn, cần ít áp lực hơn và quá trình này diễn ra nhanh hơn.
Để có cái nhìn sâu sắc đầy đủ về cả hai phương pháp, hãy xem hướng dẫn của chúng tôi tại đây: Uốn đáy Vs Uốn khí.
Máy lốc tôn
Khi cần một hình trụ hoặc phần cong, tấm kim loại hoặc tấm có thể được cuộn theo độ cong yêu cầu. Điều này đạt được nhờ một cỗ máy gọi là con lăn. Con lăn có kích thước từ khoảng 3 feet/1 mét rộng đến hơn 5 mét. Độ dày của vật liệu bị uốn có thể dao động từ 1mm đến 50mm+.

Các máy cán phổ biến nhất có 3 cuộn, được sắp xếp như trong hình 4 bên dưới. Cuộn ở giữa hoặc cuộn trên được di chuyển đến gần các cuộn dưới cùng (trong một số trường hợp thì ngược lại), và vật liệu sau đó được di chuyển qua các con lăn khi chúng quay. Vật liệu biến dạng khi di chuyển qua các con lăn, tạo thành hình dạng cong.
Giống như tất cả các quá trình uốn, một số hiện tượng đàn hồi sẽ xảy ra khi lăn. Do đó, các bộ phận kim loại tấm thường được cuộn đến bán kính chặt hơn một chút so với yêu cầu để bù đắp cho điều này.
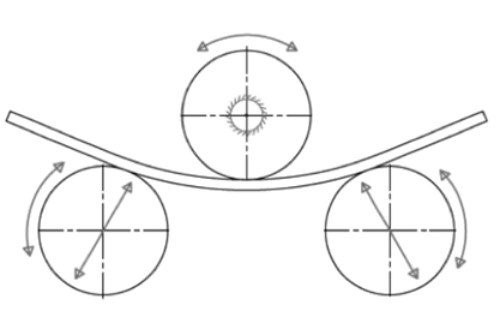
Sau khi quá trình cán hoàn tất, con lăn phía dưới có thể được điều chỉnh xuống dưới để giải phóng phần bị uốn cong của tấm kim loại. Mặt khác, hầu hết các máy cán cũng có khả năng mở ách phía trên như hình dưới đây.
Một nhược điểm khi sử dụng cán để tạo ra hình trụ là có thể cần phải thực hiện thao tác uốn trước để đảm bảo mỗi đầu của hình trụ gặp nhau sau khi cán xong.
—————————————
Được thành lập bởi các kỹ sư có kinh nghiệm trên 10 năm trong ngành gia công tấm với nền tảng kỹ thuật và uy tín cao trên thị trường, Công ty Cổ phần Giải pháp cơ khí VNTECH là đơn vị chuyên cung cấp dịch vụ, máy móc, thiết bị và giải pháp gia công tấm tại Việt Nam.
VNTECH – XÂY DỰNG GIÁ TRỊ VỮNG BỀN
CN Hà Nội: Số 39, ngõ 285 Phúc Lợi, quận Long Biên, Hà Nội
CN Đà Nẵng: Số 20 Nguyễn Sinh Sắc, Hòa Minh, Liên Chiểu, Đà Nẵng
CN HCM: 43 Đường N2, KP Thống Nhất, Dĩ An, Bình Dương
Hotline: 0984.537.333
Mail: sale@vntechcnc.vn
Facebook: https://www.facebook.com/vntechcnc
Website: https://thietbivntech.vn/
Youtube: https://www.youtube.com/@cokhivntech
- Tập Kết Bàn Giao Máy Cắt Laser ILM-3015 Cho Khách Hàng Tại Gia Lâm
- Máy laser ILM 6000w cắt 25 và 30mm thép
- Tập kết bàn giao máy chấn CNC accurl 110T/3100 cho khách hàng tại Hưng Yên
- Ban Giao Dao Cối Chấn NVD Biên Dang Z Cho Khách Hàng Đông Anh
- Thay thấu kính đầu cắt raytools, ospri, precitec, Boci cho khách hàng